

以下是:廣東省珠海市焊管本地供應商的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 焊管本地供應范圍覆蓋廣東省、廣州市、深圳市、珠海市、汕頭市、佛山市、湛江市、江門市、韶關市、惠州市、茂名市、汕尾市、東莞市、中山市、潮州市、肇慶市、梅州市、河源市、陽江市、揭陽市、云浮市 香洲區、斗門區、金灣區等區域。 【天鑫達】持續拓展產品矩陣,現有香洲H型鋼廠家質保一年、斗門H型鋼廠家種類齊全、茂名H型鋼廠家庫存充足、肇慶H型鋼廠家品質保證、韶關H型鋼廠家定制速度快工期短、深圳H型鋼廠家可接急單、潮州H型鋼廠家專業供貨品質管控、中山H型鋼廠家來圖來樣定制等,滿足不同場景需求。焊管本地供應商,天鑫達特鋼有限責任公司(珠海市分公司)為您提供焊管本地供應商,聯系人:楊經理,電話:【18853178958】、【18853178958】。 廣東省,珠海市 2022年,珠海市地區生產總值4045.45億元,同比增長2.3%。其中,產業增加值為60.52億元,同比增長7.2%;第二產業增加值為1808.08億元,同比增長7.1%;第三產業增加值為2176.86億元,同比下降1.4%。
無需長篇大論,觀看焊管本地供應商視頻,讓你瞬間愛上我們的產品。
以下是:廣東珠海焊管本地供應商的圖文介紹廣東珠海山東天鑫達特鋼有限責任公司以先進的生產設備,齊全的檢測手段,雄厚的技術力量,科學的管理方法,生產高質量的 H型鋼廠家產品。生產的各種系列 H型鋼廠家產品通過有關檢測機構的檢測。
公司由一批在 H型鋼廠家行業從業十幾年的工程師、技術人員、生產員工、質量檢測的技術隊伍組成,并有一支高素質、富含經驗的行業管理和銷售團隊。
1除銹等級
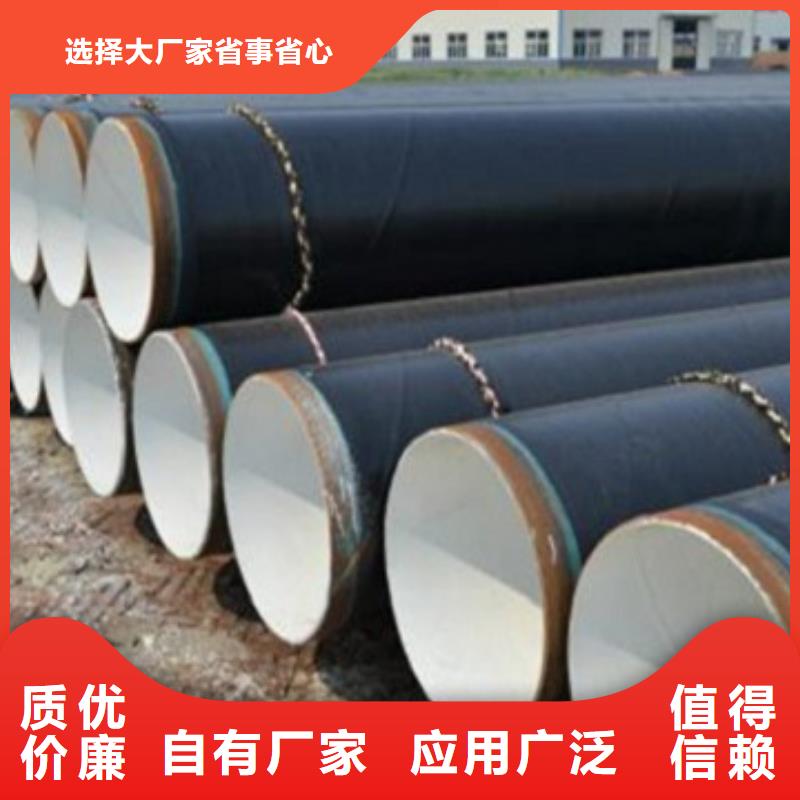
對于薄壁焊管常用的環氧類、乙烯類、酚醛類等防腐涂料的施工工藝,一般要求薄壁焊管表面達到近白級(Sa2.5)。實踐證明,采用這種除銹等級幾乎可以除掉所有的氧化皮、銹和其他污物,錨紋深度達到40~100μm,充分滿足防腐層與薄壁焊管的附著力要求,而噴(拋)射除銹工藝可用較低的運行費用和穩定可靠的質量達到近白級(Sa2.5)技術條件。
4.2噴(拋)射磨料
為了達到理想的除銹效果,應根據薄壁焊管表面的硬度、原始銹蝕程度、要求的表面粗糙度、涂層類型等來選擇磨料,對于單層環氧、二層或三層聚乙烯涂層,采用鋼砂和鋼丸的混合磨料更易達到理想的除銹效果。鋼丸有強化鋼表面的作用,而鋼砂則有刻蝕鋼表面的作用。鋼砂和鋼丸的混合磨料(通常鋼丸的硬度為40~50 HRC,鋼砂的硬度為50~60 HRC可用于各種鋼表面,即使是用在C級和D級銹蝕的鋼表面上,除銹效果也很好。
