| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 批發(fā)/噸 |
| 發(fā)貨期限 | 當(dāng)天 |
| 供貨總量 | 1808 |
| 運(yùn)費(fèi)說(shuō)明 | 面談 |
| 范圍 | 進(jìn)賢鋼板供應(yīng)范圍覆蓋云南省 昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市 個(gè)舊市、開(kāi)遠(yuǎn)市、蒙自市、建水縣、石屏縣、彌勒市、瀘西縣、元陽(yáng)縣等區(qū)域。 |
賢鋼板誠(chéng)信廠(chǎng)家")
賢鋼板誠(chéng)信廠(chǎng)家")
賢鋼板誠(chéng)信廠(chǎng)家")
賢鋼板誠(chéng)信廠(chǎng)家")
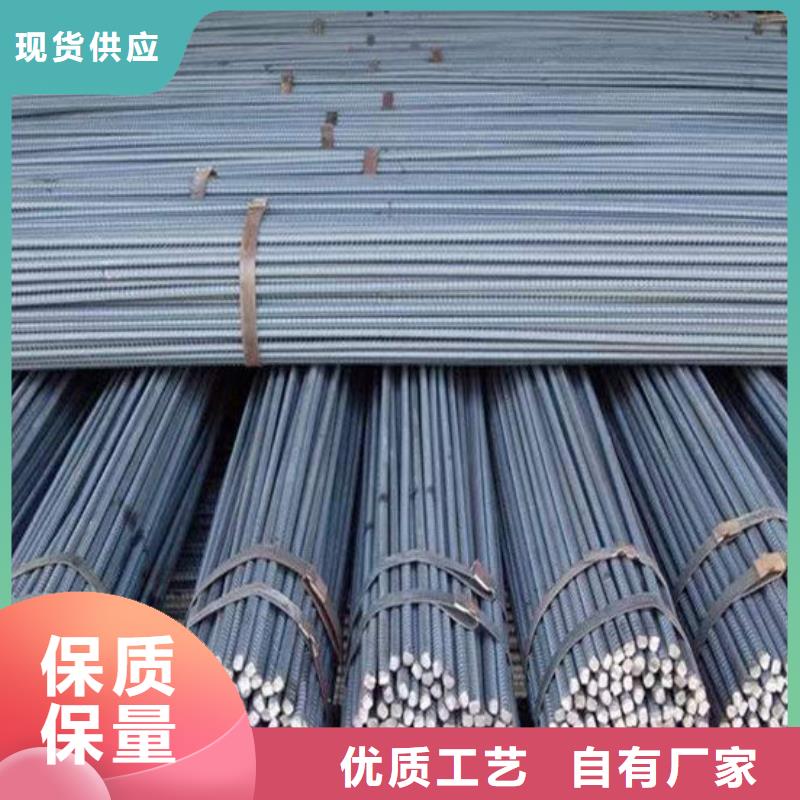
螺紋鋼的規(guī)格要求應(yīng)在進(jìn)出口貿(mào)易合同中列明。一般應(yīng)包括標(biāo)準(zhǔn)的牌號(hào)(種類(lèi)代號(hào) )、鋼筋的公稱(chēng)直徑、公稱(chēng)重量(質(zhì)量)、規(guī)定長(zhǎng)度及上述指標(biāo)的允差值等各項(xiàng)。我國(guó)標(biāo)準(zhǔn)公稱(chēng)直徑為6、8、10、12、16、20、25、32、40、50mm的螺紋鋼系列。供貨長(zhǎng)度分定尺和倍尺二種。我國(guó)出口螺紋鋼定尺選擇范圍為6~12m,日本產(chǎn)螺紋鋼定尺選擇范圍為3.5~10m;國(guó)產(chǎn)內(nèi)銷(xiāo)螺紋鋼材若合同中無(wú)注明要求時(shí),通常定尺為9m、12m兩個(gè)長(zhǎng)度。表面質(zhì)量。有關(guān)標(biāo)準(zhǔn)中對(duì)螺紋鋼的表面質(zhì)量作了規(guī)定,要求端頭應(yīng)切得平直,表面不得有裂縫、結(jié)疤和折疊,不得存在使用上有害的缺陷等。外形尺寸偏差允許值。螺紋鋼的彎曲度及鋼筋幾何形狀的要求在有關(guān)標(biāo)準(zhǔn)中作了規(guī)定。賢鋼板誠(chéng)信廠(chǎng)家")
方管的維護(hù)和保養(yǎng)也就需要根據(jù)這六個(gè)步驟的加工來(lái)進(jìn)行維護(hù)了。維護(hù)可分以下五個(gè)步驟:一、要設(shè)專(zhuān)人每天對(duì)方管鋼材進(jìn)行檢查,墊板有無(wú)下沉或松動(dòng)、各部構(gòu)件是否完整齊全,檢查立桿。二、作好方管基礎(chǔ)排水,如遇到下雨之后要對(duì)方管架體的基礎(chǔ)進(jìn)行的檢查,嚴(yán)禁方管積水下沉!三、不允許任何人拆除方管上的任何一個(gè)部件(包括小零件)。四、 一種方法那就是在遇到雨雪或者大霧.大雨.大風(fēng)的時(shí)候一定要暫停所有方管工作。五、恢復(fù)工作之前要檢查方管無(wú)障礙后才可以讓方管進(jìn)行工作!賢鋼板誠(chéng)信廠(chǎng)家")
