| 產品參數 | |
|---|---|
| 產品價格 | 電議/噸 |
| 發貨期限 | 當天 |
| 供貨總量 | 1000 |
| 運費說明 | 電議 |
| 品牌 | 寶鋼、舞鋼、南鋼、武鋼、攀鋼 |
| 化學成分分類 | 合金鋼板、耐磨鋼板、船板、容器板、高強板 |
| 加工工藝 | 切割下料、打孔、折彎、卷管加工、調質 |
| 執行標準 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用規格 | 厚6-900mm,寬1500-3880mm,長6000-188000 |
| 性能 | 抗高溫、高壓、低溫,耐腐蝕 |
| 軋制 | 熱軋、冷軋 |
| 范圍 | 12CrNi3合金鋼板鋼廠資訊供應范圍覆蓋遼寧省、沈陽市、大連市、鞍山市、撫順市、本溪市、丹東市、錦州市、營口市、阜新市、遼陽市、盤錦市、鐵嶺市、朝陽市、葫蘆島市 鐵東區、立山區、千山區、臺安縣等區域。 |

對于從事鋼板加工的人來說,鋼板焊接、切割這些都是基礎操作,但是想要把簡單基礎的操作做好做精也是需要技巧的。下面小編收集了一些中厚板切割的技巧,希望能幫助你更快更好的完成工作。
聚賢豐匯特鋼有限公司擁有大型數控火焰切割機、數控等離子切割機、大型剪板機、500噸大型液壓沖床、機械沖床、數控立車、鏜床、銑床、加工中心等機械加工設備,專業承接特厚鋼板切割、鋼板零割、鋼板數控切割、鋼板下料、異形件切割、仿形件切割、剪切、沖孔、折彎、機加工、物流配送等延伸服務。提供正火保性能鋼板,一級、二級、三級探傷鋼板期貨,保性能鋼板,一級、二級探傷鋼板現貨銷售。
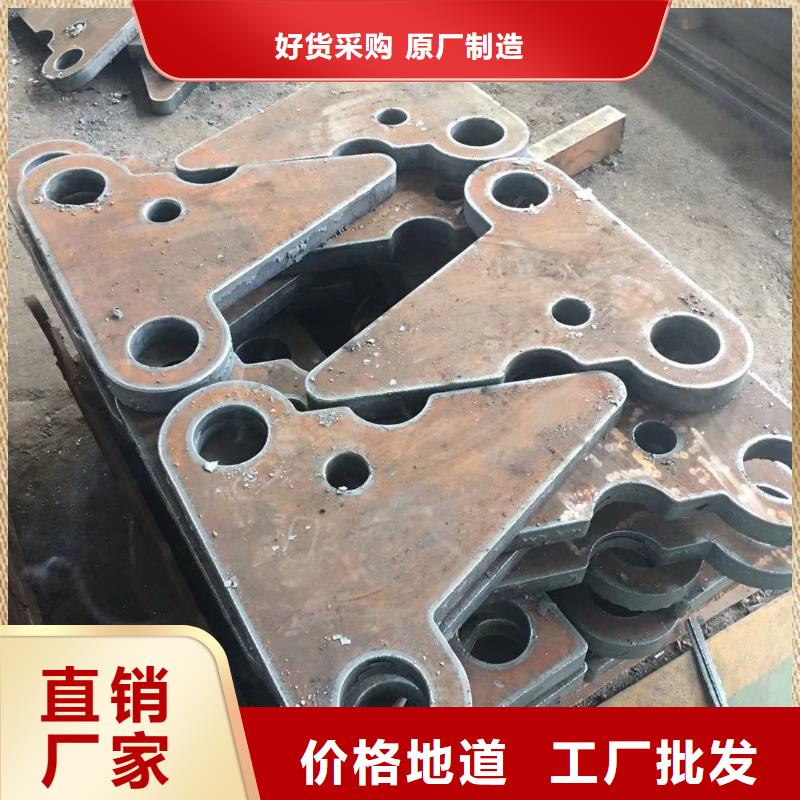
我公司承接機械配套機加工,主營Q235B、Q345B、45#、50#、Q345D、Q345E、Q690D、Q550D、Q460C、40cr、42crmo鋼等材質的切割與加工。可按客戶圖紙要求進行切割異型件、切割法蘭圓盤毛坯件、仿形件。外協加工各類機械零部件、模具鋼、軸承座、齒 、鋼結構及焊接預埋件、起重及升降鋼板配重塊。鋼板切割件產品主要應用于重型機械設備,如造船、紡織、采礦機械、機床、鍛壓、發電設備、冶金機械制造等領域。 的優勢在于特厚鋼板的切割及深加工業務中能大量替代鍛、鑄件。需要我們做什么,這些問題一直困擾著我們。但是經過幾年的實踐,發現做好客戶關系其實很容易,那就是真誠!
