| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 品牌 | 鉅順模具 |
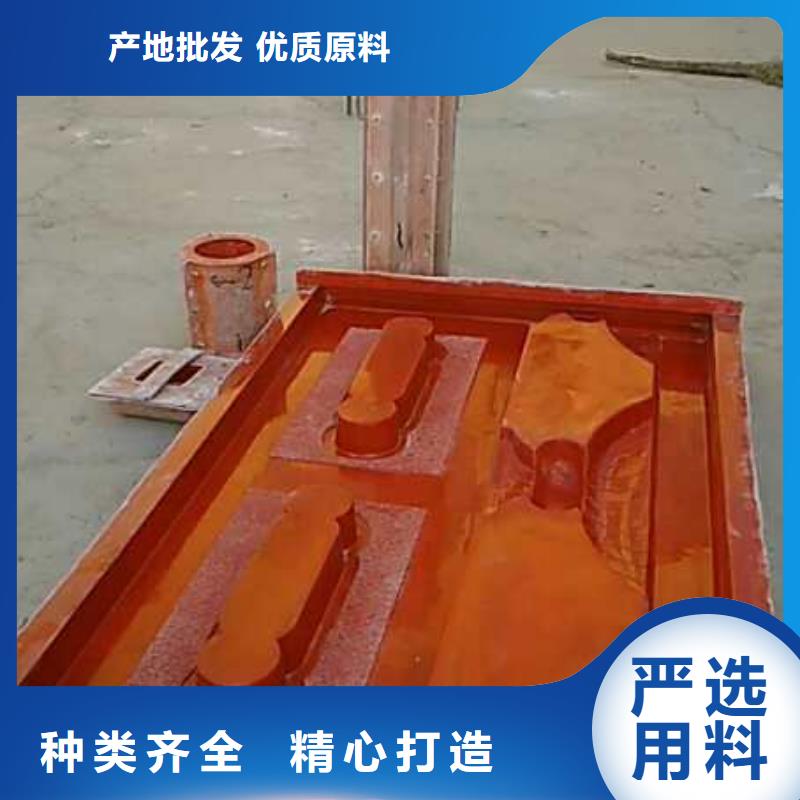
| 產品分類 | 玻璃鋼模具,鋼模具,塑料模具 |
| 產品材質 | 玻璃鋼,樹脂 |
| 產品規格 | 根據客戶要求規格定制 |
| 加工周期 | 3-7天 |
| 生產能力 | 10000 |
| 模具用途 | 手糊玻璃鋼 |
| 模具用途 | 混凝土模具 |
| 包裝 | 普通 |
| 范圍 | 玻璃鋼模具鋼模具供應范圍覆蓋黑龍江省、哈爾濱市、齊齊哈爾市、鶴崗市、大慶市、佳木斯市、牡丹江市、黑河市、綏化市、大興安嶺市 陽明區、愛民區、東寧市、林口縣、綏芬河市、海林市、寧安市、穆棱市等區域。 |


加溫階段即達到玻璃鋼SMC模壓成型溫度的環節。該環節中,同樣需要控制模溫機升溫速率和溫度。對快速模壓工藝,裝模溫度即為壓制溫度,不存在升溫速率問題。而慢速模壓工藝,應依據模壓料樹脂的類型、制品的厚度選擇適當的升溫速率。 成型溫度與模壓料的品種有很大關系。成型溫度過高,樹脂反應速度過快,物料流動性降低過快,常出現早期局部固化,無法充滿模腔。溫度過低,制品保溫時間不足,則會出現固化不完全等缺陷。
模具溫度低時,玻璃鋼難以固化成型。同時由于溫度低,固化反應速率慢,會造玻璃鋼交聯反應速度長,影響生產效率。玻璃鋼局部因含膠量少而分層,從而進一步影響整體樹脂的交聯度,造成玻璃鋼硬度低、耐蝕性、耐熱性下降。
如果模具溫度過高時,物料內部反應太快,整體玻璃鋼脆性過大。同時分子間化學反應快,一些有效的活性基因來不及反應就被凍結。造成應力集中,玻璃鋼發生開裂。



鉅順模具制造廠(牡丹江市分公司)擁有 壓頂模具研發、生產、營銷、質檢、物流倉儲等完整的管理體系。立足于國內市場,以的品質和服務為廣大用戶提供值得信賴的 壓頂模具產品。 壓頂模具產品不斷創新,及時滿足市場需求。公司在合肥、上海和深圳建立了三個 壓頂模具生產基地,組建了遍及全國的銷售服務網絡。 專業成就品質,科技引領未來。公司本著“品質優異、客戶至上、誠實守信、和諧發展”的經營理念,愿與海內外客戶精誠合作,共贏發展。





名片")