
以下是:廈門市思明區常年供應異型管-好評的產品參數【千鶴】為您提供同安精密管種類齊全、翔安精密管廠家規格全、海滄精密管專注質量、湖里精密管質量無憂、集美精密管型號全價格低等多元產品與服務。在廈門市思明區采購常年供應異型管-好評請認準千鶴鋼管(廈門市思明區分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:賀經理-【18864897226】)。 福建省,廈門市,思明區 2022年,思明區累計實現地區生產總值2503.88億元,比2021年增長5.2%。
我們為您準備了常年供應異型管-好評產品的全新視頻介紹,視頻中的每一幀,都是產品的真實寫照以下是:廈門思明常年供應異型管-好評的圖文介紹廈門思明千鶴鋼管有限公司位于經濟開發區,主要經營 精密管,本公司集設計研發、生產、銷售、售后服務、技術支持為一體,引進歐洲先進生產設備,致力于為客戶提供好的產品和專業的服務。 目前公司生產的產品已經越來越受到海內外市場的歡迎,被歐洲、美洲、澳洲以及中國眾多項目認可和采用!
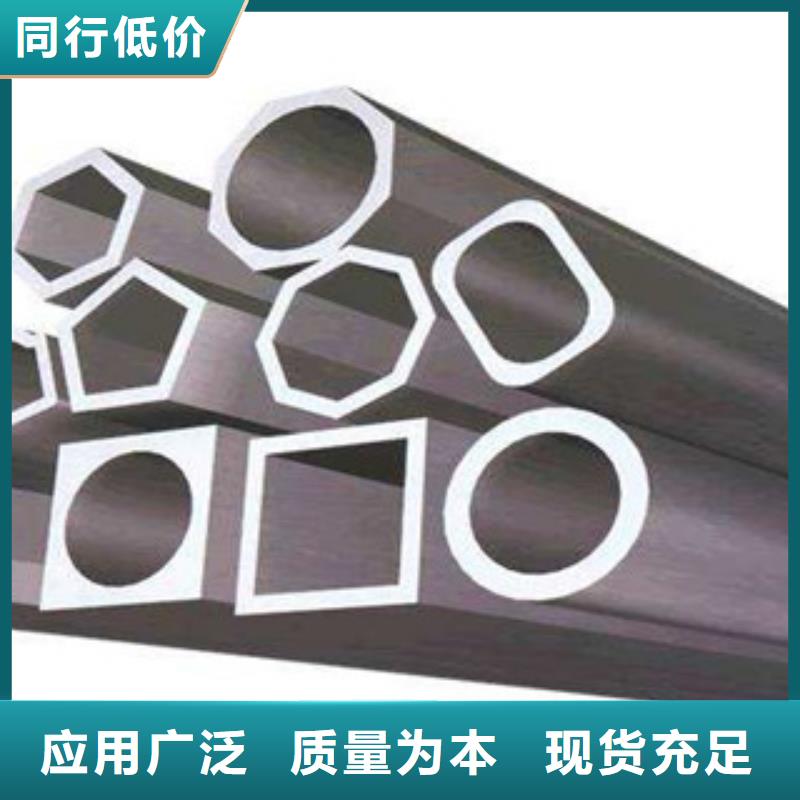
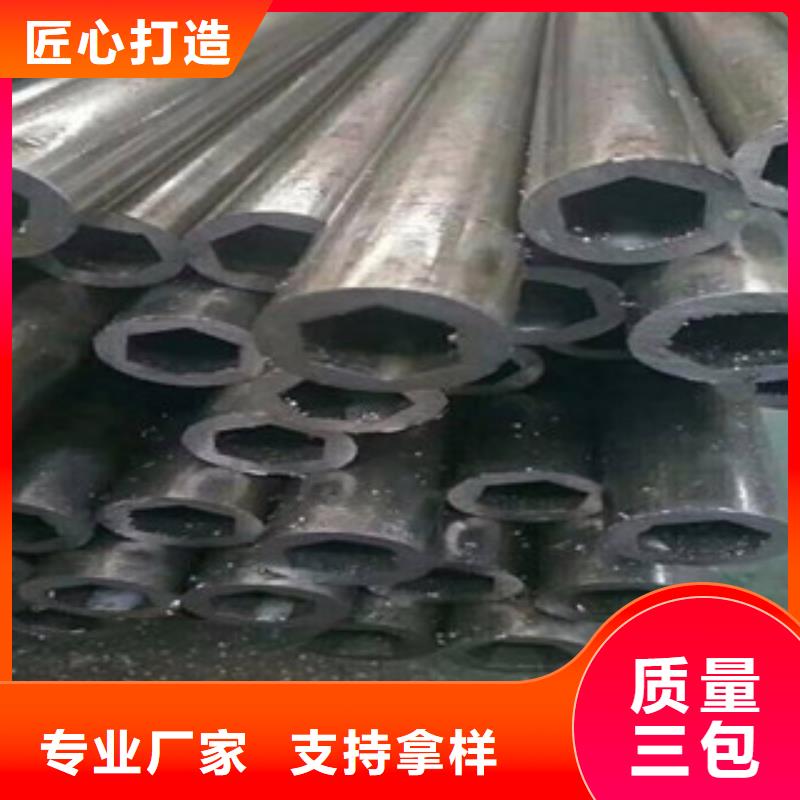
圓變方異型管焊接工藝;控制焊接變形此矩形管由于其外形屬于細長桿類,因此焊接變形極難控制。焊接的主要變形有撓曲(正彎)、側彎、角變形及扭曲變形等。對于此矩形管而言,主要的變形是橫向收縮,使矩形斷面尺寸受到影響,每邊需縮進預留間隙90%左右;焊縫橫向收縮后,豎板兩端向內彎曲,使構件形成腰鼓狀;由于焊縫斷面大,輸入熱量多,必然引起較大的縱向收縮,使構件在長度方向形成撓曲變形;對因不合理焊接造成的扭曲變形,矯正十分困難,有時不得不割開重焊或整件報廢。 從焊接變形理論可知,影響焊接變形大小的主要因素是:焊縫尺寸越大,熔敷金屬越多,變形越大;焊縫尺寸相等時,焊縫熱輸入越大,造成的變形也越大;焊接大長焊縫時,分段比直通焊變形要小;
異型管鋼坯加熱的三種方式:在異型管生產中,鋼坯的加熱過程實際上就是熱源的傳熱過程,溫度差是傳熱的基本條件,有溫度差才會發生熱的傳播,根據傳熱過程中物體溫度有無變化,傳熱可分為穩定態傳熱和不穩定態傳熱兩種狀態。穩定態傳熱是指在傳熱過程中,物體各處的溫度不隨時間變化的傳熱現象。不穩定態傳熱是指物體在加熱過程中,溫度在不斷升高,熱量不斷地由物體表面傳向內部,即溫度隨時間變化的傳熱現象。