為了保證切割零件的完整性,切割的起點不能在零件的輪廓線上。零件的外輪廓應在零件輪廓外切掉。對于零件的內部輪廓,應在零件的輪廓內進行切割。對于厚度大于60 mm的鋼板,預留中心火焰切割的預熱時間大于120秒。直接穿孔鋼板會縮短割嘴的使用壽命,另外,穿孔的爐渣容易濺到割嘴上,嚴重情況下甚至會影響產品的切割質量。因此,在排版可行的情況下,應盡量從鋼板的邊緣切割,這樣能夠很大程度上避免上述問題。這個工作對于操作人員的技能要求也比較低。
但是這種方法又容易造成另一種缺陷,即易導致鋼板受熱變形。對此,我們通過反復試驗發現可以通過曲折引入線切割的方式來避免鋼板受熱變形的問題。這種切割方法是通過彎曲切入,使鋼板的剩余材料在彼此之間產生一個夾鉗,從而限制鋼板的變。將曲折線切割法應用于中厚板的火焰切割,能夠很好的提高中厚板切割的品質。
備料在切割和排版時,儲備中心更加關注切割本身的效果。主要考慮切割的可行性、提高材料利用率和切割效率。但從整個產品加工生命周期的角度來看,切割只是其中的一個環節。一個的切割過程中,我們必須考慮下一個過程的因素,統籌全局,整體考慮。因此,對于需要在清理熔渣完成后進行加工或彎曲的零件,排版時應考慮切割過程本身,清理后的零件的正面應放在方便機加或折彎操作的一側。另一方面,由于切割變形不能完全避免,排版中首先要處理非加工邊。
影響和提高中厚板切割質量和效率的途徑和方法有很多種。上述兩種方法已在生產中得到應用,并取得了良好的效果。希望這兩種方法能起到拋磚引玉的作用,能夠幫助你在進行中厚板切割工作時更好的提率與成品。


鋼板切開中的鋼板數控下料環節有專門的設備能夠選用,在機械化的工業時代,下料機成了不行短少的設備之一。現在市場上呈現的下料機出產廠家和產品都比較多,所以怎樣挑選適宜的設備成為用戶重視的要點。 首要要對下料機出產廠家進行實地考慮,假如廠家本身信譽度就不高的話,它們出產的產品怎樣會有保證呢?這方面除了能夠從網上查閱材料以外,仍是實地造訪,這樣才能對廠家有了解。 除了要看下料機質量之外,還要看廠家所能供給的服務,任何設備都不行能不出毛病,因而售后服務關于下料機設備來說是非常重要的,這樣能夠為用戶供給專業、具體的技術指導。以外,一定要看準下料機與本身出產的匹配程度,無妨再好的機器也發揮不了效果。
