

以下是:信陽市光山縣球墨鑄鐵管廠家地址的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產地 山東 規格 100-1600 顏色 黑或紅 材質 球墨鑄鐵 用途 市政,給水,排水,排污,燃氣等 產品等級 優 配送方式 物流汽運 標準 國標 發貨時間 1-3天 范圍 球墨鑄鐵管地址供應范圍覆蓋河南省、信陽市、光山縣、浉河區、平橋區、羅山縣、新縣、商城縣、固始縣、潢川縣、淮濱縣、息縣等區域。 【駿騰】業務覆蓋多元場景,提供以下產品和服務:新縣球墨鑄鐵管產地直供、固始球墨鑄鐵管同行低價、潢川球墨鑄鐵管買的放心、平橋球墨鑄鐵管講信譽保質量等。球墨鑄鐵管廠家地址,駿騰鑄造(信陽市光山縣分公司)為您提供球墨鑄鐵管廠家地址,聯系人:張經理,電話:【0635-2186656】、【15966268319】。 河南省,信陽市,光山縣 2019年5月9日,光山正式退出貧困縣序列。2019年12月31日,入選全國農村創新創業典型縣。2020年7月29日,入選2017-2019周期衛生鄉鎮(縣城)命名名單。2020年10月9日,被生態環境部命名為第四批“綠水青山就是金山銀山”實踐創新基地。2020年,光山縣地區生產總值達到235.7億元。
我們精心制作的球墨鑄鐵管廠家地址產品視頻已經準備就緒,讓您一睹產品的風采。無論您是初次接觸還是再次了解,視頻都將為您帶來全新的視角和體驗。
以下是:信陽光山球墨鑄鐵管廠家地址的圖文介紹
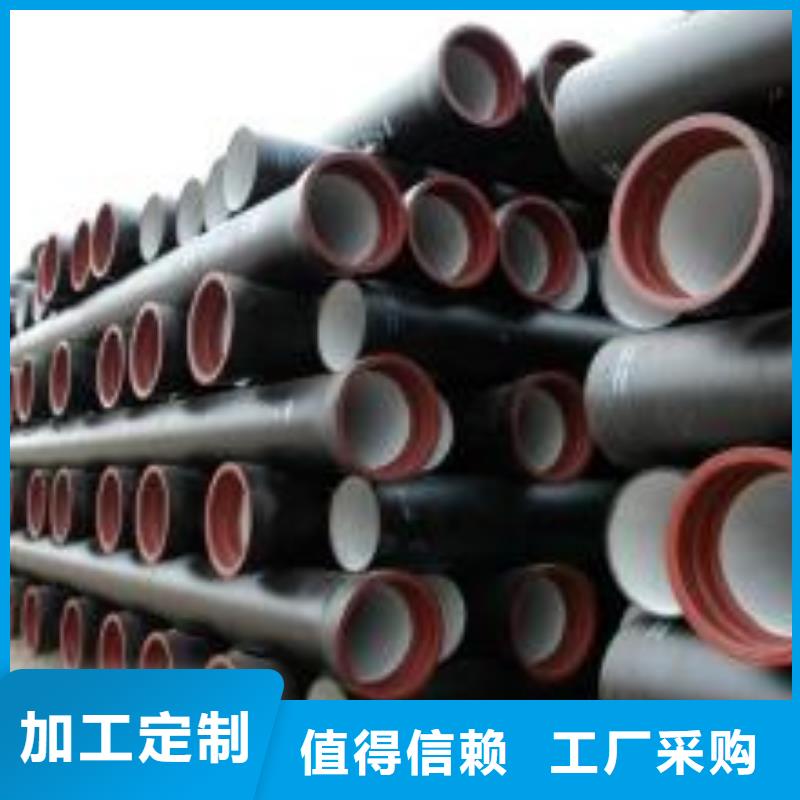
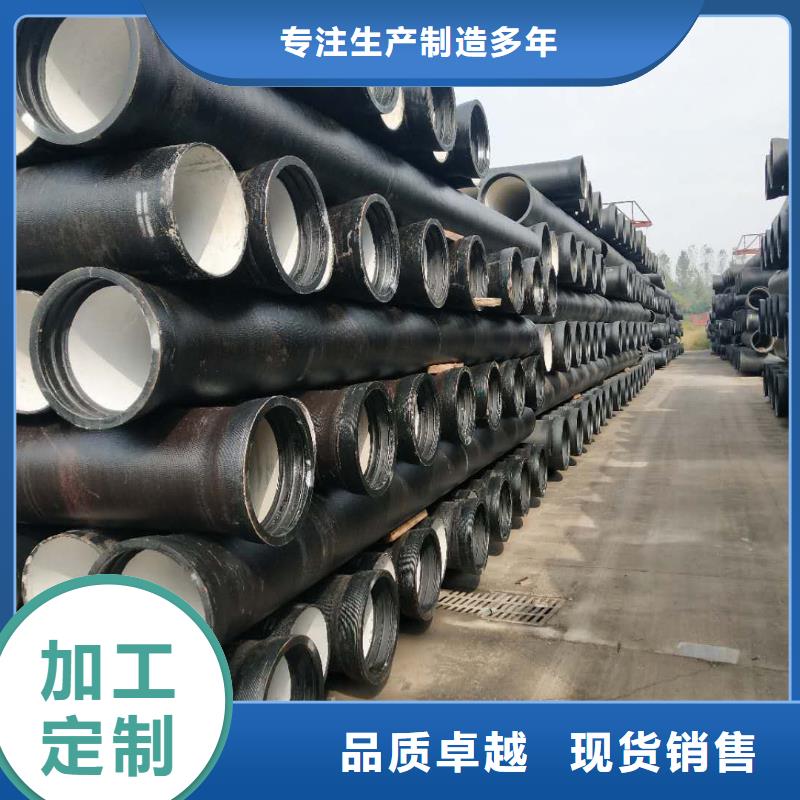
球墨鑄鐵管的制作過程是在普通鑄鐵管的原材料中添加了鎂、鈣等堿土金屬或稀有金屬鑄造而成。球墨鑄鐵管的鑄造工藝有連續鑄造法、熱模鑄造法和水冷離心鑄造法,其中水冷法為當今世界 進工藝,不同工藝球墨鑄鐵技術性能,它與普通鑄鐵管對比,不僅保持了普通鑄鐵管的抗腐蝕性,而且具有強度高、韌性好、壁薄、重量輕、耐沖擊、彎曲性能大、安裝方便等優點。
