

以下是:宜春市奉新縣##電解拋光設備源頭廠家##有限集團的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 36KG/桶 類型 不銹鋼拋光去毛刺去除焊點增強抗腐蝕能力 顏色 淡綠色 品牌 張家港燈鼎科技 型號 DD-204 可定制 是 使用壽命 3-5年 范圍 ##電解拋光設備##有限集團供應范圍覆蓋江西省、宜春市、奉新縣、袁州區、萬載縣、上高縣、宜豐縣、靖安縣、銅鼓縣、豐城市、樟樹市、高安區等區域。 【前海燈鼎】業務覆蓋多元場景,提供以下產品和服務:萬載電解拋光設備廠家售后完善、樟樹電解拋光設備買的放心、上高電解拋光設備擁有核心技術優勢、靖安電解拋光設備源頭工廠量大優惠、豐城電解拋光設備服務始終如一、高安電解拋光設備自有廠家等。您是想要在宜春市奉新縣采購高質量的##電解拋光設備源頭廠家##有限集團產品嗎?前海燈鼎實業(宜春市奉新縣分公司)qhdd708-6是您的不二之選!我們致力于提供品質保證、價格優惠的##電解拋光設備源頭廠家##有限集團產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:楚先生-【17768165506】,地址:《寶安區沙井鎮》。 江西省,宜春市,奉新縣 奉新縣是中國批農村初級電氣化達標縣,水能蘊藏量7.79萬千瓦,已開發5萬千瓦,年發電量4億度,電力優質廉價充足。有商品糧、毛竹林基地,省獼猴桃開發基地。礦藏有花崗石、瓷土、螢石、鉀長石等。舉銅、干大、寺棠、萬修等公途經境。名勝古跡有濟美牌坊、“天下清規”石刻、越王山、百丈寺、百丈寺又是是佛教“禪林清規”(又稱“天下清規”)的發祥地。有華林書院遺址、蘿卜潭、宋應星紀念館等。2019年3月,位列批革命文物保護利用片區分縣名單。2020年5月,被列入縣城新型城鎮化建設示范名單。
一分鐘的時間,對于了解我們的##電解拋光設備源頭廠家##有限集團產品來說足夠了。從產品的外觀到內在,從功能到性能,視頻將為您展現產品的每一個細節和特性。
以下是:宜春奉新##電解拋光設備源頭廠家##有限集團的圖文介紹
宜春奉新前海燈鼎實業有限公司主要生產:【電解拋光設備】 等等。公司不斷從客戶的切身利益出發,站在客戶的角度,設身處地的為客戶考慮,并結合以自身的專業知識,為客戶設計出更合理的工藝產品。同時,我們擁有實踐經驗豐富、高素質的設計、制造、安裝隊伍,能按客戶所需,結合客戶的實際情況,制造生產客戶需要的產品。精心的設計、精湛的制造、精細的施工、的服務以及牧陽長期秉持的“讓我們共同前進”的理念使牧陽贏得了用戶的長期認可和良好的社會信譽。
應用范圍:
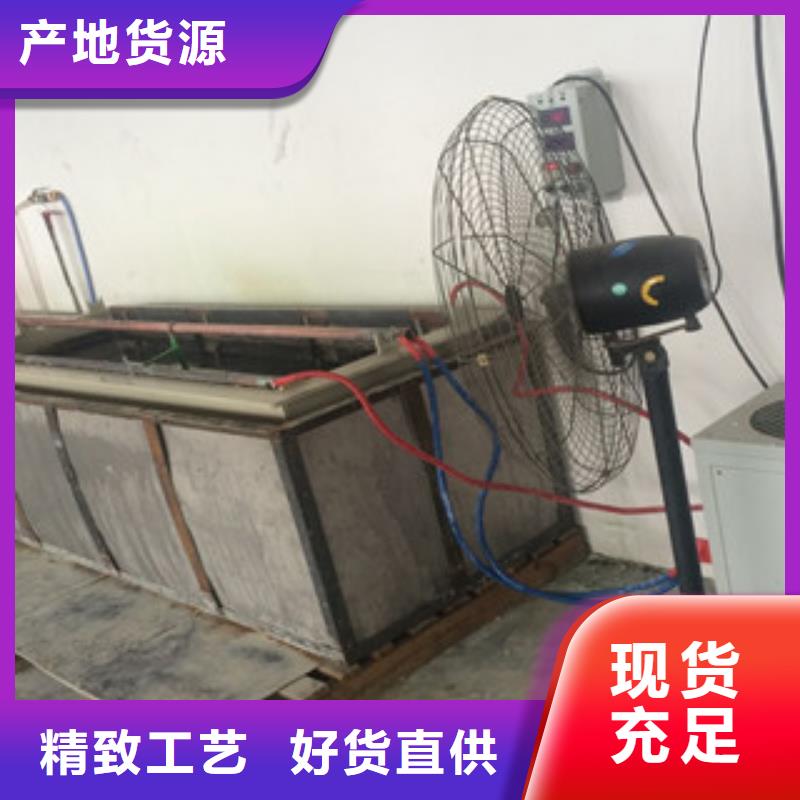
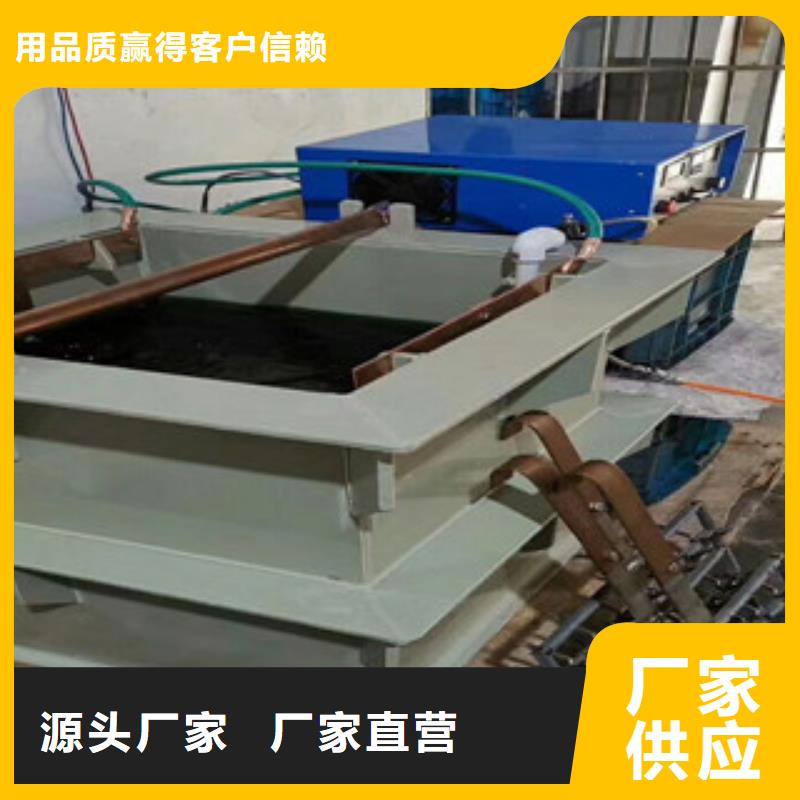
