
以下是:齊齊哈爾市富裕縣圓管彎管機定做-圓管彎管機廠的產品參數
產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 圓管彎管機定做-圓管彎管機廠供應范圍覆蓋黑龍江省、齊齊哈爾市、富裕縣、龍沙區、建華區、鐵峰區、昂昂溪區、富拉爾基區、碾子山區、龍江縣、依安縣、泰來縣、克山縣、克東縣、拜泉縣、訥河市等區域。 【愚公斧】業務覆蓋多元場景,提供以下產品和服務:拜泉愚公斧巖石撐裂機大品牌值得信賴、富拉爾基愚公斧巖石撐裂機自有生產工廠、昂昂溪愚公斧巖石撐裂機讓利客戶、依安愚公斧巖石撐裂機專業按需定制、龍沙愚公斧巖石撐裂機品質無所畏懼等。圓管彎管機定做-圓管彎管機廠,愚公斧開山機械設備制造(齊齊哈爾市富裕縣分公司)專業從事圓管彎管機定做-圓管彎管機廠,聯系人:李總工,電話:【13934163543】、【18762195566】,以下是圓管彎管機定做-圓管彎管機廠的詳細頁面。 黑龍江省,齊齊哈爾市,富裕縣 2019年,富裕縣地區生產總值初步核算完成70.6億元,同比增長6.2%。其中,產業增加值31.6億元,同比增長2.8%;第二產業增加值13.4億元,同比增長14.5%;第三產業增加值25.6億元,同比增長5.7%。人均地區生產總值25340元,同比下降0.5%。三次產業結構為44.8:19.0:36.2,產業比重比上年上升6.1個百分點,第二產業比重比上年下降13.2個百分點,第三產業比上年上升7.1個百分點。
想要探索圓管彎管機定做-圓管彎管機廠的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。以下是:齊齊哈爾富裕圓管彎管機定做-圓管彎管機廠的圖文介紹齊齊哈爾富裕愚公斧開山機械設備制造有限公司專業從事【愚公斧巖石撐裂機】的先進企事業單位,我們擁有一支專業的研發隊伍,能夠隨時根據您的要求提供有效的方案,同時,從【愚公斧巖石撐裂機】產品概念,產品設計,原型打樣,產品性能測試到批量生產,從項目管理到供應鏈管理提供給您專業,靈活,可靠以及增值的服務,我們專注于【愚公斧巖石撐裂機】的設計和研發。
圓管彎管機用途:
1、彎管機對于電力施工,公鐵路建設,鍋爐、橋梁、船舶、家俱,裝潢等方面的管道鋪設及修造都有其重要的作用。
彎管機操作規程:
2、在插拔接插件時,不能拉拔導線或電纜,以防焊接拉脫。接近開關,編碼器等不能用硬物撞擊,不能用尖銳物碰撞顯示單元。電氣箱必須放在通風處,禁止在塵埃和腐蝕性氣體中工作。
3、不得私自加裝、改接調換機床電源時必須重新確認電機轉向。機床應保持清潔,特別應注意夾緊塊、滑塊等滑動槽內不應有異物。定期在鏈條及其它滑動部位加潤滑油。在清洗和檢修時必須斷開電源。
4、開車前準備:檢查油箱油位是否到油位線,各潤滑點加油,開機確認電機轉向,檢查油泵有無異常聲音,開機后檢查液壓系統有無漏油現象(角度編碼器處于不允許加油);壓力調整:用電磁溢流閥調整壓力,保證系統壓力達到需要的工作壓力,一般不高于12.5Mpa.模具調整:模具安裝,要求模具與夾緊塊對中心,夾緊塊可用螺栓調節;助推塊與模具對中心,助推塊可調;芯頭與模具對中心,松開芯頭架螺栓,調正好中心后緊固螺栓。
5、機床開動時注意人體不得進入轉臂旋轉掃過的范圍。機床工作時,所有人員禁止進入轉臂及管件掃過的空間范圍!調整機床(模具)時,應由調整者自已按動按鈕進行調整。不可一人在機床上調整,另一人在控制柜上操作。調整機床或開空車時應卸下芯桿。液壓系統壓力不可大于14Mpa。
6、手動調整側推油缸速度時轉臂應旋轉至≥900時進行調整,調整速度為轉臂轉動彎管模具邊緣的線速度同步,禁止在手動狀態下側推推進速度大于旋轉模具邊緣的線速度。一般機器使用一段時間后應檢查鏈條的漲緊程度,保持上下鏈條松緊一致。自動操作時在有芯彎曲模式中,彎臂返回前,操作人員必須保證芯頭在管子里面,或確保芯軸在彎臂返回時沒有阻擋現象,否則,芯頭或芯桿有可能被折彎或折斷。
