

以下是:青島市城陽區(qū)螺旋鋼管口碑好的產(chǎn)品參數(shù)
產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說明 電議 范圍 螺旋鋼管口碑好供應(yīng)范圍覆蓋山東省、青島市、城陽區(qū)、四方區(qū)、黃島區(qū)、嶗山區(qū)、李滄區(qū)、膠州市、即墨區(qū)、平度市、膠南區(qū)、萊西市等區(qū)域。 【全通】持續(xù)拓展產(chǎn)品矩陣,現(xiàn)有平度螺旋鋼管優(yōu)選原材、嶗山螺旋鋼管值得買、膠州螺旋鋼管支持定制貼心售后、膠南螺旋鋼管講信譽(yù)保質(zhì)量等,滿足不同場景需求。螺旋鋼管口碑好,全通管道(青島市城陽區(qū)分公司)為您提供螺旋鋼管口碑好的資訊,聯(lián)系人:王總,電話:【0317-6309859】、【13932771377】。 山東省,青島市,城陽區(qū) 2021年,城陽區(qū)實(shí)現(xiàn)地區(qū)生產(chǎn)總值1334.20億元。
想要更直觀地感受螺旋鋼管口碑好產(chǎn)品的魅力嗎?那就趕緊點(diǎn)擊視頻,開啟你的采購之旅吧!
以下是:青島城陽螺旋鋼管口碑好的圖文介紹
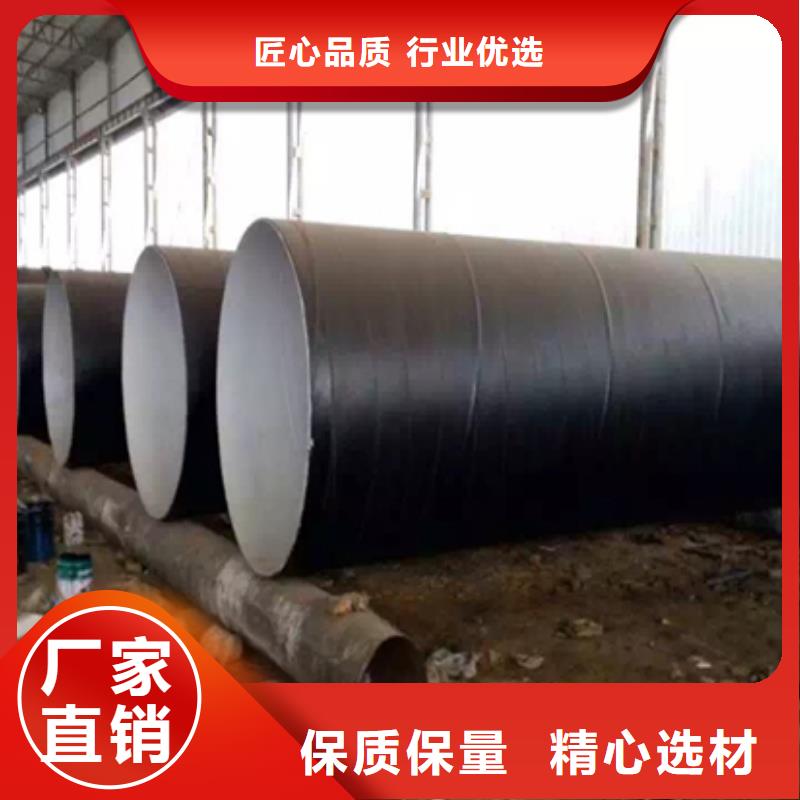
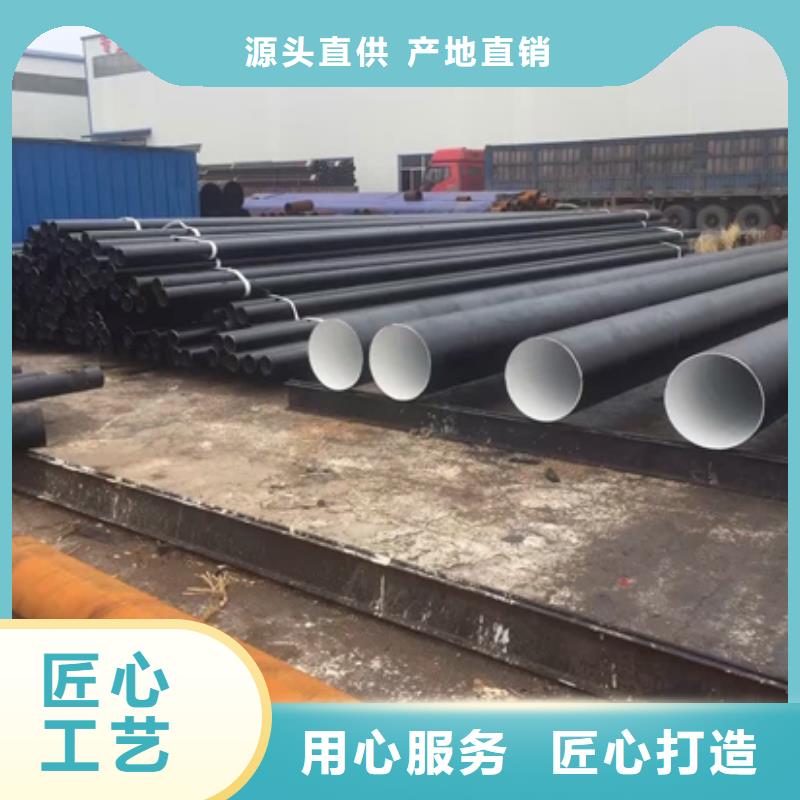
螺旋鋼管承壓流體輸送用螺旋縫埋弧焊鋼管主要用于輸送石油、天然氣的管線;承壓流體輸送用螺旋縫高頻焊鋼管,用高頻搭接焊法焊接的,用于承壓流體輸送的螺旋縫高頻焊鋼管。鋼管承壓能力強(qiáng),塑性好,便于焊接和加工成型;一般低壓流體輸送用螺旋縫埋弧焊鋼管,采用雙面自動(dòng)埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。
它的強(qiáng)度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產(chǎn)速度較低。Q235B是低合金鋼(C<0.2%),舊稱16Mn,Q代表屈服,后面的235指這種材質(zhì)的屈服值,235MPa,并會(huì)隨著材質(zhì)的厚度的增加而使其屈服值減小,廣泛應(yīng)用于橋梁,車輛,船舶,建筑,壓力容器等。我國制造螺旋焊管已有多年的歷史,螺旋焊管出現(xiàn)于1888年,1960年出現(xiàn)雙面焊接后其焊縫質(zhì)量大為提高。就螺旋焊鋼管機(jī)組主要用于生產(chǎn)鋼管外徑219~1220mm,壁厚為5~16mm,長度為6-35m輸送管道用鋼管,管樁和和某些機(jī)械結(jié)構(gòu)用管。現(xiàn)在國內(nèi)生產(chǎn)的螺旋焊鋼管規(guī)格外徑已經(jīng)可以達(dá)到3620mm。我國制造螺旋鋼管多以口徑1.8米以下居多,絕大多數(shù)為1220以下管徑,國內(nèi)個(gè)別廠家可達(dá)到2500mm,極少數(shù)廠家可達(dá)3200mm,以往在搜索引擎中找不到zui大口徑究竟有多大,我公司生產(chǎn)的螺旋焊管zui大直徑可達(dá)3620mm,從此,創(chuàng)下了國內(nèi)大口徑螺旋焊管zui大口徑3620mm的記錄。