問題1:鋼板加工,其加工損耗,詳細是為多少啊? 問題2:鋼板外表粗糙度,其規范規則要求是什么? 問題3:如何將鋼板一邊加工成鋸齒狀的? 上述三個問題,都是關于鋼板加工這一方面的,那么也便是咱們學習和把握的目標。所以,下面小編就來經過回答,來到達上述意圖吧。 問題1:鋼板加工,其加工損耗,詳細是為多少啊? 鋼板加工的加工損耗,其詳細是為: 關于板材,多是為3%;關于型材,是為1%。關于重鋼,且結構雜亂的,是為8%。 問題2:鋼板外表粗糙度,其規范規則要求是什么? 鋼板外表粗糙度,其規范規則要求,是為2523-1990和2523-1990這兩個。 問題3:如何將鋼板一邊加工成鋸齒狀的? 這個不難,量大的話,能夠選用沖模沖裁;量小的話,則能夠進行切開,有線切開、激光切開以及等離子切開等。
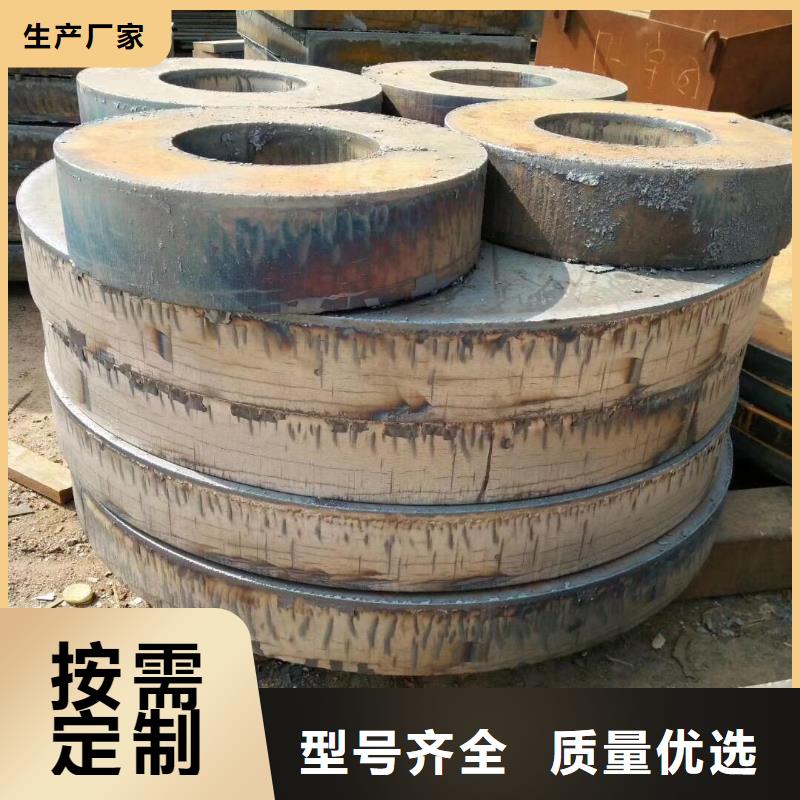
鋼板在后期加工時,會由于翹曲導致切開后變形,形成工件作廢,影響用戶正常運用,一起形成企業經濟損失。剖析以為鋼板經熱軋后內部及上下外表存在剩余應力,假如剩余應力沿鋼板寬度和長度方向呈不均勻散布,將會對鋼板截面產生一個力矩,使鋼板在分切后產生翹曲。操控辦法是:
冷卻溫度
層流冷卻形成的內應力不均衡問題主要是由3種不均勻冷卻導致:
1、橫向冷卻嚴峻不均勻
2、厚度方向冷卻不對稱
3、橫向和厚度方向冷卻不均勻混合。操控冷卻的橫向均勻性和厚度方向的對稱性,是操控中厚板平直度、下降內應力的必備條件。橫向冷卻側噴計劃是經過改進下集管橫向視點和駐水點等辦法到達層流冷卻溫度操控均勻性。
冷矯直
矯直能改進鋼板剩余應力散布,當鋼板在橫斷面上有應力散布不均時,能夠需求采納彎輥辦法以添加部分變形的方法來補償縱向纖維的長短不齊,到達波濤彎、均勻化鋼板內應力的意圖。調理矯直機橫向的凸度值調理也是改進鋼板剩余應力散布的重要辦法。綜上,經過選用新的工藝,進步層流冷卻速度操控溫度的均勻性,以及冷矯直鋼板,促進鋼板內部應力均勻化,鋼板再縱切分條時,變形問題得到操控。



聚賢豐匯金屬材料(鞍山市分公司)一家以開發、生產,設計等多種類型的 合金圓鋼的大型企業,位于天津市武清區北方世紀鋼材城,庫存充足,公司實現流程式操作和制度化。高素質的專業職工、雄厚的資金和技術支持,更是為實現產品的卓著品質提供了有力確保。
我公司的產品常年暢銷全球名地,同時也是多家知名企業的一級 合金圓鋼供應商,我司憑著多年的生產經驗,以專業的水平,專注生產,專心做事為宗旨,通過技術的創新,改革,引領行業向前發展!