直縫鋼管的生產(chǎn)工藝較為簡(jiǎn)單,主要生產(chǎn)工藝為高頻焊直縫鋼管和埋弧焊直縫鋼管;直縫鋼管生產(chǎn)效率高,成本低,發(fā)展迅速,螺旋鋼管的強(qiáng)度通常高于直縫鋼管;主要生產(chǎn)工藝是埋弧焊,螺旋鋼管可以生產(chǎn)出具有相同寬度的方坯的不同直徑的焊接管,或者可以從狹窄的方坯中制造出具有較大管徑的焊接管;但是,與相同長(zhǎng)度的直縫鋼管相比,焊接長(zhǎng)度分別增加了30%和100%,生產(chǎn)速度降低了;因此,大口徑鋼管大多通過(guò)螺旋焊接來(lái)焊接,小口徑鋼管大多通過(guò)直縫焊接來(lái)焊接。在大口徑直縫鋼管的工業(yè)生產(chǎn)中,采用了T形焊接技術(shù),即一小部分直縫鋼管鋼材被對(duì)接連接,以滿(mǎn)足工程所需的長(zhǎng)度;T形直縫鋼管的缺陷將大大增加,T形焊縫的焊接殘余應(yīng)力將更大,焊接金屬通常處于三軸應(yīng)力下,這會(huì)增加開(kāi)裂的可能性;就焊接技術(shù)而言,螺旋鋼管和直縫鋼管的焊接方法是相同的,但不可避免地會(huì)出現(xiàn)大量的T形焊縫,并且T形焊縫的焊接殘余應(yīng)力非常大,因此,焊接缺陷的可能性也很大,改進(jìn)后,焊接金屬通常處于三軸應(yīng)力狀態(tài),這增加了開(kāi)裂的可能性。賢鋼板誠(chéng)信廠(chǎng)家")
螺旋鋼管是以帶鋼卷板為原料制成的螺旋縫鋼管,經(jīng)常在高溫下擠壓成型,采用自動(dòng)雙線(xiàn)雙面埋弧焊工藝焊接而成。螺旋鋼管將帶鋼送入焊管機(jī)組,帶鋼由多個(gè)軋輥軋制并逐漸卷起形成帶開(kāi)口間隙的圓管坯,調(diào)整擠壓軋輥的壓下量進(jìn)行焊接。如間隙過(guò)大,則造成鄰近效應(yīng)減少,渦流熱量不足,焊縫晶間接合不良而產(chǎn)生未熔合或開(kāi)裂。 2.如間隙過(guò)小則造成鄰近效應(yīng)增大,焊接熱量過(guò)大,造成焊縫燒損;或者焊縫經(jīng)擠壓、滾壓后形成深坑,影響焊縫表面質(zhì)量。 將管坯的兩個(gè)邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結(jié)晶,終形成牢固的焊縫。螺旋鋼管鋼材若擠壓力過(guò)小,形成共同晶體的數(shù)量就小,焊縫金屬?gòu)?qiáng)度下降,受力后會(huì)產(chǎn)生開(kāi)裂;如果擠壓力過(guò)大,將會(huì)使熔融狀態(tài)的金屬被擠出焊縫,不但降低了焊縫強(qiáng)度,而且會(huì)產(chǎn)生大量的內(nèi)外毛刺,甚至造成焊接搭縫等缺陷。賢鋼板誠(chéng)信廠(chǎng)家")
縫鋼管不銹鋼板贛達(dá)金屬材料(紅河市分公司)名片")