
以下是:安徽省銅陵市信譽好的H型鋼廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 信譽好的H型鋼供應范圍覆蓋安徽省、合肥市、馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市 銅官山區、獅子山區等區域。 【天鑫達】業務覆蓋多元場景,提供以下產品和服務:銅官山水下堵漏源頭廠商、獅子山水下堵漏庫存充足、宿州水下堵漏質保一年、阜陽水下堵漏現貨滿足大量采購、六安水下堵漏經久耐用、淮南水下堵漏批發供應等。信譽好的H型鋼廠家,天鑫達特鋼有限責任公司(銅陵市分公司)jssl2-6專業從事信譽好的H型鋼廠家,聯系人:蘇經理,電話:【0527-88266888】、【18762195566】,供應服務范圍覆蓋:安徽省、合肥市、馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市 銅官山區、獅子山區,以下是信譽好的H型鋼廠家的詳細頁面。 安徽省,銅陵市 2022年,銅陵市實現地區生產總值1209.9億元,其中,產業增加值61.8億元,第二產業增加值602.8億元,第三產業增加值545.3億元。三次產業結構為5.1:49.8:45.1。按常住人口計算,人均地區生產總值92823元。
一分鐘的時間,對于了解我們的信譽好的H型鋼廠家產品來說足夠了。請觀看這部精心制作的產品視頻,讓產品的獨特之處和卓越性能一覽無余。
以下是:安徽銅陵信譽好的H型鋼廠家的圖文介紹H型鋼是一種截面面積分配更加優化、強重比更加合理的經濟斷面型材,因其斷面與英文字母“H”相同而得名。由于H型鋼的各個部位均以直角排布,因此H型鋼在各個方向上都具有抗彎能力強、施工簡單、節約成本和結構重量輕等優點,已被廣泛應用。
斷面形狀類似于大寫拉丁字母H的一種經濟斷面型材,又叫鋼梁、寬緣(邊)工字鋼或平行翼緣工字鋼。H型鋼的橫斷面通常包括腹板和翼緣板兩部分,又稱為腰部和邊部
H型鋼的翼緣內外側平行或接近于平行,翼緣端部呈直角,因此而得名平行翼緣工字鋼。H型鋼的腹板厚度比腹板同樣高的普通工字鋼小,翼緣寬度比腹板同樣高的普通工字鋼大,因此又得名寬緣工字鋼。由形狀所決定,H型鋼的截面模數、慣性矩及相應的強度均明顯優于同樣單重的普通工字鋼。用在不同要求的金屬結構中,不論是承受彎曲力矩、壓力負荷、偏心負荷都顯示出它的優越性能,可較普通工字鋼大大提高承載能力,節約金屬10%~40%。H型鋼的翼緣寬、腹板薄、規格多、使用靈活,用于各種桁架結構中可節約金屬15%~20%。由于其翼緣內外側平行,緣端呈直角,便于拼裝組合成各種構件,從而可節約焊接、鉚接工作量25%左右,能大大加快工程的建設速度,縮短工期
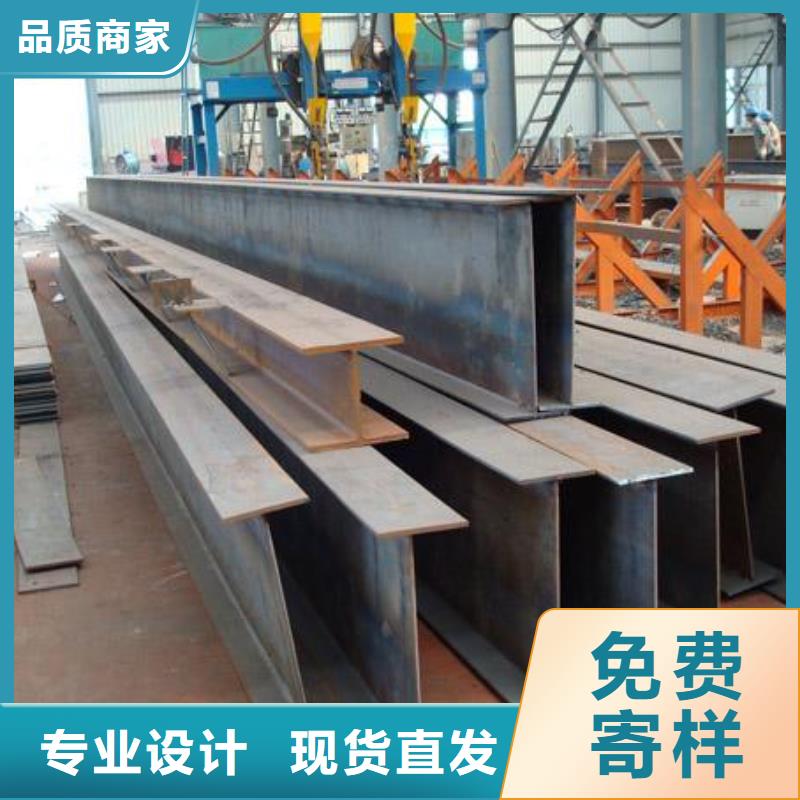
生產方法H型鋼可用焊接或軋制兩種方法生產。焊接H型鋼是將厚度合適的帶鋼裁成合適的寬度,在連續式焊接機組上將翼緣和腹板焊接在一起。焊接H型鋼有金屬消耗大、不易保證產品性能均勻、尺寸規格受限制等缺點。因此,H型鋼以軋制方法生產為主。在現代化的軋鋼生產中,使用軋機軋制H型鋼。H型鋼的腹板在上下水平輥之間進行軋制,翼緣則在水平輥側面和立輥之間同時軋制成形。由于僅用軋機尚不能對翼緣邊端施以壓下,這樣就需要在機架后設置軋邊端機,俗稱軋邊機,以便對翼緣邊端給予壓下并控制翼緣寬度。在實際軋制操作中,把這兩座機架作為一組,使軋件往復通過若干次(圖2a),或者是令軋件通過由幾架機座和一兩架軋邊端機座組成的連軋機組,每道次施加一定的壓下量,將坯料軋成所需規格形狀和尺寸的產品。在軋件的翼緣部位,由于水平輥側面與軋件之間有滑動,軋輥的磨損比較大。為了保證重車后的軋輥能恢復原來的形狀,應使粗軋機組上下水平輥的側面以及與其相對應的立輥表面呈3°~8°的傾角。為修正成品翼緣的傾角,設置成品軋機,又叫精軋機,其水平輥側面與水平輥軸線垂直或有較小的傾斜角,一般不大于20′,立輥呈圓柱狀
