

以下是:黔東南市雷山縣生產鋼絞線擠壓機 席_優質廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 生產鋼絞線擠壓機 席_優質供應范圍覆蓋貴州省、黔東南市、雷山縣、凱里市、黃平縣、施秉縣、三穗縣、鎮遠縣、岑鞏縣、天柱縣、錦屏縣、劍河縣、黎平縣、榕江縣、從江縣、麻江縣、丹寨縣等區域。 【中天盛】業務覆蓋多領域場景,主營天柱工程洗車平臺真材實料加工定制、榕江工程洗車平臺免費回電、三穗工程洗車平臺廠家直銷規格多樣、岑鞏工程洗車平臺今年新款、劍河工程洗車平臺打造行業品質等產品服務。生產鋼絞線擠壓機 席_優質廠家,中天盛機械制造(黔東南市雷山縣分公司)為您提供生產鋼絞線擠壓機 席_優質廠家的資訊,聯系人:席成,電話:【15110423666】、【15110423666】。 貴州省,黔東南苗族侗族自治州,雷山縣 雷山縣,隸屬于貴州省黔東南苗族侗族自治州,位于黔東南州西南部,東臨臺江、劍河、榕江縣,南抵黔南布依族苗族自治州的三都水族自治縣,西連丹寨縣,北與凱里市接壤。介于東經107°55′—108°22′,北緯26°02′—26°34′之間,總面積1204.36平方千米。截至2022年10月,雷山縣轄1個街道、5個鎮、3個鄉。截至2022年末,雷山縣常住人口數12.32萬人。
精心打磨的產品視頻已準備就緒,它將帶您深入生產鋼絞線擠壓機 席_優質廠家的魅力世界,讓您重新發現產品的無限可能。以下是:黔東南雷山生產鋼絞線擠壓機 席_優質廠家的圖文介紹
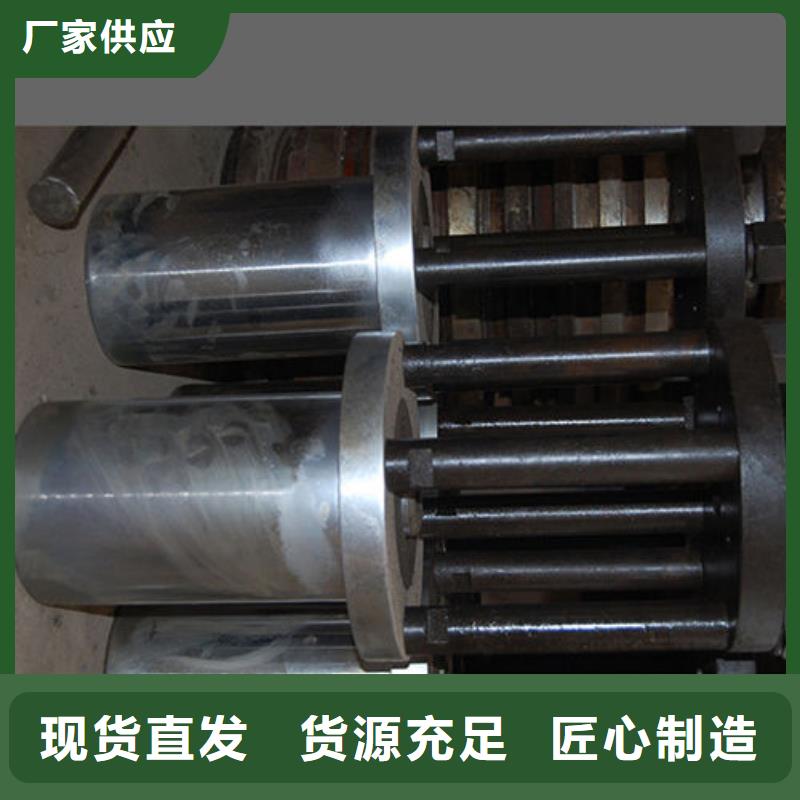
鋼絞線擠壓機用途:
主要用于鋼絞線擠壓套,擠壓連接,是一種用于冷擠壓鋼絞線握裹式錨具制錨工作的專業設備和油泵配套使用。
提出在可回收錨索施工之前應做回收試驗來規范施工的建議。之后,研究了用于大變形,振動的環境加固的新型壓力分散型錨索技術,提出了新型壓力分散型錨索基本原理和結構。
三、鋼絞線擠壓機工作原理:
將擠壓套,擠壓簧套在鋼絞線上,通過擠壓變形形成擠壓錨具的專用機具。(更換擠壓簧和預壓頭可分別擠壓各種規格的鋼絞線)
預應力擠壓機是由前橫梁、主油缸、導拄、預應力套、導拄螺母、機架等幾大部件構成的,主要用于鋼絞線擠壓套擠壓、連接。預應力擠壓機用于鋼絞線擠壓套擠壓、連接,是一種用于冷擠壓鋼絞線握裹式制錨工作的專業設備。預應力擠壓機用于Φ12-Φ15.7的鋼絞線的單端錨固。預應力擠壓機方法簡單可靠,該機使用方便,效率高、每小時可擠壓20-30個擠壓錨。
黔東南雷山中天盛機械制造有限公司服務承諾
1、在客戶正常的儲運、保養、使用條件下,因【工程洗車平臺】產品的制造質量問題而不能正常使用時,提供三包(保修、包退、包換)服務。
2、在接到【工程洗車平臺】質量信息反饋時,將在24小時內提出處理意見,并做到100小時內趕到現場處理問題,待正常運轉后,再分析原因,明確責任。
3、為出廠【工程洗車平臺】產品提供必要的技術文件和產品合格。