因此球墨鑄鐵管不但在國外普遍采用,而且在國內也得到了很好的推廣使用,在我國很多地區,球墨鑄鐵管在中、小口徑的給水管中已普遍采用。
鋼管可分為有縫鋼管和無縫鋼管,在給水管中道中一般采用有縫管。與球墨鑄鐵管相比,鋼管具有韌性好、抗拉強度大、管壁薄、耐高壓、管材長、接口少等優點, 的缺點是耐腐蝕性差、價格高。因此在一般情況下,除了小口徑管道及特殊工程。
球墨鑄鐵管與預應力鋼筋混凝土管(適用于大口徑的管道, 口徑已超過2000), 具以下特點:節約能源,主要材料為砂、石,可就地取材,重量大、質地脆、切鑿困難、施工難度相對較大。工作壓力比球墨管低2o% 一40%,為0.15—0.25MPa。 偏轉角度為1.5度,而球墨鑄鐵管 可達3.0度,因此預應力鋼筋混凝土管的地形適應能力差。
與球墨鑄鐵管相比,PVC管材的特點是內壁光滑、重量輕、耐腐蝕、防結垢性能好、價格低等,但缺點也較多,主要有以下幾點:易老化、熱脹冷縮大,不宜長期受日光照射,保存室溫不宜大于40℃。強度低、抗壓性能差,施工不當易引起變形。剛性差,可撓度差,易引起口漏。
信陽光山駿騰鑄造有限公司主營: 球墨鑄鐵管,我們銷售的不僅僅是產品,更是服務,歡迎新老客戶來電垂詢,公司將與您合作共贏,同創輝煌!
公司承諾:如產品出現質量問題,24小時內派人現場確認處理,請放心購買!
公司堅持技術進步、觀念創新、不斷加強內部管理,建立了現代化企業管理制度,和完善質量保障體系,經過十多年的發展,已形成集生產、經營、科研、開發、技術服務為一體的企業,十多年來通過全體員工的共同努力,能夠準確把握信息和機遇,以較快的速度,不斷積累,不斷完善,并以優質的產品,贏得了廣大客戶的信賴,面對時代的挑戰,我們必定全力以赴,始終堅持以市場為導向,不斷壯大企業規模,企業核心競爭能力,為客戶提供z u i滿意的服務。我們的宗旨是:“用服務和真誠來換取您的信任和支持,用優質的產品給您做保障,互惠互利,共創雙贏!”我公司愿與各界同仁竭誠合作,共創未來!
