
以下是:郴州市資興市銷(xiāo)售焊管_品牌廠家的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說(shuō)明 電議 范圍 銷(xiāo)售焊管_品牌供應(yīng)范圍覆蓋湖南省、郴州市、資興市、北湖區(qū)、蘇仙區(qū)、桂陽(yáng)縣、宜章縣、永興縣、嘉禾縣、臨武縣、汝城縣、桂東縣、安仁縣等區(qū)域。 【天鑫達(dá)】業(yè)務(wù)覆蓋多元場(chǎng)景,提供以下產(chǎn)品和服務(wù):北湖H型鋼廠家廠家直銷(xiāo)大量現(xiàn)貨、桂東H型鋼廠家款式新穎、安仁H型鋼廠家源廠直接供貨、宜章H型鋼廠家認(rèn)準(zhǔn)大品牌廠家、臨武H型鋼廠家真材實(shí)料、蘇仙H型鋼廠家生產(chǎn)加工等。銷(xiāo)售焊管_品牌廠家,天鑫達(dá)特鋼有限責(zé)任公司(郴州市資興市分公司)為您提供銷(xiāo)售焊管_品牌廠家,聯(lián)系人:楊經(jīng)理,電話:【18853178958】、【18853178958】。 湖北省,郴州市,資興市 資興市,湖南省轄縣級(jí)市,由郴州市代管,位于湖南省東南部、郴州市東部,地處耒水上游,羅霄山脈南端,屬亞熱帶季風(fēng)濕潤(rùn)氣候,毗鄰7個(gè)縣、區(qū),總面積2746.79平方千米。截至2022年10月,資興市轄2個(gè)街道、9個(gè)鎮(zhèn)、2個(gè)民族鄉(xiāng)。2022年末,資興市常住人口31.95萬(wàn)人,城鎮(zhèn)化率67.51%。
我們的銷(xiāo)售焊管_品牌廠家視頻現(xiàn)已上線,從細(xì)節(jié)到整體,從外觀到性能,讓您了解它的每一個(gè)方面。
以下是:郴州資興銷(xiāo)售焊管_品牌廠家的圖文介紹郴州資興山東天鑫達(dá)特鋼有限責(zé)任公司主要產(chǎn)品: H型鋼廠家,供貨及時(shí)、服務(wù)到位的優(yōu)勢(shì),是廣大用戶的長(zhǎng)期合作伙伴。
追求卓精
卓精不是一個(gè)標(biāo)準(zhǔn),而是一種境界
矢志創(chuàng)新
敢于創(chuàng)新,創(chuàng)造可持續(xù)的價(jià)值。
綠色責(zé)任
善用其效,盡享其能
分享成果
樂(lè)人之樂(lè),人亦樂(lè)其樂(lè)
用途編輯
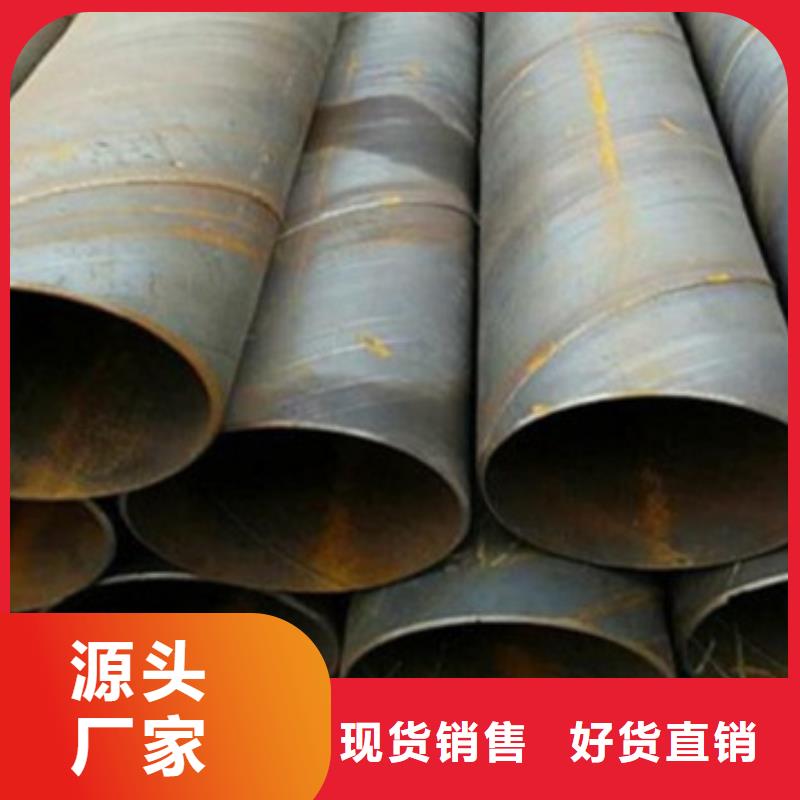
直縫鋼管在國(guó)內(nèi)主要應(yīng)用于自來(lái)水工程、石化工業(yè)、化學(xué)工業(yè)、電力工業(yè)、農(nóng)業(yè)灌溉、城市建設(shè)。
