

以下是:牡丹江市海林市電解拋光設備上門施工的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 36KG/桶 類型 不銹鋼拋光去毛刺去除焊點增強抗腐蝕能力 顏色 淡綠色 品牌 張家港燈鼎科技 型號 DD-204 可定制 是 使用壽命 3-5年 范圍 電解拋光設備上門施工供應范圍覆蓋黑龍江省、牡丹江市、海林市、陽明區、愛民區、東寧市、林口縣、綏芬河市、寧安市、穆棱市等區域。 【前海燈鼎】持續拓展產品矩陣,現有綏芬河電解拋光設備商家、穆棱電解拋光設備專業按需定制、愛民電解拋光設備質量無憂、陽明電解拋光設備層層質檢、東寧電解拋光設備現貨銷售、寧安電解拋光設備按需定做等,滿足不同場景需求。您是想要在牡丹江市海林市采購高質量的電解拋光設備上門施工產品嗎?前海燈鼎實業(牡丹江市海林市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的電解拋光設備上門施工產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:楚先生-【17768165506】,地址:《寶安區沙井鎮》。 黑龍江省,牡丹江市,海林市 2022年,海林市實現地區生產總值1299395萬元,按可比價格計算比2021年增長3.1%,其中:產業增加值350247萬元,同比增長2.8%;第二產業增加值252649萬元,同比下降5.6%;第三產業增加值696499萬元,同比增長6.8%。
為了給您提供更的電解拋光設備上門施工產品信息,解鎖電解拋光設備上門施工產品新體驗,視頻帶你玩轉每個細節!
以下是:牡丹江海林電解拋光設備上門施工的圖文介紹
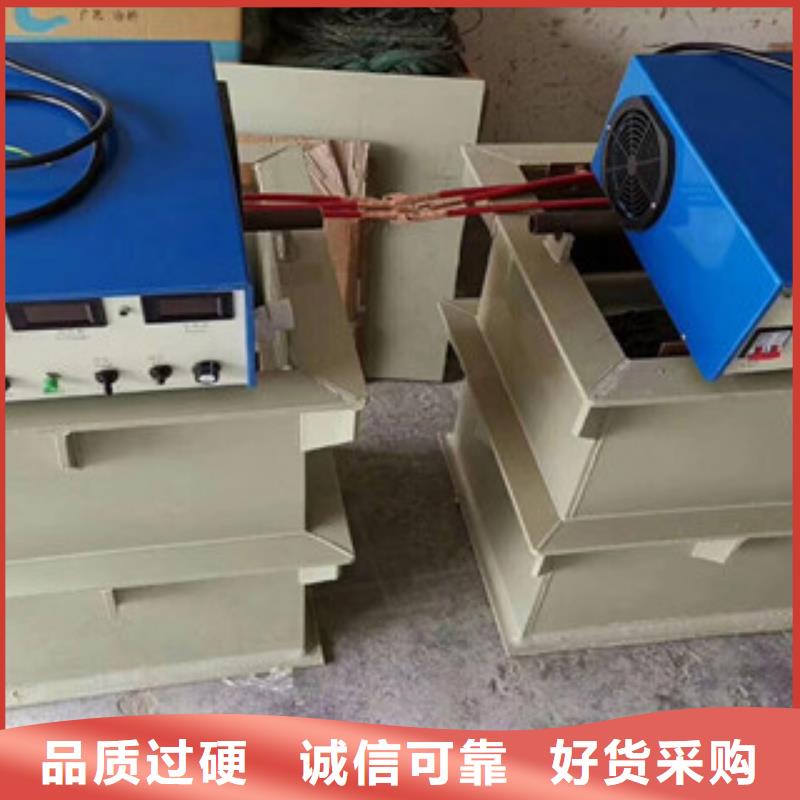
電解拋光是利用金屬表面微觀凸點在特定電解液中和適當電流密度下﹐發生陽極溶解以對電解工件進行拋光的一種電解加工技術﹐又稱電拋光﹐英文簡稱ECP。首先將需要電解的工件作為陽極接入直流電源的正極,用鉛﹑銅等耐腐蝕的導電材料作為陰極﹐接入直流電源的負極。兩者相距一定距離浸到電解液(一般以硫酸﹑磷酸為主要成分)中﹐在一定溫度﹑電壓和電流密度下﹐通電一定時間(一般為幾分鐘)﹐直到工件表面上的微小凸起部分溶解掉﹐變成平滑光亮的表面即可。電解拋光的主要特點是﹕1、拋光的表面不會產生變質層﹐無附加應力﹐并可去除或減小原有的應力層2、對那些難于用機械拋光的硬質材料﹑軟質材料以及薄壁﹑形狀復雜﹑細小的零件和制品都能使用電解拋光加工﹔3、拋光時間短﹐而且可以將多件工件同時拋光﹐提高生產效率﹔4、電解拋光所能達到的光亮度與原始表面粗糙度有關﹐一般可提高兩級。但由于電解液的通用性差﹐使用壽命短和強腐蝕性等缺點﹐電解拋光的應用范圍受到限制。5、電解拋光主要用于表面粗糙度小的金屬制品和零件﹐如反射鏡﹑不銹鋼餐具﹑裝飾品﹑注射針﹑彈簧﹑葉片和不銹鋼管以及不銹鋼門花配件等﹐還可用于某些模具(如膠木模和玻璃模等)和金相磨片的拋光。