在合金鋼板出現之前,碳鋼一直是鋼板的主流產品。但隨著工業和科技的發展,鋼板在日常生活中的應用越來越廣泛。
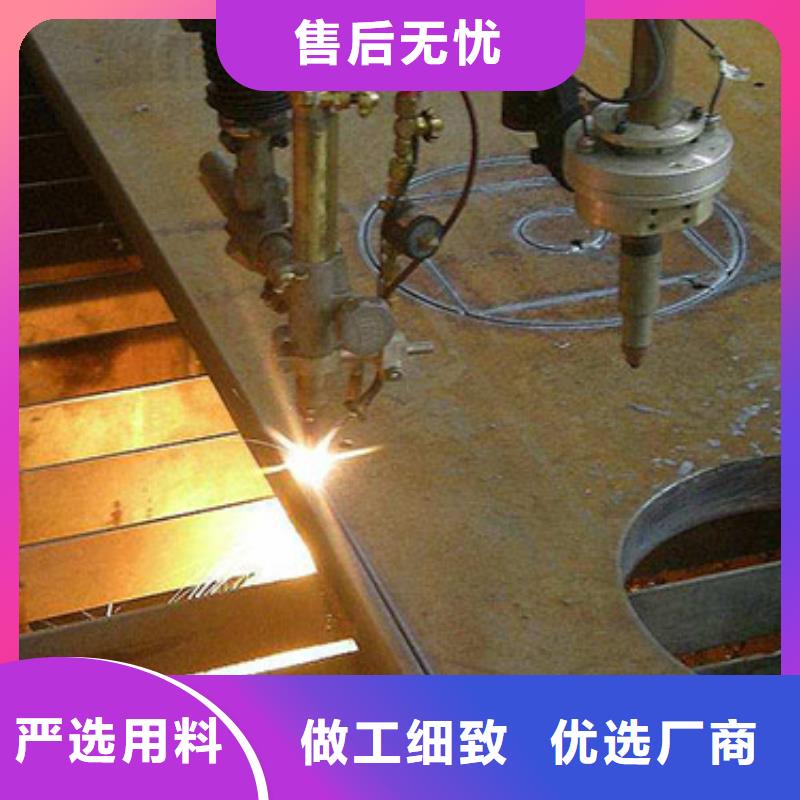
在全部激光切割全過程中,日常清理中出現的激光切割面凸凹不平、裂縫、凹痕、歪斜等難題,會比較嚴重嚴重危害推遲交貨的品質。鋼板切割,從字面講,是一種激光切割建筑施工機器設備的方法,主要是運用汽體的火苗做為專用型激光切割專用工具,上升必須激光切割的設備的溫度,使金屬材料高分子材料可以確保其著火點,隨后釋放出來高壓氧倉中的氣旋,進而在金屬材料高分子材料中導致間隙。它是工程建筑原料的一種普遍的生產制造方式。
一般來說,工業鋼板需要事先加工和切割,僅僅這樣就能達到理想的尺寸和型號尺寸。隨著同一城市越來越多的鋼板制造商,無論是傳統的切割還是數控切割,都可以在進行的比較和分析之前選擇許多客戶。為了找到一個高性價比的制造商,這一過程的質量和性能是更有保障的。
采用數控切割鋼板使用止水鋼板的方法
首先,在鋼板加工過程中,廠家選擇先進的 切削設備來完成切削過程,切削過程尺寸精度高,模型尺寸穩定效果好。始終按照客戶要求切割,鋼板尺寸和刀尖達到理想的切割效果,切割技術越來越獨特,掌握切割要求和細節,基本上可以看到st加工。鰻魚材料將更加先進和 。
鋼板的加工工藝越來越復雜,為了提高鋼板外觀邊緣和尺寸的正確效果,在使用中放心,尤其在質量水平上提高。通過比較不同廠家,可知數控切削的工藝流程和技術要點不同,可能的加工質量也不同。總是結合先進的切削設備和工藝完成,使鋼材質量越來越高。
鋼板加工的目的是將相同規格的整塊鋼板制成不同的形狀,以滿足客戶的不同要求,從而可以應用于不同的領域。那么鋼板加工的具體功能是什么?
首先,鋼板加工可以通過使用鋼板整平技術有效地去除表面上的劃痕和較小的裂紋,減少和細化制造過程中鋼板表面不可避免的粗糙度,從而使鋼板表面變得更加光滑,從而提高和改善鋼板的質量,并使這些鋼板能夠用于更精密的儀器中而不會造成缺陷。另外,鋼板加工能改善鋼板表面的顏色和亮度,使鋼板看起來更加美觀,可用于產品表面。
鋼板加工時的止水鋼板有哪些方法?在一些建筑工地,很多人都能看到鋪設防水鋼板的專業技術工人。
所以,對于許多企業來說,生產止水鋼板時是否有統一的模型標準?事實上,情況并非如此。
鋼板數控切割機的主要特點和性能:
配有LCD顯示屏,全為簡體中文,傻瓜式操作。顯示屏下隨時提示各種操作方法,不需培訓操作人員,不需閱讀說明書,可完成各種操作,使用方便。主控板有各種故障指示燈,故障診斷一目了然,整體維修方便快捷。



名片")