4.3磨料的粒徑及配比
為獲得較好的均勻清潔度和粗糙度分布,磨料的粒徑及配比設計相當重要。粗糙度太大易造成防腐層在錨紋尖峰處變薄;同時由于錨紋太深,在防腐過程中防腐層易形成氣泡,嚴重影響防腐層的性能。
直縫焊管執行標準及用途:
1·焊接的溫度場 由于焊接熱源的作用,在焊接件和法蘭產生不同的溫度,并且焊接方法、焊接參數、焊接位置、焊接形式、對口間隙和焊層的厚薄等條件不同,將有不同的溫度場。對于Q345鋼且16Mn鋼系列來說,達到600℃以上時,材料處于塑性狀態,因此600℃以上等溫線內就是該鋼種受熱產生塑性變形的范圍,這個區域的大小與冷卻后的變形關系。
2、焊件上各點的溫度不同 離焊縫的中心距離不同且各點的溫度不同,并且差別大。熔池中的金屬處于液體狀態,溫度在材料的熔點以上,越靠近熔池溫度越高。Q345鋼在600℃以上時失去了彈性,該區為塑性變形區,而離開焊縫45mm左右的區域為熱塑性區,且半塑性狀態到達約90mm為彈性狀態。
3、直縫焊管和法蘭的加熱和冷卻是不均勻的 在同一瞬時,焊件上各點的溫度是不相同的,而各點的升溫和降溫的趨勢也不相同。當靠近法蘭區處于降溫時,而距焊縫較遠處鋼管卻處于升溫的過程,也就是說焊件上各點到達溫度的時間是不同的。
感應器及阻抗器的放置位置
5.1感應器的放置位置
?感應器的放置位置(距擠壓輥中心線的距離)對焊接質量影響很大。距擠壓輥中心線較遠時,有效加熱時間長,熱影響區寬,使焊縫強度降低;反之邊緣加熱不足,也使焊縫強度降低。感應器應與管同心放置,其前端與擠壓輥中心線距離大約等于或小于管徑(小管是1.5倍的管徑)為狀態。
5.2 阻抗器的放置位置
阻抗器(磁棒)的放置位置不但對焊接速度有很大影響,而且對焊接質量也有影響。如圖2所示[2]。
6 管坯的幾何尺寸及形狀要求6.1焊管坯的幾何尺寸
管坯的寬度和厚度偏差大,會改變邊緣的加熱溫度和擠壓量,合格的產品必須要求管坯的寬度和厚度在公差范圍之內。
6.2管坯形狀及相接形式
如果管坯邊緣存在撓曲、鐮刀彎及波皺等現象,通過成型機時就會偏離孔型中心,造成帶鋼兩邊彎曲。軋輥調整不良也會造成帶鋼跑偏或管坯扭曲等缺陷,造成影響焊接質量或根本無法焊接的后果。
管坯兩端焊接時要求兩端全部厚度相接,管坯兩邊緣不但要平直而且要平行。縱剪帶鋼時圓盤剪刃間隙過大或刀刃磨損嚴重造成帶鋼邊緣毛刺過大,也易產生焊接后裂紋。
焊管本地供應商_天鑫達特鋼有限責任公司(珠海市分公司),固定電話:【18853178958】,移動電話:【18853178958】,聯系人:楊經理,鋼材市場。










