以下是:通化市輝南縣鑄鐵閘門暗桿式鑄鐵閘門源廠供貨的產品參數
【拍門、啟閉機、鑄鐵閘門】業務覆蓋多領域場景,主營
梅河口鑄鐵拍門、
東昌一體式不銹鋼閘門、
集安手動啟閉機、
柳河手輪啟閉機、
二道江螺桿啟閉機等產品服務。
鑄鐵閘門暗桿式鑄鐵閘門源廠供貨,
耀禹水利機械廠(通化市輝南縣分公司)hksl1517-6為您提供
鑄鐵閘門暗桿式鑄鐵閘門源廠供貨的資訊,聯系人:
張經理,電話:
【0318-6662277】、【13785833688】,供應服務范圍覆蓋
吉林省、
通化市、輝南縣、
東昌區、
二道江區、
柳河市、
梅河口市、
集安市。 吉林省,通化市,輝南縣 輝南縣朝陽鎮距離長白山機場187公里、長春龍嘉機場200公里、通化機場94公里,沈吉鐵路、撫長高速、國道G504(原長輝線)和輝三(原營白線,輝南至白山三道溝)、永新(原樺輝線,永吉至新賓)兩條省級公路穿境而過,沈吉高速緊鄰縣境,是聯結長白山和松遼平原的交通樞紐。2019年,被列為第二批農產品質量縣。
想要了解鑄鐵閘門暗桿式鑄鐵閘門源廠供貨產品嗎?點擊觀看我們上傳的視頻介紹,它將用更直觀的方式展現產品的特點和優勢,讓您對產品有更深入的了解。
以下是:通化輝南鑄鐵閘門暗桿式鑄鐵閘門源廠供貨的圖文介紹


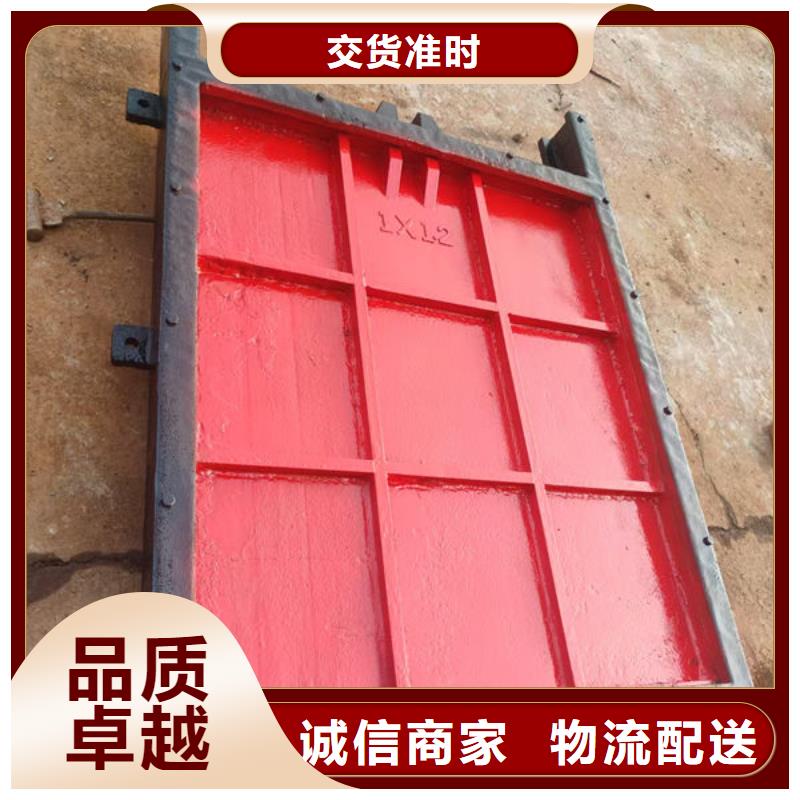
技術要求 鑄鐵閘門應符合本標準的要求,并按照規定程序批準的圖樣和技術文件制造。 1 鑄件 1 灰鑄鐵的機械性能應符合GB 9439規定。鑄造銅合金的機械性能應符合GB 1176規定。 2 鑄鐵件表面所附有的型砂、氧化皮、冒口、澆口和多肉等應干凈。 3 主要鑄鐵件(如門框、門板和導軌)應時效處理。 4 鑄件不允許有裂縫、疏松和澆不足等缺陷。如有氣孔、縮孔和渣眼等缺陷時應補焊與修整,但必須保證鑄件質量。 5 鑄件的鑄造偏差應符合GB 6414規定。 2 主要構件 門板 1 門板應整體鑄造,閘孔在400mm及其以上時應設置加強肋。 2 門板應按 工作水頭設計,其拉伸、壓縮和剪切強度的系數不小于5,撓度應不大于構件長度的1/1500。 3 門板的厚度應在計算厚度上增加2mm的腐蝕裕量。4 閘孔尺寸在600mm及其以上時,門板的上端應設置安裝用吊環或吊孔。 2 門框 2.1 門框應整體鑄造,在 工作水頭下,其拉伸、壓縮和剪切強度的系數不小于5。 2.2 門框的厚度應在計算厚度上增加2mm的腐蝕裕量。 2.3 對于墻管連接式圓閘門,其門框法蘭的連接尺寸應符合GB 4216.2的規定,法蘭螺栓孔應在垂直中心線的二側對稱均布。 2.4 法蘭螺栓孔d0的軸線相對于法蘭的孔軸線的位置度公差Φt應符合表3的規定 2.5 墻管式閘門與墻管連接之間應設有止水墊片,其墊片應符合GB 4216.9及GB 4216.10規定。 2.6 墻式閘門與墻面接合的門框表面,應保持平整。 2.7 門框(含導軌)的任一外側應機加工一條與導軌平行且貫通的垂線作安裝閘門基準。 導軌 導軌應按 工作水頭設計,其拉伸、壓縮和剪切強度的系數不小于5。在門板開啟到 位置時,其導軌的頂端應高于門板的水平中心線。 導軌可用螺栓(螺釘)與門框相接,或與門框整體鑄造。 密封座 密封座應分別置于經機加工的門框和門板的相應位置上,用與密封座相同材料制作的沉頭螺釘緊固。在啟閉門板過程中,不能變形和松動,螺釘頭部與密封座工作面一起精加工,其表面粗糙度不大于3.2 μm。 密封座工作表面不得有劃痕、裂縫和氣孔等缺陷。