消失模鑄造技術工藝服務主要內容:負壓系統設計穩壓罐、過濾罐、汽水分離真空泵選型;3、負壓控制根據用戶產品進行專用砂箱設計,由用戶自行制造。1-3維震實臺設計根據用戶需要提供一定規模的設計圖震實臺基礎設計烘房設計新技術工藝規程及操作要點車間生產流程平面圖提供手工制模方法提供外購設備、配件、材料信息到現場技術服務、培訓工人
說明:新技術工藝全過程分兩大部分:⑴白區部分:0.2~0.5噸工業鍋爐,予發機 成型機,澆冒口切割平臺,模型組合,模型涂覆及烘干黑區部分負壓系統,震實臺砂箱,砂處理系統
消失模鑄造技術的工藝裝備投資可大可小,我方可根據用戶產品提供設計圖紙或派人協助,利用用戶原有條件,節省投資。在球墨鑄鐵管統籌資源環境等因素,嚴格落實節能、節水和環保措施下, 扔家支持推進西部地區錫盟、鄂爾多斯、晉北、晉中、晉東、陜北、寧東、哈密、準東等大型煤電基地開發,繼續擴大西部煤電東送規模。中部及其他地區適度建設路口電站及負荷中心支撐電源。
《行動計劃》提出,實行煤電節能減排與新建項目掛鉤。能效和環保指標先進的新建燃煤發電項目優先納入各省(區、市)年度火電建設方案。對燃煤發電能效和環保指標先進、積極實施煤電節能減排升級與改造并取得顯著成效的企業,各省級能源主管部門應優先支持其新建項目建設;對燃煤發電能效和環保指標落后、煤電節能減排升級與改造任務完成較差的企業,可限批其新建項目。
在電力調運上,為鼓勵高能效和環保機組,在分配上網電量上將適當提高能效和環保指標領先機組的利用小時數。對大氣污染物排放濃度接近或達到燃氣輪機組排放限值的燃煤發電機組,可在一定期限內增加其發電利用小時數。
如何給球墨鑄鐵管選擇合適的離心機?生產球墨鑄鐵管所用離心機的選擇,離心鑄造機是生產離心鑄管的關鍵設備。現今離心鑄管有以下二種生產方法:一是水冷金屬型離心鑄管法;二是熱模法離心鑄管法。熱模法又可分為涂料金屬型離心鑄管法和樹脂砂型離心鑄管法。水冷金屬型離心鑄管法的優點是:鑄管的外表面質量較高,生產率較高,機械化、自動化水平很高。但缺點是:對控制系統的精度要求較高,管模壽命不高,鑄管需要進行高溫石墨化退火,鑄管成本相對較高,首次投資比較大。熱模法的優點是:鑄管成本低,鑄管不需要進行高溫石墨化退火。缺點是生產率不高,表面質量稍差。按著我廠一期預計年產2萬噸的產量,我廠選擇涂料金屬型離心鑄造法并新上一臺DN1000-DN1600涂料熱模法離心機。由于大口徑離心機的管模已經重達20-40噸,為保證離心機運行平穩而采用了管模固定旋轉的形式。
同時,為提高生產效率而設置了三個生產工位,這三個生產工位分別是;涂料噴涂工位、離心澆注工位、撥管工位。噴涂料工位有固定式的旋轉機構,和帶有長柄的噴涂料小車。在噴涂料需前先將管模預熱到220-260℃然后開始噴涂,噴涂后的涂料厚度為1-1. 5毫米。用行車將噴完涂料的管轉移到下一工位,離心澆注工位。離心澆注工位也設置固定旋轉機構和澆注小車。澆注工位的固定旋轉機構可使管模可在其上高速旋轉。澆鑄小車設置有行走機構、扇形包傾翻裝置、澆鑄流槽、孕育劑加入裝置。鐵水澆入管模后3-5分鐘,向管模內部噴水霧強化冷卻。在管模內鑄管的溫度達到700℃以下后,停止管模轉動并將管模吊運到下一工位,撥管工位。此工位設有一個撥管小車。在此工位撥管后,由行車吊運到退火爐,鑄管結束。
球墨鑄鐵管廠家地址,駿騰鑄造(信陽市光山縣分公司)為您提供球墨鑄鐵管廠家地址產品案例,聯系人:張經理,電話:【0635-2186656】、【15966268319】。