有人說:京津冀地區(qū)空氣污染嚴(yán)重,隨著智能鋼鐵發(fā)展,污染源會(huì)大量減少,不但人們的生活環(huán)境會(huì)逐步變好,高品質(zhì)鋼鐵產(chǎn)品也會(huì)給行業(yè)帶來更好的效益。目前,地下走水用螺旋鋼管廣泛采用雙面埋弧焊的焊接技術(shù),下面淺談一下埋弧自動(dòng)焊的形成過程及特點(diǎn)。埋弧焊的原理:埋弧焊是利用電弧熱能進(jìn)行焊接的,與手工焊條電弧焊不同的是:埋弧焊的焊絲是裸露的,上面沒有涂料,埋弧焊的確焊劑是預(yù)先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下燃燒的埋弧焊的形成過程是這樣的焊絲與工件接觸,按下啟動(dòng)按動(dòng)鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧引燃,焊接小車向前進(jìn),焊絲連續(xù)下向輸送,維持電弧在焊劑層下燃燒,在電弧下方形成焊接熔池。
在電弧周圍,焊劑熔化形成一個(gè)空洞,。這個(gè)空洞和熔池不斷前進(jìn),而熔池后方的金屬凝固,形成連續(xù)的焊縫。這個(gè)過程由于是在焊劑下進(jìn)行的,因此,我們用肉眼是看不到的。借助于X射線攝影可以看到由于螺旋鋼管采用埋弧自動(dòng)焊的焊接技術(shù),除了此種的生產(chǎn)效率高;生產(chǎn)輔助時(shí)間少,節(jié)省了換焊條的時(shí)間;焊接條件干凈無飛濺,節(jié)省了清理的時(shí)間;焊縫質(zhì)量高。
一般通過肉眼觀察,借助標(biāo)準(zhǔn)樣板、量規(guī)和放大鏡等工具進(jìn)行檢驗(yàn)。若焊縫表面出現(xiàn)缺陷,焊縫內(nèi)部便有存在缺陷的可能。物理方法的檢驗(yàn):物理的檢驗(yàn)方法是利用一些物理現(xiàn)象進(jìn)行測定或檢驗(yàn)的方法。材料或工件內(nèi)部缺陷情況的檢查,一般都是采用無損探傷的方法。無損探傷有超聲波探傷、射線探傷、滲透探傷、磁力探傷等。受壓容器的強(qiáng)度檢驗(yàn):受壓容器,除進(jìn)行密封性試驗(yàn)外,還要進(jìn)行強(qiáng)度試驗(yàn)。常見有水壓試驗(yàn)和氣壓試驗(yàn)兩種。它們都能檢驗(yàn)在壓力下工作的容器和管道的焊縫致密性。氣壓試驗(yàn)比水壓試驗(yàn)更為靈敏和速,同時(shí)試驗(yàn)后的產(chǎn)品不用排水處理,對(duì)于排水困難的產(chǎn)品尤為適用。