耀禹水利機械廠(通化市輝南縣分公司)選用的 手動啟閉機材質符合標準,企業嚴把質量關,做到不合格不出廠。經營理念:以市場為導向、以用戶為中心、追求卓越。質量方針:專業創造價值,質量鑄就品牌。公司宗旨:經濟講效益,管理講制度,辦事講原則,工作講效率。期待與您合作共贏。
鑄鐵閘門暗桿式鑄鐵閘門源廠供貨


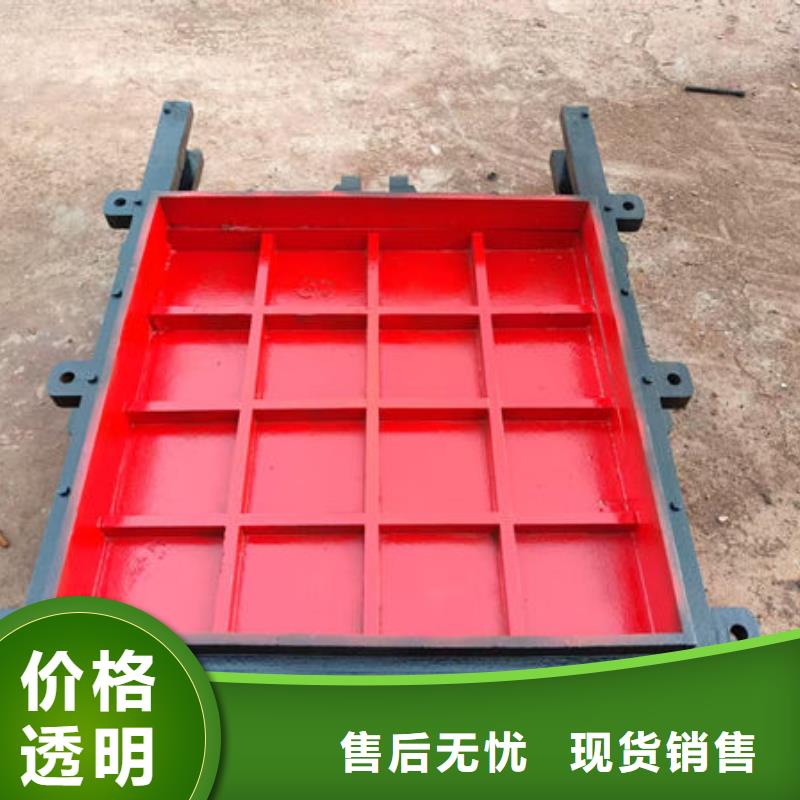
使用與保養 1、閘門在啟閉時注意閘板的上下極限位置,以免損壞閘門或啟閉機。 2、閘門在啟閉過程中如有異常情況應立即停止使用并及時檢查處理。 3、閘門關閉時在距底面0.1米處,將閘門暫時停住1分鐘,利用門底激流沖凈底門槽內的雜物,然后再將閘門關閉。
@ 平面閘門門槽埋件安裝工藝流程圖
(2)埋件安裝前準備工作 1.進行圖紙審核(包括廠家指導),制定施工方案、質量保證措施以 埋件清點檢查 施工準備 底坎測量控制點設置 底坎吊裝就位、調整、加固 測量、檢查、驗收 混凝土回填 軌道(門楣)測量控制點設 軌道(門楣)吊裝就位、調整、加固 節間連接 混凝土回填 補涂涂料 檢查驗收 復測 測量、驗收 復測