作液體輸送用:給水、排水。
作氣體輸送用:煤氣、蒸氣、液化石油氣。
作結(jié)構(gòu)用:作打樁管、作橋梁;碼頭、道路、建筑結(jié)構(gòu)用管等。 [3] 高頻焊管其特點(diǎn)是:焊接速度大,焊接熱影響區(qū)小,焊接對(duì)工件可以不清理,可焊薄壁管,可焊金屬管。基本介紹編輯
電晶體(固態(tài))
全自動(dòng)高焊焊管機(jī)設(shè)備
設(shè)備標(biāo)牌
電晶體高頻機(jī)它以節(jié)能環(huán)保.使用.壽命長(zhǎng).焊接品質(zhì)優(yōu)良等優(yōu)點(diǎn),深受制管,等工業(yè)的信賴(lài),更是焊管高頻的換代產(chǎn)品, 它也是中國(guó)高頻市場(chǎng)的一大變革.生產(chǎn)流程編輯
生產(chǎn)工藝流程主要取決于產(chǎn)品品種,從原料到成品需要經(jīng)過(guò)一系列工序,完成這些工藝過(guò)程需要相應(yīng)的各種機(jī)械設(shè)備和焊接、電氣控制、檢測(cè)裝置,這些設(shè)備和裝置按照不同的工藝流程要求有多種合理布置,高頻焊管典型流程:縱剪―開(kāi)卷―帶鋼矯平―頭尾剪切―帶鋼對(duì)焊―活套儲(chǔ)料―成型―焊接―毛刺―定徑―探傷―飛切―初檢―鋼管矯直―管段加工―水壓試驗(yàn)―探傷檢測(cè)―打印和涂層―成品。
焊接壓力?
焊接壓力是焊接工藝的主要參數(shù)之一,管坯的兩邊緣加熱到焊接溫度后,在擠壓力作用下形成共同的金屬晶粒即相互結(jié)晶而產(chǎn)生焊接。焊接壓力的大小影響著焊縫的強(qiáng)度和韌性。若所施加的焊接壓力小,使金屬焊接邊緣不能充分壓合,焊縫中殘留的非金屬夾雜物和金屬氧化物因壓力小不易排出,焊縫強(qiáng)度降低,受力后易開(kāi)裂;壓力過(guò)大時(shí),達(dá)到焊接溫度的金屬大部分被擠出,不但降低焊縫強(qiáng)度,而且產(chǎn)生內(nèi)外毛刺過(guò)大或搭焊等缺陷。因此應(yīng)根據(jù)不同的品種規(guī)格在實(shí)際中求得與之相適應(yīng)的焊接壓力。根據(jù)實(shí)踐經(jīng)驗(yàn)單位焊接壓力一般為20~40MPa。?
由于管坯寬度及厚度可能存在的公差,以及焊接溫度和焊接速度的波動(dòng),都有可能涉及到焊接擠壓力的變化。焊接擠壓量一般通過(guò)調(diào)整擠壓輥之間的距離進(jìn)行控制,也可以用擠壓輥前后管筒周差來(lái)控制。
3 焊接速度?