但試驗(yàn)的危險(xiǎn)性比水壓試驗(yàn)大。進(jìn)行試驗(yàn)時(shí),必須遵守相應(yīng)的技術(shù)措施,以防試驗(yàn)過程中發(fā)生事故。致密性檢驗(yàn):貯存液體或氣體的焊接容器,其焊縫的不致密缺陷,如貫穿性的裂紋、氣孔、夾渣、未焊透和疏松組織等,可用致密性試驗(yàn)來發(fā)現(xiàn)。
致密性檢驗(yàn)方法有:煤油試驗(yàn)、載水試驗(yàn)、水沖試驗(yàn)等。靜水試驗(yàn)每根鋼管應(yīng)做靜水壓試驗(yàn)而無滲漏現(xiàn)象,試驗(yàn)壓力按下試計(jì)算P=2ST/D式中S—靜水壓試驗(yàn)的試驗(yàn)應(yīng)力Mpa,靜水試驗(yàn)的試驗(yàn)應(yīng)力按相應(yīng)鋼帶標(biāo)準(zhǔn)規(guī)定屈服度小值(Q235為235Mpa)的60%選取。穩(wěn)壓時(shí)間:D<508試驗(yàn)壓力保持時(shí)間不少于5秒;D≥508試驗(yàn)壓力保持時(shí)間不少于10秒4無損檢測鋼管的補(bǔ)焊焊縫、鋼帶對(duì)頭焊縫及環(huán)向縫應(yīng)進(jìn)行X射線或超聲波檢驗(yàn)。
高頻焊同頻焊是它是一種固相電阻焊方法,高頻焊根據(jù)高頻電流在工件中產(chǎn)生熱的方式可分為接觸高頻焊和感應(yīng)高頻焊。接觸高頻焊時(shí),高頻電流通過與工件機(jī)械接觸而傳入工件。感應(yīng)高頻焊時(shí),高頻電流通過工件外部感應(yīng)圈的耦合作用而在工件內(nèi)產(chǎn)生感應(yīng)電流。高頻焊是專業(yè)化較強(qiáng)的焊接方法,要根據(jù)產(chǎn)品配備專用設(shè)備。螺旋焊接鋼管生產(chǎn)率高,焊接速度可達(dá)30m/min。
以固體電阻熱為能源,焊接時(shí)利用高頻電流在工件內(nèi)產(chǎn)生的電阻熱使工件焊接區(qū)表層加熱到熔化或接近的塑性狀態(tài),隨即施加(或不施加)頂鍛力而實(shí)現(xiàn)金屬的結(jié)合。內(nèi)螺旋鋼管的工藝都是雙面埋弧焊接,雙面埋弧焊技術(shù)是在1940年發(fā)明并使用的,它的焊接過程與手工焊接有相同的地方,是利用渣保焊,螺旋鋼管埋弧焊與手工焊不同的地方就是焊絲和焊劑分離,手工焊是焊絲焊劑都在一起的。焊絲采用盤狀,即整盤使用,可連續(xù)也可間斷,從某種意義上說螺旋鋼管能夠把焊絲做到一毫米也不浪費(fèi),焊絲工作時(shí)是在焊劑的包圍的內(nèi)部進(jìn)行焊接所以叫埋弧焊接,這樣焊接出來的質(zhì)量高,螺旋鋼管對(duì)焊絲和焊劑的選擇要求較高,原材料不同材質(zhì)對(duì)應(yīng)不同的焊絲焊劑,尤其是在目前生產(chǎn)高標(biāo)準(zhǔn)螺旋鋼管的情況下,更得選擇合適的焊絲和焊劑了。
