| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 山東 |
| 品牌 | 精拉管業 |
| 是否進口 | 否 |
| 范圍 | 【精密無縫鋼管】精拉鋼管供應范圍覆蓋山東省、棗莊市、東營市、濟寧市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺市、威海市、萊蕪市、日照市、淄博市、青島市、濟南市 薛城區、嶧城區、臺兒莊區、山亭區、滕州市等區域。 |
種類
無縫鋼管按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
按外形分類有圓形管、異形管之分。異形管除方形管和矩形管外,還有橢圓管、半圓管、三角形管、六角形管、凸字形管、梅花形管等。
按材質的不同,分為普通碳素結構管、低合金結構管、優質碳素結構管、合金結構管、不銹管等。
按專門用途分,有鍋爐管、地質管、石油管等。
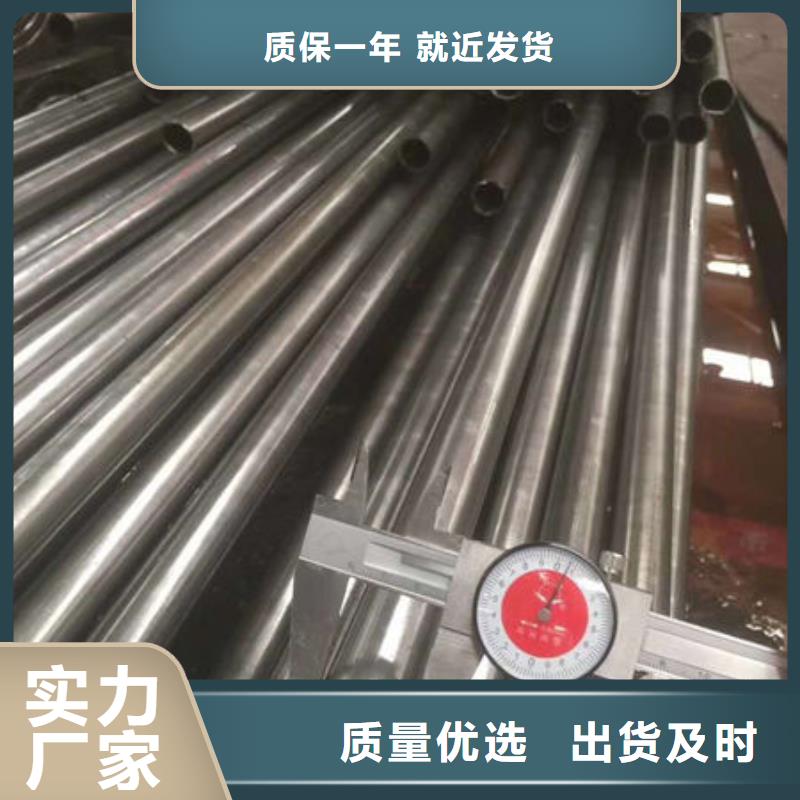
規格及外觀質量
無縫管按GB/T8162-87規定
規格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。


生產制造方法
按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
熱軋無縫管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。 經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。
若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。
用途
無縫管用途很廣泛。一般用途的無縫管由普通碳素結構鋼、低合金結構鋼或合金結構鋼軋制,產量多,主要用作輸送流體的管道或結構零件。
根據用途不同分三類供應:a、按化學成分和機械性能供應;b、按機械性能供應;c、按水壓試驗供應。按a、b類供應的鋼管,如用于承受液體壓力,也要進行水壓試驗。
專門用途的無縫管有鍋爐用無縫管、地質用無縫管及石油用無縫管等多種。



在精密無縫鋼管焊接中,所采用的焊接速度也會直接影響到其的質量。而且焊接速度和加熱制度、焊縫變形速度以及相互結晶速度有關。對于高頻焊管來說,通常焊接質量會隨著焊接速度的加快而提高。由于其對于鋼管的焊接質量會產生較大的影響,因而必須要注意到這一點。通常情況下,在不影響焊接質量的情況下,開口角長度應把握不同規格,進行調整。
在一些情況下,還需要選擇適合的磁棒。特別是在制作生產一些高頻類鋼管產品的時候,廣泛采用它作為增感元件,使電磁能更多地集中在管縫的焊合面上提高焊速。而且在產生過程中,要用水充分冷卻,以免因冷卻質量不理想而導致磁棒斷裂,影響精密無縫鋼管的焊接質量。
現在市面上生產的精密無縫管,大多數都是采用熱處理工藝制造而成的,前奏需要進行真空退火,退火的溫度越低,則對于真空度的要求越高,在此過程中,需要經過極為復雜的過程,相對而言,精密無縫管對于技術方面的要求要高出許多,所以,這種管道材料在質量的方面才會具有如此顯著的優勢。



隨著大數據、物聯網、智慧城市等新型產業發展帶來行業的契機,精拉管業(棗莊市分公司)始終以前瞻的眼光,緊跟時代潮流,堅持以專業化的發展戰略,專注技術與應用不斷開發適合客戶需求的新 厚壁無縫鋼管產品;務實守信,開拓創新,攜手廣大合作伙伴“揚帆起程領航未來”。


精密亮光無縫管分為幾種
根據它們的制造20cr精密亮光無縫管的方法管分為兩種焊接鋼管的和。20cr精密亮光無縫管用鋼管或提出的各點的碳素鋼,熱軋,冷軋(拉)的。焊接鋼管被卷成管狀的鋼板接縫和接縫的制造方法中焊接,分為低壓流體焊接鋼管,螺旋縫焊鋼管,體積直接焊接鋼管,焊接納,等20cr精密亮光無縫管可用于液體。
氣體管道等焊管可用于水管,煤氣管,加熱管等焊接鋼管,如水管,典型地通過在焊接后彎曲平板材料一起,接縫可以在上面找到;一般是相對較大的直徑的螺旋縫。在通過一個環形的熔融情況20cr精密亮光無縫管一般鋼水積壓后通過狹縫比方拉伸成型工藝處理,所以沒有焊接。
在功用上,特別是承載才干大大與一般鋼管比較有所提高,它一般用于高壓設備。焊縫焊接鋼管的薄弱環節,焊縫質量也是影響其整體功用的主要因素。那里的人們生活在北方一般有水管或供熱管道在冬季爆嚴寒的閱歷,爆炸一般焊縫。



名片")