4、根據客戶需求或協議及時提供備品、備件和安裝、調試、維修服務及對客戶有關人員進行技術培訓。
GYJ型系列機是制作P型固定端錨具的專用設備。它具有重量輕、操作簡單等特點。可BYMl5P、BYMl套。
擠壓機參數表
工作原理:工作時由油泵向油缸提供油壓后,帶動是套黃預應力筋一起模中,由于模孔徑小于套外徑尺寸,使套勞勞地壓縮在預應力筋上,黃內側鋒利的刀卡住模的外側的長刃嵌入套中形成了錨固性能非常可靠的式錨具。
工作對象
mm
鋼絞線12.7-15.2
額定擠壓力
kn
475
額定油壓
mpa
50
擠壓缸面積
mm2
9503.3
回程油壓
mpa
《10
外形尺寸
mm
180*580
液壓擠壓機,是一種用冷擠壓鋼絞線握裹式錨具制錨工作的設備。用于Φ1 2一Φ1 5 7鋼絞線的單端錨固。
擠壓機操作步驟及方法
1、擠壓套、擠壓簧、擠壓以及頂壓頭必須配套,不得與其它廠家產品
2、擠壓安裝后,檢驗頂壓頭與擠壓檳的對中是否良好:空裁狀態下緩慢伸出活塞使頂壓頭進入擠壓內孔,停機檢查對中性
3、擠壓用鋼絞線在切時斷面應齊整,不得韭斜,且應磨去斷面的毛刺或劈峰擠壓簧在安裝時應進行現場自檢:正常的情況應該是手掰可斷其脆性和度比較大
5、擠壓前,應清洗鋼絞線端部擠壓部位表面污物并且必須涂一薄凨退錨靈于擠壓模內孔表面。同時應先頂壓頭內孔的殘留彈簧絲,避免擠壓后包在擠壓套內的鋼絞線長度不夠(鋼線斷面至少應平齊擠壓套端面、宣外露2~5mm,杳則可能會出現揮裹力不足而引發滑脫事
6、預先將擠壓簧旋轉套入鋼絞線,然后鋼絞線連冋擠壓簧穿過擠壓梖內扎:其次,擠壓套輕輕地旋轉著套入鋼絞線和擠壓簧(擠壓簧應全部被包在擠壓套兩端頭內,允許外露兩端各不超過2mm)
7、為了便于對中,擺止擠壓機使其縱向中心線處于鋼線線的延長線上將組裝體(擠壓套、擠壓簧和鋼絞線)扶止緊貼頂壓頭后,開啟機器進行頂壓。頂壓頭帶著組裝體行進直至擠壓套被夾緊在頂壓頭與擠壓模之間的整個過程中,務必手扶著擠壓套使之與頂壓頭保持對中,同時,在擠壓機體外扶止鋼絞線保持對中并施力使鋼絞線端頭頂緊頂壓頭。擠壓過程應持續一次完成、中間不宜停頓
8、當出現包在擠壓套內的鋼絞線長度不夠(內凹陷)、或者擠壓力小于280IN時,應切除擠壓體后重新擠壓,兔滑脫事故隱悲
使用過程中,必須經常在擠壓模內孔表面涂上一薄層退錨靈以保護擠壓止常使用。擠壓力正常情況下為281-342KN
10、擠壓過后油壓降到0后應馬上卸壓回程,防止頂壓頭頂到擠壓模,損壞擠壓機
I1、應定期做擠壓體抗拉力〈擗裏力)試驗,驗證其擠壓效果,以確倸擠壓后擠壓體的質量
12、擠壓模及擠壓頂桿是易擬件,擠胩模更是擠壓顧量關鍵若有磨損使擠壓壓力過大或過小應該立即史換。
在黔東南市雷山縣采購生產鋼絞線擠壓機 席_優質廠家請認準中天盛機械制造(黔東南市雷山縣分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:席成-【15110423666】)。