焊接速度也是焊接工藝主要參數(shù)之一,它與加熱制度、焊縫變形速度以及相互結(jié)晶速度有關(guān)。在高頻焊管時(shí),焊接質(zhì)量隨焊接速度的加快而提高。這是因?yàn)榧訜釙r(shí)間的縮短使邊緣加熱區(qū)寬度變窄,縮短了形成金屬氧化物的時(shí)間,如果焊接速度降低時(shí),不僅加熱區(qū)變寬,而且熔化區(qū)寬度隨輸入熱量的變化而變化,形成內(nèi)毛刺較大。在低速焊時(shí),輸入熱量少使焊接困難,若不符合規(guī)定值時(shí)易產(chǎn)生缺陷。?
因此在高頻焊管時(shí),應(yīng)在機(jī)組的機(jī)械設(shè)備和焊接裝置所允許的速度下,根據(jù)不同規(guī)格品種選擇合適的焊速。
4 開(kāi)口角?
開(kāi)口角是指擠壓輥前管坯兩邊緣的夾角,開(kāi)口角的大小與燒化過(guò)程的穩(wěn)定性有關(guān),對(duì)焊接質(zhì)量的影響很大。?
減小開(kāi)口角時(shí),邊緣之間的距離也減小,從而使鄰近效應(yīng)加強(qiáng),在其它條件相同的情況下便可增大邊緣的加熱溫度,從而提高焊接速度。開(kāi)口角如果過(guò)小時(shí),將使會(huì)合點(diǎn)到擠壓輥中心線的距離加長(zhǎng),從而導(dǎo)致邊緣并非在溫度下受到擠壓,這樣便使焊接質(zhì)量降低,功率消耗增加。?
實(shí)際生產(chǎn)經(jīng)驗(yàn)表明,可移動(dòng)導(dǎo)向輥的縱向位置來(lái)調(diào)整開(kāi)口角大小,通常在2~6°之間變化。在導(dǎo)向輥不能縱向調(diào)整的情況下,可用導(dǎo)向環(huán)厚度或壓下封閉孔型來(lái)調(diào)整開(kāi)口角的大小。
粗糙度太小會(huì)造成防腐層附著力及耐沖擊強(qiáng)度下降。對(duì)于嚴(yán)重的內(nèi)部點(diǎn)蝕,不能僅靠大顆粒磨料高強(qiáng)度沖擊,還必須靠小顆粒打磨掉腐蝕產(chǎn)物來(lái)達(dá)到清理效果,同時(shí)合理的配比設(shè)計(jì)不僅可減緩磨料對(duì)管道及噴嘴(葉片)的磨損,而且磨料的利用率也可大大提高。通常,鋼丸的粒徑為0.8~1.3 mm,鋼砂粒徑為0.4~1.0 mm,其中以0.5~1.0 mm為主要成分。砂丸比一般為5~8。
應(yīng)該注意的是在實(shí)際操作中,磨料中鋼砂和鋼丸的理想比例很難達(dá)到,原因是硬而易碎的鋼砂比鋼丸的破碎率高。為此,在操作中應(yīng)不斷抽樣檢測(cè)混合磨料,根據(jù)粒徑分布情況,向除銹機(jī)中摻入新磨料,而且摻人的新磨料中,鋼砂的數(shù)量要占主要的。
4.4除銹速度
薄壁焊管的除銹速度取決于磨料的類(lèi)型和磨料的排量,即單位時(shí)間內(nèi)磨料施加到薄壁焊管的總動(dòng)能E及單顆粒磨料的動(dòng)能E1。式中: m ——磨料的噴(拋)量;
V ——磨料運(yùn)行速度; 1、清洗利用溶劑、乳劑清洗鋼材表面,以達(dá)到去除油、油脂、灰塵、潤(rùn)滑劑和類(lèi)似的有機(jī)物,但它不能去除鋼材表面的銹、氧化皮、焊藥等,因此在防腐生產(chǎn)中只作為輔助手段。
2、工具除銹
主要使用鋼絲刷等工具對(duì)鋼材表面進(jìn)行打磨,可以去除松動(dòng)或翹起的氧化皮、鐵銹、焊渣等。手動(dòng)工具除銹能達(dá)到Sa2級(jí),動(dòng)力工具除銹可達(dá)到Sa3級(jí),若鋼材表面附著牢固的氧化鐵皮,工具除銹效果不理想,達(dá)不到防腐施工要求的錨紋深度。
3、酸洗