安徽銅陵山東天鑫達特鋼有限責任公司是一家以 水下堵漏設計、加工、安裝為一體的實業公司,自公司成立以來一直遵循“追求、創造”的經營理念,承“信譽至上”的服務宗旨,堅持“質量與公司共存、信譽與客戶同在”的質量方針.以雄厚的經濟實力為基礎、不斷的開拓創新、積j i進取,從而贏得了較高的市場占有率,得到了廣大客戶的一致認可與好評迅速成為了行業中的佼佼者.目前公司的 水下堵漏業務正蒸蒸日上、穩健發展,我們將一如既往的為廣大客戶提供優良的 水下堵漏產品和的售后服務,攜各界同仁之手為 水下堵漏行業的欣榮、國民經濟的富強而斗!
H型鋼組立合格后吊入龍門式自動埋弧焊接機上進行焊接。焊接前應焊縫區域存 在的鐵銹、毛刺、氧化物、油污等雜質。首先在兩端加裝與構件材質相同的引弧板和熄弧板,焊縫引出長度不應小于50。再用陶瓷電加熱器將焊縫兩側100mm范圍內進行預熱,預熱溫度為80到120°C,加熱過程中用紅外線測溫儀進行測量,防止加熱溫度過高,待加熱至規定溫度后即可進行焊接。焊接方法采用門式埋弧焊進行自動焊接。
如果板厚小于40mm,則每道焊縫一次焊滿,然后進行相應的翻身,如果腹板厚度大于40mm,則每道焊縫一次不要焊滿,通過多次的翻身轉動,來減少焊接變形。進行埋弧焊焊接時,焊腳高度應滿足設計圖紙要求,焊接過程中應觀察焊絲的位置,及時調整,避免焊絲跑偏。
焊接過程中如發生斷弧,接頭部位焊縫應打磨出不小于1:4的過渡坡才能繼續施焊。焊接完成后,除去焊縫表面熔渣及兩側飛濺物,用氣割割除引弧板和引出板,將割口修磨平整,嚴禁用錘擊落。
焊接H型鋼矯正焊接H型鋼焊接完成后應進行校正,校正分機械矯正和火焰矯正兩種形式,其中焊接角變形采用火焰烘烤或用H型鋼翼緣矯正機進行機械矯正,矯正后的鋼材表面不應有明顯的劃痕或損傷,劃痕深度不得大于0. 5mm.彎曲、扭曲變形采用火焰矯正,矯正溫度控制在800到900°C,且不得有過燒現象。
焊接H鋼梁可以通過把腹板下料成所需要的弧形來完成弧形大梁的制作,鋼管桁架可以通把冷彎或者熱彎下下弦管來完成弧形大梁的制作。H型鋼彎曲機設備主要由主機、液壓站、電控柜三大部分組成。由電動油泵輸出的高壓油,經高壓油管送入工作油缸或馬達內、高壓油推勸工作油缸或馬達內柱塞,產生推力和扭矩,通過模具部件彎曲型材。
底座可直接臥式安裝,使得整個傳動系統緊湊。二級減速為斜齒圓柱齒輪傳動,同時具備上述特點,分滿足生產要求。充 冷彎型鋼在行走時主要受到輔助系統門式托架的滾動摩擦阻力和冷彎滾輪的摩擦阻力。
通過分析,這兩種力都比較小,主要是受到冷彎滾輪通過型鋼傳遞過來的擠壓力。經分析得知,驅動主動滾輪轉動的力矩并不是很大,以驅動電機功率一般較所小, W即可滿足要求。H型鋼彎曲機使用須知。
信譽好的H型鋼廠家_天鑫達特鋼有限責任公司(銅陵市分公司),固定電話:【18762195566】,移動電話:【0527-88266888】,聯系人:蘇經理,明湖西路800號銀座好望角1102室。