異型管鋼坯加熱,其熱源的傳播有輻射、傳導、對流三種方式:(一)輻射對流與傳導兩種傳熱方式必須是物體接觸才能傳遞熱能,而輻射則是物體間不必接觸就可以將熱能由一物體傳導到另一物體的傳熱方式;(二)傳導傳導傳熱一般由同一物體的高溫部分傳至低溫部分,也可由高溫物體傳至與其緊密接觸的低溫物體。異型管鋼坯傳導傳熱具有以下特點:一是傳導傳熱只有粒子的微觀熱運動,沒有宏觀的運動或位移。因此傳導傳熱主要發生在金屬、耐火材料等固體中.
防止異型管轉爐噴濺的六個方法:異型管轉爐噴濺產生的原因有以下三個:(一)當渣中TFe含量過低,熔渣粘稠,熔池被氧流吹開后熔渣不能及時返回覆蓋液面,CO氣體的排出帶著金屬液滴飛出爐口,形成金屬噴濺。熔渣返干也會產生金屬噴濺。可見,形成金屬噴濺的一些原因與爆發性噴濺正好相反。(二)熔池內碳氧反應不均衡發展,瞬時產生大量的CO氣體,這是發生爆發性噴濺的根本原因。由于操作上的原因,熔池驟然受到冷卻,抑制了正在激烈進行的碳氧反應;當熔池溫度再度升高到一定程度,碳氧反應重新以更猛烈的速度進行,瞬間排出大量具有巨大能量的CO氣體從爐口排出,同時還挾帶著一定量的鋼水和熔渣,形成了較大的噴濺。(三)除了碳的氧化不均衡外,還有如爐容比、渣量、爐渣泡沫化程度等因素也會引起噴濺。在鐵水Si、P含量較高時,渣中SiO2、P2O5含量也高,渣量較大再加上熔渣中TFe含量較高,其表面張力降低,阻礙著CO氣體通暢排出,因而渣層膨脹增厚,嚴重時能夠上漲到爐口。此時只要有一個不大的推力,熔渣就會從爐口噴出,熔渣所夾帶的金屬液也隨之而出,形成噴濺。同時泡沫渣對熔池液面覆蓋良好,對氣體的排出有阻礙作用。嚴重的泡沫渣可能導致爐口溢渣。
今年在廈門市思明區購買常年供應異型管-好評有了新選擇,千鶴鋼管(廈門市思明區分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的常年供應異型管-好評產品。如需購買或咨詢,請隨時聯系我們,聯系人:賀經理-【18864897226】,地址:經濟開發區。










