

以下是:臨汾市永和縣螺旋鋼管總部的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 螺旋鋼管總部供應范圍覆蓋山西省、臨汾市、永和縣、堯都區、曲沃縣、翼城縣、襄汾縣、洪洞縣、古縣、鄉寧縣、大寧縣、隰縣、蒲縣、汾西縣、侯馬市、霍州市等區域。 【全通】以匠心打造多元場景產品,涵蓋襄汾螺旋鋼管產地工廠、古縣螺旋鋼管敢與同行比價格、洪洞螺旋鋼管源頭廠家供應、隰縣螺旋鋼管產品性能、侯馬螺旋鋼管優選廠商、曲沃螺旋鋼管生產安裝等。螺旋鋼管總部,全通管道(臨汾市永和縣分公司)quantong328-6為您提供螺旋鋼管總部產品案例,聯系人:王總,電話:【0317-6309859】、【13932771377】,供應服務范圍覆蓋:山西省、臨汾市、永和縣、堯都區、曲沃縣、翼城縣、襄汾縣、洪洞縣、古縣、鄉寧縣、大寧縣、隰縣、蒲縣、汾西縣、侯馬市、霍州市。 山西省,臨汾市,永和縣 2021年,永和縣實現地區生產總值21.07億元,分三次產業看:產業實現增加值3.7992億元,第二產業實現增加值10.2091億元,第三產業實現增加值7.0605億元。三次產業占比為18:48.5:33.5。人均地區生產總值4.42萬元(按年平均匯率折算為6846美元)。
無需繁瑣的文字描述,觀看我們的視頻,讓螺旋鋼管總部產品一覽無余!
以下是:臨汾永和螺旋鋼管總部的圖文介紹
根據埋弧焊的工藝規定,每條焊縫均應有引弧處和熄弧處,但每根直縫焊管在焊接環縫時,無法達到該條件,由此在熄弧處可能有較多的焊接缺陷。埋弧焊的原理:埋弧焊是利用電弧熱能進行焊接的,與手工焊條電弧焊不同的是:埋弧焊的焊絲是裸露的,上面沒有涂料,埋弧焊的確焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下燃燒的。焊絲與工件接觸,按下啟動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧引燃,焊接小車向前進,焊絲連續下向輸送,維持電弧在焊劑層下燃燒,在電弧下方形成焊接熔池。在電弧周圍,焊劑熔化形成一個空洞,。這個空洞和熔池不斷前進,而熔池后方的金屬凝固,形成連續的焊縫。這個過程由于是在焊劑下進行的,因此,我們用肉眼是看不到的。
借助于X射線攝影可以看到。由于螺旋鋼管采用埋弧自動焊的焊接技術,除了此種的生產效率高;生產輔助時間少,節省了換焊條的時間;焊接條件干凈無飛濺,節省了清理的時間;焊縫質量高。也為螺旋鋼管廠的交貨提供了必要的條件,使得量大的螺旋鋼管生產時間得到保證,因此還是被廣泛采用著。Q235B螺旋鋼管螺旋鋼管的常用標準一般分為:SY/T5037杠2000(行業標準、也叫普通流體輸送管道用螺旋縫埋弧焊鋼管)、GB/T9711.1杠1997.(國標、也叫石油天然氣工業輸送鋼管交貨技術條件部分:A級鋼管(要求嚴格的有GB/T9711.2B級鋼管和GB/T9711.3C級鋼管))、API杠5L(美國石油協會標準、也叫管線鋼管;其中分為PSL1和PSL2兩個級別)、SY/T5040杠92(樁用螺旋縫埋弧焊鋼管)?承壓流體輸送用螺旋縫埋弧焊鋼管(SY5036杠83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,用雙面埋弧焊法焊接,用于承壓流體輸送的螺旋縫鋼管。