牡丹江海林前海燈鼎實業有限公司始終以質量求生存、以質量求信譽、以質量求發展、以質量求效益,我們深知 電解拋光設備產品質量的優劣對于一個企業的重要性,為此我們嚴格按照標準組織生產,從原材料進廠開始,對生產環節中各工序進行了質量跟蹤把關,保證出廠的每件 電解拋光設備產品合格,通過管理評審、內部質量審核,過程控制以及采取糾正與措施的自我完善機制,促進企業質量管理體系不斷完善,使企業質量保證能力不斷加強, 電解拋光設備產品質量水平逐步提高,一年一個新臺階。
環保性能: ? 本品不含有毒鉻酸,產品有經過第三方SGS檢測可提供檢測報告注意事項: ? 本拋光液在其初使用時會產生泡沫,這屬正常現象.因此拋光液與槽面應預留不小于15cm的液面距離,防止泡沫溢出; ? 在電解拋光過程中,作為陽極的不銹鋼工件上的鐵鉻和鎳等金屬離子會不斷溶入拋光溶液內或吸附在陰極板表面,因此應定期對沉積在底部的淤泥和陰極板上的雜質,否則會影響導電性; ? 進出槽要切斷電源,禁止帶電作業,防止因掛具打火而引起槽面上的泡沫迅速破裂而產生爆破聲; ? 隨著拋光的進行,拋光液不斷消耗外水份因蒸發和電解而損失。此外高粘度的拋光液不斷被工件夾帶損失,拋光液面不斷下降,需經常往拋光槽補加新鮮拋光液到開槽狀態; ? 對拋光一些大型復雜大型工件,可制作象形陰極,以保持陽極電流分布均勻,特別適合內腔工件; ? 本品有較強的腐蝕性,因此作業時應戴好相關防護手套,防止接觸皮膚,若接觸立即用水清洗。嚴重者送醫就診。
qhdd
· 初次使用本品者請詳讀物質數據MSDS說明,無經驗者在我司專業技術人員指引下使用,小批量試作合格再批生產;
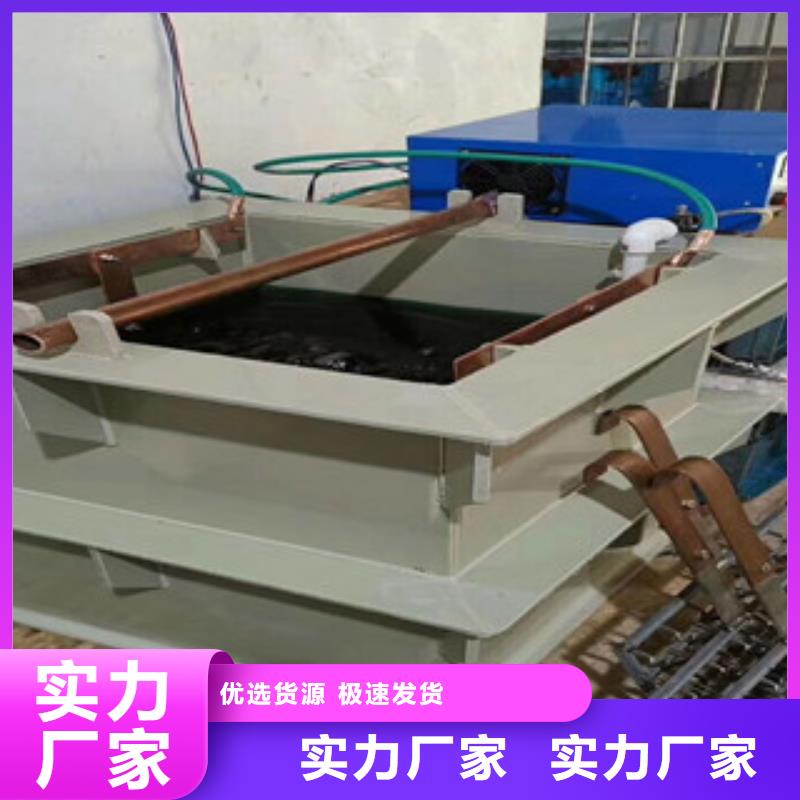
· 本品為原液使用,使用前請勿往本品加水稀釋;根據工件加工狀況先去油脫脂,沖水確保表面干凈建議簡單酸洗(可使用2%~10%的硫酸溶液或者2%鹽酸+3%硝酸溶液),可視情省略。清水(不可用污水或自然水)沖洗,沖凈工件表面酸洗液。 加熱電解液至60-70度(不銹鋼),70~80度(不銹鐵),把鉛板掛在陰極,需電解拋光的工件用適宜的掛具固定在陽極且保持工件與陰極相對,然后調整電壓在6~10伏左右,拋光0.5~5分鐘取出工件,完成電解拋光工藝。電解拋光液初次使用宜選用較大的電壓和電流.以使溶液達到佳狀態.至電解液出現微綠色,表明已有一定量的鎳、鉻離子溶入電解液中,拋光效果為佳.
今年在牡丹江市海林市購買電解拋光設備上門施工有了新選擇,前海燈鼎實業(牡丹江市海林市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的電解拋光設備上門施工產品。如需購買或咨詢,請隨時聯系我們,聯系人:楚先生-【17768165506】,地址:寶安區沙井鎮。