時做好貨物的保管工作。 2. 查看安裝資料(如安裝圖、合格證、使用說明書等)是否齊全。 3. 閘門在運輸過程中的變形及損傷,要進行的檢查和修整,注意同規格 閘門的門體、門框不允許互換。閘門未安裝前必須水平放置, 防止鑄件變形影響止水效果,同時絲桿以及聯接桿不可受力彎曲。 4. 檢查土建尺寸、預埋件及預留孔等是否符合要求。當予埋件為鋼板時,予 埋鋼板應平直,位置準確,當予埋件為予埋螺栓時,予留孔洞應位置準確,予留孔徑不小于80x80mm,予留孔深度應滿足予埋螺栓埋入深度為20d。 5. 安裝工作人員應全部到場,并準備好安裝時必需的設備(如:吊車、焊機、 腳手架等)、安裝工具及測量工具等。 四、安裝 1. 將閘門起吊至安裝位置,起吊時利用閘門的地腳螺栓孔起吊,注意盡量使門體、門框整體起吊,當閘門規格太大或拘于現場位置無法整體起吊時,可將門體與門框拆解后分別起吊,但需注意保護好密封面。 2. 通過啟閉機平臺上的預留孔,穿入啟閉繩具,將閘門整體吊起至安裝位置 處,使閘門就位,利用門框兩面的加工面,吊線找正左右方向的位置,左右方向傾斜度小于1.5mm,然后穿入地腳螺栓(或焊接螺栓7穿入安裝孔與預埋板焊接),當閘門采用附壁式安裝時,應用不小于φ的圓鋼將相鄰的地腳螺栓焊接成整體,旋上螺母,松開啟吊繩具。 3. 將起吊繩具穿過閘門吊耳,拉開門體,調整 閘門密封面的垂直度,通過調整閘門四個角部的螺栓,使閘門密封面的垂直度誤差小于1/1000mm,并再次復核閘門左右方向傾斜度后,把四個角部的螺栓用墊鐵墊實,擰緊螺母,使其固定牢固(附壁式安裝的閘門可預先在四個角部的螺栓上一個螺母,通過上、下兩個螺母調節密封面的垂直度誤差,如右圖所示)。 4. 放下門體使門體與門框吻合,用塞尺檢查 上、下密封面的間隙,使間隙保持在0.1mm以內,間隙超標時,可在該處的門框背面墊入斜鐵,同時將地腳螺栓略為旋松,直至間隙合格為止。 5. 將閘門四周的混凝土面用細砂漿混凝土二次澆灌、搗固,注意不得采用素 混凝土,澆灌后應用振動泵搗固堅實,采用膨脹混凝土更佳,二次澆灌混凝土完全凝固后,再逐一檢查緊固螺母。 6. 帶法蘭意味著安裝時先將配對法蘭墊上密封墊與閘門框法蘭連接到位,起 吊就位,按上述2調正后與預埋鋼管點焊,然后按上述3,調正后焊固。 7. 規格較大閘門將導軌就位安裝,注意保持導軌與門框的直線度小于2mm。 8. 在啟閉機平臺上的預埋孔放下吊線錘,以閘門吊耳中心線為基準,在啟閉 機平臺上劃十字線,確定啟閉機的安裝中心。 9. 在啟閉機底板上畫出相應的十字線,將啟閉機初步就位,搖動手柄,旋入 絲桿(手搖啟閉機逆時針搖動,電動啟諸機按所示開方向搖動)。 10. 將分段的絲桿連接成整體,注意將軸導架的套管部分套在相應的分段處

鑄鐵閘門暗桿式鑄鐵閘門源廠供貨,耀禹水利機械廠(通化市輝南縣分公司)為您提供鑄鐵閘門暗桿式鑄鐵閘門源廠供貨產品案例,聯系人:張經理,電話:【0318-6662277】、【13785833688】,供應服務范圍覆蓋:吉林省 通化市 輝南縣、東昌區、二道江區、柳河市、梅河口市、集安市。
名片")