根據運輸管理條例螺旋鋼管運輸車輛寬度不能超過2.223米,長度不能超過12.59米,整車重量不能超過30噸,一般螺旋鋼管長度都是12米定尺,對于普通單規格螺旋鋼管定做戶來說運輸方便簡單,但是對于型號多,長短不一的客戶來說就是頭疼的事了,怎樣把運輸費用算到,省也算是一門學問。下面我們簡單說說這事,由于螺旋鋼管是中空型鋼管,所以呢大管內部可以塞小管,這樣層層套裝足能夠把螺旋鋼管整車的重量提到值,也讓客戶省去了部分運費。
目前國內螺旋鋼管機組一般是生產小規格219mm,生產到3620mm,螺旋鋼管的規格型號與原材料的寬度有著必然的聯系,更與螺旋鋼管的質量密不可分。一般小口徑鋼管(是指從219-529)適用于帶鋼寬度在300-550之間,寬度大了生產粘結度不夠,而且螺旋鋼管外觀不美觀,寬度窄了,螺旋鋼管成型難度大,生產出來后螺旋鋼管焊縫基本沒有角度,快成直角了,對于螺旋鋼管口徑在1000之間的基本用1100板寬,對于螺旋鋼管口徑在1500以上,必須用卷板,卷板寬度是1500mm,大口徑鋼管生產比小口徑鋼管技術更為嚴格。
臨汾永和全通管道有限公司是生產 螺旋鋼管的專業性企業,已有多年的 螺旋鋼管生產歷史。公司是以 螺旋鋼管產品為主業,集研發、制造、銷售服務于一體,建有完整的質量保證體系,技術力量雄厚,檢測手段先進。 本公司產品按標準 設計制造,企業技術力量雄厚,建有先進的 螺旋鋼管性能測試系統,以科技為先導,不斷進行創新,面向市場生產用戶滿意的 螺旋鋼管產品。
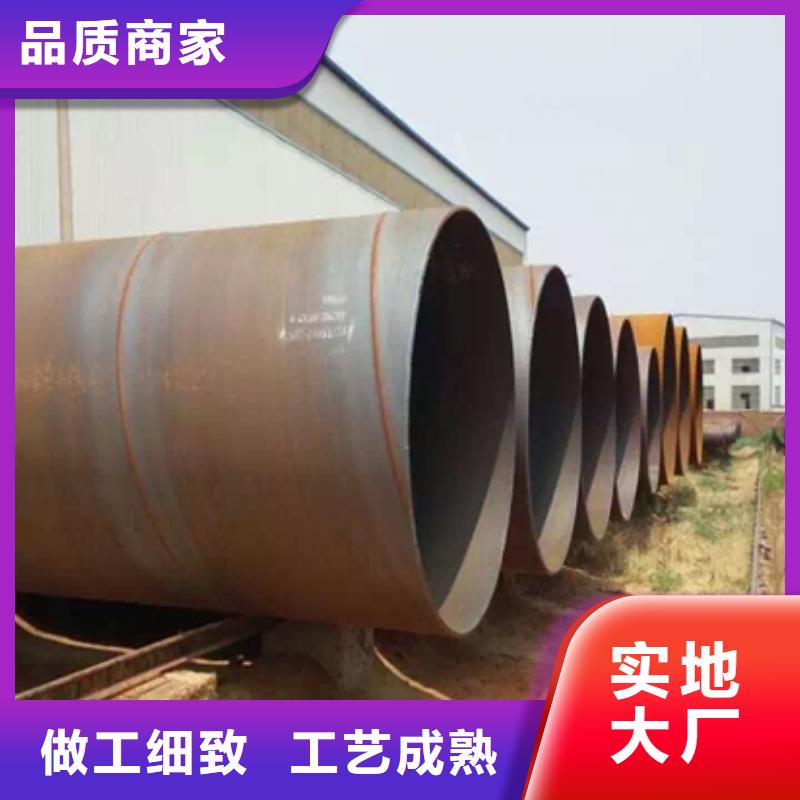
螺旋焊接鋼管也稱焊管,是用鋼板或帶鋼經過卷曲成型后焊接制成的鋼管。焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備資少,但一般強度低于無縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。按生產方法分類:工藝分類-電弧焊管,電阻焊管,(高頻,低頻)氣焊管,爐焊管。直縫焊管生產工藝簡單,生產效率高,{芤}成本低,發展較快。
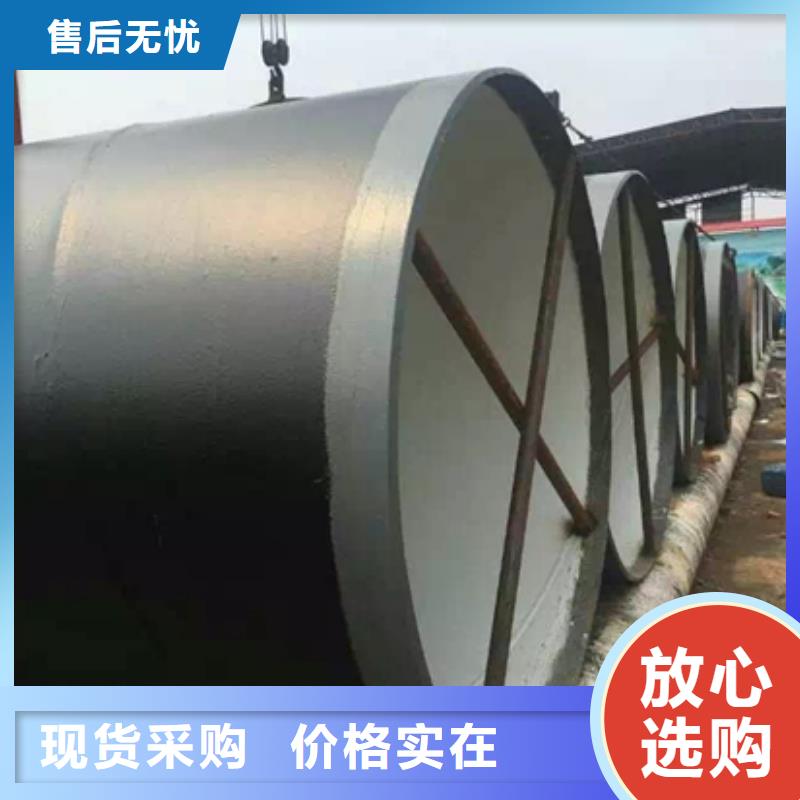
螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。較小口徑的焊管采用直縫焊,大口徑焊管則多采用螺旋焊;按鋼管端部形狀分為圓形焊管和異型(方、矩型等)焊管;按材質和用途不同分為礦用流體輸送焊接鋼管、低壓流體輸送用鍍鋅焊接鋼管、帶式輸送機托輥電焊鋼管等。螺旋焊接鋼管由于直埋于潮濕的土壤中,并且其常年浸沒在污水環境中,管道所埋的環境中有一些介質,比如:O2、CO2、H2S、SO2、Cl2等類,導致管道被腐蝕。比如O2的腐蝕作用主要由于管道內輸送的水中或者管溝內的存在積水,積水中含有溶解氧,使得鋼鐵被氧化。由于氧對管道的腐蝕比較強烈而且速度較快,因此,管道的腐蝕穿孔常是因為氧的腐蝕。
螺旋鋼管總部_全通管道(臨汾市永和縣分公司),固定電話:【13932771377】,移動電話:【0317-6309859】,聯系人:王總,鹽山縣城南開發區。