一般用化學(xué)和電解兩種方法做酸洗處理,管道防腐只采用化學(xué)酸洗,可以去除氧化皮、鐵銹、舊涂層,有時(shí)可用其作為噴砂除銹后的再處理。化學(xué)清洗雖然能使表面達(dá)到一定的清潔度和粗糙度,但其錨紋淺,而且易對(duì)環(huán)境造成污染。
m1——單顆粒磨料的質(zhì)量。
大口徑直縫焊管主要生產(chǎn)流程說(shuō)明:
1. 板探:用來(lái)制造大口徑埋弧焊直縫鋼管的鋼板進(jìn)入生產(chǎn)線后,首先進(jìn)行全板超聲波檢驗(yàn);
2. 銑邊:通過(guò)銑邊機(jī)對(duì)鋼板兩邊緣進(jìn)行雙面銑削,使之達(dá)到要求的板寬、板邊平行度和坡口形狀;
3. 預(yù)彎邊:利用預(yù)彎?rùn)C(jī)進(jìn)行板邊預(yù)彎,使板邊具有符合要求的曲率;
4. 成型:在JCO成型機(jī)上首先將預(yù)彎后的鋼板的一半經(jīng)過(guò)多次步進(jìn)沖壓,壓成"J"形,再將鋼板的另一半同樣彎曲,壓成"C"形,后形成開(kāi)口的"O"形
5. 預(yù)焊:使成型后的直縫焊鋼管合縫并采用氣體保護(hù)焊(MAG)進(jìn)行連續(xù)焊接;
6. 內(nèi)焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管內(nèi)側(cè)進(jìn)行焊接;
7. 外焊:采用縱列多絲埋弧焊在直縫埋弧焊鋼管外側(cè)進(jìn)行焊接;
8. 超聲波檢驗(yàn)Ⅰ:對(duì)直縫焊鋼管內(nèi)外焊縫及焊縫兩側(cè)母材進(jìn)行的檢查;
9. X射線檢查Ⅰ:對(duì)內(nèi)外焊縫進(jìn)行的X射線工業(yè)電視檢查,采用圖象處理系統(tǒng)以保證探傷的靈敏度;
10. 擴(kuò)徑:對(duì)埋弧焊直縫鋼管全長(zhǎng)進(jìn)行擴(kuò)徑以提高鋼管的尺寸精度,并改善鋼管內(nèi)應(yīng)力的分布狀態(tài);
11. 水壓試驗(yàn):在水壓試驗(yàn)機(jī)上對(duì)擴(kuò)徑后的鋼管進(jìn)行逐根檢驗(yàn)以保證鋼管達(dá)到標(biāo)準(zhǔn)要求的試驗(yàn)壓力,該機(jī)具有自動(dòng)記錄和儲(chǔ)存功能;
12. 倒棱:將檢驗(yàn)合格后的鋼管進(jìn)行管端加工,達(dá)到要求的管端坡口尺寸;
13. 超聲波檢驗(yàn)Ⅱ:再次逐根進(jìn)行超聲波檢驗(yàn)以檢查直縫焊鋼管在擴(kuò)徑、水壓后可能產(chǎn)生的缺陷;
14. X射線檢查Ⅱ:對(duì)擴(kuò)徑和水壓試驗(yàn)后的鋼管進(jìn)行X射線工業(yè)電視檢查和管端焊縫拍片;
15. 管端磁粉檢驗(yàn):進(jìn)行此項(xiàng)檢查以發(fā)現(xiàn)管端缺陷;
點(diǎn)擊查看天鑫達(dá)特鋼有限責(zé)任公司(郴州市資興市分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
在郴州市資興市采買(mǎi)銷(xiāo)售焊管_品牌廠家到天鑫達(dá)特鋼有限責(zé)任公司(郴州市資興市分公司),無(wú)論您是個(gè)人用戶還是企業(yè)采購(gòu),我們都將竭誠(chéng)為您服務(wù)。品質(zhì)保證,價(jià)格優(yōu)惠,廠家直銷(xiāo),歡迎有需要的客戶來(lái)電。聯(lián)系人:楊經(jīng)理-【18853178958】。
售焊管_品牌廠家")
售焊管_品牌廠家")
售焊管_品牌廠家")
售焊管_品牌廠家")
售焊管_品牌廠家")
售焊管_品牌廠家")
售焊管_品牌廠家")
售焊管_品牌廠家")
售焊管_品牌廠家")
售焊管_品牌廠家")
