| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 批發(fā)/噸 |
| 發(fā)貨期限 | 當(dāng)天 |
| 供貨總量 | 1808 |
| 運(yùn)費說明 | 面談 |
| 范圍 | 樂平鍍鋅板聯(lián)系方式供應(yīng)范圍覆蓋山東省 棗莊市、東營市、濟(jì)寧市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺市、威海市、萊蕪市、日照市、淄博市、青島市、濟(jì)南市 歷下區(qū)、槐蔭區(qū)、天橋區(qū)、歷城區(qū)、長清區(qū)、平陰縣、濟(jì)陽區(qū)、商河縣、章丘區(qū)等區(qū)域。 |
系方式")
系方式")
系方式")
系方式")
系方式")
系方式")
彩鋼瓦安裝前工程四面坡1: 藍(lán)虛線和紅虛線分別為橫豎向骨架。2: a 距離以50CM為佳。3: b距離以50-70CM為佳。兩面坡⒈選擇骨架的鋼材料,木結(jié)構(gòu)及鋼結(jié)構(gòu)都適合。⒉施工的表面需整理平整。⒊骨架材料的規(guī)格: 木料規(guī)格為45MM×45MM以上,鋼材規(guī)格為40MM×40MM以上。⒋ 骨架縱向的間隔應(yīng)保持在50CM~70CM之間,橫向的間隔必須是25CM的倍數(shù),不要大于50M,盡量緊密使用螺釘,焊接牢固。系方式")
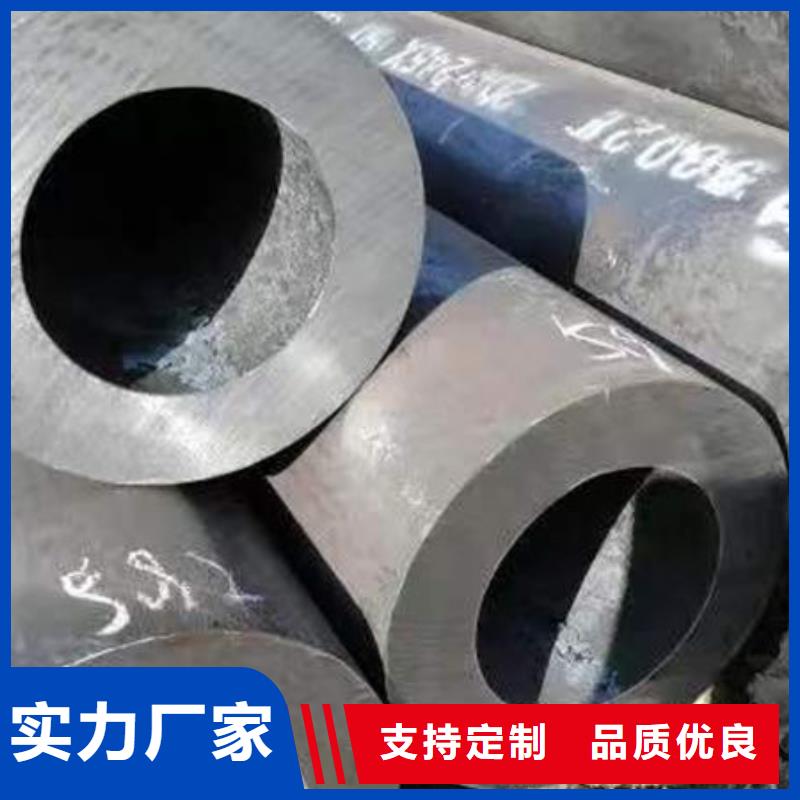
先要在干燥、整潔、沒有腐蝕性的條件中應(yīng)用,不銹鋼方管是耐腐蝕性鋼,它不生銹是由于表層形成了一層氧化膜,這層氧化膜又稱鈍化膜,這層薄到人的眼睛沒辦法看得見的氧化膜就是那么神奇,保護(hù)著不銹鋼方管不會生銹。潮濕的條件,空氣中的水分含量多了,容易讓不銹鋼方管發(fā)生氧化,從而出現(xiàn)銹斑。如果是酸堿性比較強(qiáng)的條件,不銹鋼材方管表層更容易氧化,那生銹的就更快了。所以我們應(yīng)用不銹鋼方管也需要看下條件,像沿海城市等地區(qū)假如要想用不銹鋼方管就只有挑選耐腐蝕性強(qiáng)的304不銹鋼方管或者是性能更佳的316材質(zhì)不銹鋼方管。
根據(jù)各鋼材種預(yù)處理目標(biāo)硫要求及實際鎂粉噴吹效果,開發(fā)各類鋼種高精度的鎂粉噴吹模型,崗位人員點擊一級畫面“開始噴吹”按鈕,系統(tǒng)自動完成預(yù)處理整個噴吹過程。通過預(yù)處理自動噴吹系統(tǒng)實現(xiàn)了過程自動化控制,提高了控制精度,為煉鋼工序提供了優(yōu)質(zhì)的鐵水。相繼開發(fā)出轉(zhuǎn)爐(氧副槍)智能吹煉控制系統(tǒng)、造渣模型輔原料智能投加系統(tǒng)、增碳脫氧合金化方案篩選自動振料系統(tǒng)等多達(dá)十六套智能產(chǎn)品,并且兼具過程防錯預(yù)警、操作評價、數(shù)據(jù)記錄查詢、大數(shù)據(jù)分析、成本監(jiān)控等特有功能,獨具基于爐氣分析、音頻聯(lián)動的氧槍槍位控制,融入語音提示、遠(yuǎn)程控制等先進(jìn)科技元素,在業(yè)內(nèi)處領(lǐng)先水平。系方式")
在進(jìn)行高速線材軋制的過程中,可以使用鑄坯作為原料替代初軋坯的方式。這樣可以大大減少軋制過程中的能耗 損失,可以達(dá)到10%左右的。這樣就可以大量的減少金屬在 軋制過程中的損失,有效地提高加熱質(zhì)量。為了生產(chǎn)可以具 有高質(zhì)量的高速線材,可以使用連鑄空坯工藝技術(shù),這種 進(jìn)的技術(shù)可以不斷的提高軋制的技術(shù)水平,生產(chǎn)出高質(zhì)量的鋼材。為了保證高速線材軋制的質(zhì)量,要盡量降低開軋 的溫度。目前,國外的機(jī)械設(shè)備增設(shè)了水冷箱,保證軋制的 精軋溫度可以控制在900℃。也可在軋制機(jī)中設(shè)置冷水頭導(dǎo) 管,這樣可以將終軋溫度控制在800℃。超重軋制機(jī)可以滿 足700℃~750℃的軋制要求。系方式")
金屬材料(濟(jì)南市分公司)名片")