如今采購商品牌意識(shí)更強(qiáng)了,也都非常精明,買 螺旋鋼管的選擇性也更多,很多采購商直接開車到 螺旋鋼管生產(chǎn)基地,一天能考察好多個(gè) 螺旋鋼管廠家,產(chǎn)品到底好不好,他們都能很快知道。所以,只要用心做產(chǎn)品做服務(wù),用戶都能看得見。選擇青島城陽全通管道有限公司,選擇放心。
螺旋鋼管焊縫氣孔不僅影響管道焊縫致密性,造成管道泄漏,而且會(huì)成為腐蝕的誘發(fā)點(diǎn),嚴(yán)重降低焊縫強(qiáng)度和韌性。焊縫產(chǎn)生氣孔的因素有:焊劑中的水分、污物、氧化皮和鐵屑,焊接的成份及覆蓋厚度,鋼板的表面質(zhì)量以及鋼板邊板處理,焊接工藝及鋼管成型工藝等。焊劑成分。焊接含有適量的CaF2和SiO2時(shí),會(huì)反應(yīng)吸收大量的H2,生成穩(wěn)定性很高且不溶于液態(tài)金屬的HF,從而可以防止氫氣孔的形成。氣泡。氣泡多發(fā)生在焊道中央,其主要原因是氫氣依舊以氣泡的形式隱藏在焊縫金屬內(nèi)部,所以,這種缺陷的措施是首先必須焊絲和焊縫的銹、油、水分及濕氣等物質(zhì),其次是必須很好地烘干焊劑除去濕氣。此外,加大電流、降低焊接速度、減慢熔化金屬的凝固速度也是很有效的。Q235B螺旋鋼管應(yīng)做機(jī)械性能試驗(yàn)和壓扁試驗(yàn)以及擴(kuò)口試驗(yàn),并要達(dá)到標(biāo)準(zhǔn)規(guī)定的要求。
鋼管應(yīng)能承受一定的內(nèi)壓力,必要時(shí)進(jìn)行2.5Mpa壓力試驗(yàn),保持一分鐘無滲漏。允許用渦流探傷的方法代替水壓試驗(yàn)。渦流探傷按GB7735《鋼管渦流探傷檢驗(yàn)方法》標(biāo)準(zhǔn)執(zhí)行。渦流探傷方法是將探頭固定在機(jī)架上,探傷與焊縫保持3~5mm距離,靠鋼管的快速運(yùn)動(dòng)對(duì)焊縫進(jìn)行的掃查,探傷信號(hào)經(jīng)渦流探傷儀的自動(dòng)處理和自動(dòng)分選,達(dá)到探傷的目的。
點(diǎn)擊查看全通管道(青島市城陽區(qū)分公司)的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
選購螺旋鋼管口碑好來青島市城陽區(qū)找全通管道(青島市城陽區(qū)分公司),我們是廠家直銷,產(chǎn)品型號(hào)齊全,確保您購買的每一件產(chǎn)品都符合高標(biāo)準(zhǔn)的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:王總-【13932771377】,地址:[鹽山縣城南開發(fā)區(qū)]。
