本品適合所有國標與非標不銹鋼200、300和400系列材料的光亮電解拋光。尤其是對從事外電解拋光加工或材質種類較多的用戶為實用。如家具、餐具、衛行潔具、管材、線材、置物架、首飾配件、沖壓件及各類五金零件的內外拋光,適用范圍極其廣泛。 典型性質: 不銹鋼通用型無鉻電解拋光液DD-403 典型數據 測試方法 相對密度(20℃) 1.67~1.7 比重計 外觀 無色透明液體 目視使用溫度 50~90℃ 佳60~70℃ 電壓(V) 5~10V 佳6~8V 陽極電流密度A/dm2 15~25A/ dm2 陰極材料 鉛或鉛合金 不建議用不銹鋼 陰極:陽極面積比 2~3:1 陰極與陽極距離 10~25mm
各種影響電解拋光質量的原因:1 磷酸是形成電解拋光粘液膜的主要成分之一。磷酸含量過高時,槽液黏度很高,電阻較大,需要在較高電壓下才能拋光,且整平速度較慢。磷酸含量過低時,難以形成黏液膜,即鈍化傾向小于活化傾向,導致零件的不均勻腐蝕。2 硫酸的影響:硫酸對不銹鋼有較強的腐蝕作用。硫酸的含量過高時,拋光表面容易出現過腐蝕的均勻的密集的麻點;硫酸含量過低時,鈍化傾向小于活化傾向,不均勻的腐蝕更為嚴重。3 電流的影響:電解拋光通常在高電流密度下進行。在低電流密度時,金屬處于活化狀態,被拋光的表面發生侵蝕,此時化學溶解強于電化學拋光溶解,因此所得拋光表面的粗糙度差。
當電流的密度超過了正常的拋光范圍時,會有氧氣猛烈的析出,表面發生過熱和腐蝕,造成劇烈的不規格的溶解。同時增大了電能的消耗,降低了電流的效率。高陽極的電流密度,有時還會導致陽極的迅速溶解,使近陽極的溶解產物濃度提高,電阻增大。4 溫度的影響:降低溫度會使電解液的黏度提高,陽極溶解產物從金屬表面向本體電解液的擴散更加困難。提高溫度可使拋光的過程加速,電流的效率提高,從而改善了產品的粗糙度和光亮度。溫度過高會使溶解的金屬的濃度不斷升高,同時,高溫度容易形成氣流,把電解液與金屬表面擠開,反而降低了金屬的溶解速度。因為高溫時電解液的黏度相應降低了,從而加速了溶解產物的擴散,這樣的又導致溶解速度的加速,影響了產品的表面的光亮度。5 拋光時間的影響:延長拋光時間,超過了達到一定的表面光亮度所需的時間上限,不僅不能進一步提高表面的光亮度,反而會降低表面的光亮度。
電解液使用方法: ? 初次使用本品者請詳讀物質數據MSDS說明,無經驗者在我司專業技術人員指引下使用,小批量試作合格再批生產; ? 本品為原液使用,使用前請勿往本品加水稀釋; ? 根據工件加工狀況先去油脫脂,沖水確保表面干凈; ? 建議簡單酸洗(可使用2%~10%的硫酸溶液或者2%鹽酸+3%硝酸溶液),可視情省略。 ? 清水(不可用污水或自然水)沖洗,沖凈工件表面酸洗液。
? 加熱電解液至60-70度(不銹鋼),70~80度(不銹鐵),把鉛板掛在陰極,需電解拋光的工件用適宜的掛具固定在陽極且保持工件與陰極相對,然后調整電壓在6~10伏左右,拋光0.5~5分鐘取出工件,完成電解拋光工藝。電解拋光液初次使用宜選用較大的電壓和電流.以使溶液達到佳狀態.至電解液出現微綠色,表明已有一定量的鎳、鉻離子溶入電解液中,拋光效果為佳
選購##電解拋光設備源頭廠家##有限集團來宜春市奉新縣找前海燈鼎實業(宜春市奉新縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:楚先生-【17768165506】,地址:[寶安區沙井鎮]。