大型彎管機的幾個技術熱點:
1.管型規整化:設計和排管時要避免過大的圓弧、任意曲線、復合彎以及大于180°的圓弧。過大的圓弧不但使機械笨重,而且受彎管機機床尺寸的限制;任意曲線、復合彎設計造型很不合理,妨礙了機械化、自動化生產,使操作者不好擺脫笨重的體力勞動:大于180°的圓弧使彎管機無法卸模。
2.彎曲半徑標準化:彎曲半徑要盡量實現“一管一模”和“兩管一模”。對于一根管子來說,彎曲角度如何,其彎曲半徑只能有一個,因為彎管機在彎曲過程中不更換模塊,這就是“一管一模”。而“多管一模”就是相鄰直徑規格的管子應盡量采用同一套模具,也就是使用同一套模具彎曲兩種相鄰型號的圓管,這樣才有利于減少模具的數量,減少了成本。
3.適當的彎曲半徑值:圓管彎曲半徑的大小,決定了圓管在彎曲成型時所受阻力的大小。一般來說,管徑大彎曲半徑小,彎曲時容易出現內皺和打滑現象,彎曲質量很難,所以一般選用彎管模的r值為管子直徑的2、3倍為好。
4.適中的彎曲成型速度:彎曲成型速度對成型質量的主要影響為:速度太快,容易造成圓管彎曲部分的扁平,圓度打不到要求,造成圓管的拉裂、拉斷:速度太慢,容易造成圓管的起皺和壓緊塊打滑,大管徑的管子易形成圓管彎曲部分的下陷。針對這兩臺數控彎管機上大量的試驗,將圓管的彎曲速度定為機器彎曲速度的20%-40%為宜。
5.合適的芯棒及其位置:芯棒在彎曲過程中主要起著支撐圓管彎曲半徑的內壁防止其變形的作用。目前管材在機床上彎曲成型若不適用芯棒。芯棒的形式有很多種,如柱式芯棒,定向單、多球頭芯棒等。另外芯棒的位置對圓管彎曲成型也有影響:理論上,它的切線應與彎管模的切線平齊,單經過大量的試驗證明,提前1-2mm較好,此時彎管質量比較理想。當然,提前量太大,會造成彎曲部分的外壁出現所謂“鵝頭”的現象。
安裝、使用、維護全操作規程。
1、安裝在堅硬的基礎面上、設備保持平穩。開機前減速器應加潤滑油。
2、使用設備前、請認真閱讀說明書、再進行設備操作。嚴格遵守規章制度和安
3、操作人員應了解并掌握設備的結構及工作原理和保養檢查點。掌握開機、停機的方法和順序(按電磁調速電機的使用說明書操作)。
4、設備正在運行時如須打反轉、則應先將調速開關復位、停機后停1分鐘再開機。
5、被動輪進給時、應先將緊固螺栓松開、進給達到刻度后、再將圓螺母擰緊固定;被動輪兩邊的螺栓(4-m30)擰緊、固定。每次被動輪進給時需將工件完全退出后再進給。
6、使用過程中應及時清理壓輪槽內及工作臺表面的雜滓。請注意、本機電源為三項四線。
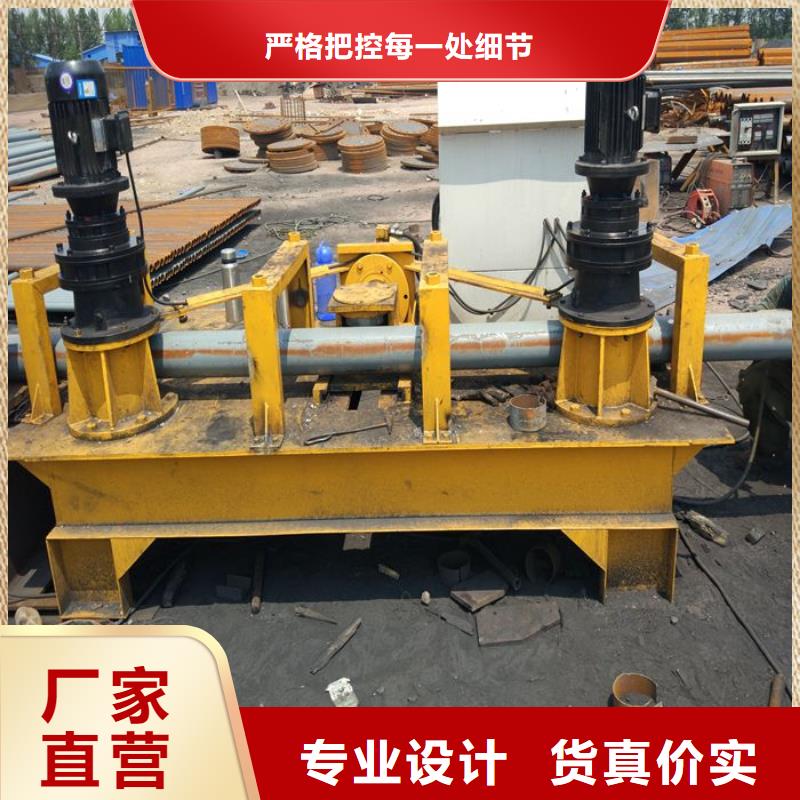
圓管彎管機型號組成:機械傳動部分,智能控制系統、模具平臺彎管機因模具安裝位置位于機器平臺上而得名。平臺彎管機分為:電動平臺彎管機及液壓平臺彎管機。
電動平臺彎管機采用渦輪減速箱傳動,彎管過程輪模轉動,配合壓條性定型彎管,保證了彎曲半徑的統一。可彎不同直徑的圓管,方管,矩形管等機器體積小、拆卸模具方便、操作簡單經濟實用。
安裝時請正確引入電源線,初次使用前減速箱里需加齒輪油或機油、使用約三月后需換更換、以后每年換一次。切記不能高負荷使用設備(如:150型液壓平臺彎管機,適用于管直徑小于150mm*8.0的管子加工,管子大于150mm則屬于高負荷使用)
大型圓管彎管機直銷設備特點:
1、機器運作穩定.具有手動、自動、半循環、全循環等多種功能任意選擇.機頭,彎管設計,提供大彎管空間.
2、模板更換簡單方便,便于彈性生產.大容量冷卻循環系統,使機器運行更穩當移動式腳踏式開關,具有自動啟動、緊急停止、緊停連續三種功能.
大型彎管機的幾個技術熱點:
1.管型規整化:設計和排管時要避免過大的圓弧、任意曲線、復合彎以及大于180°的圓弧。過大的圓弧不但使機械笨重,而且受彎管機機床尺寸的限制;任意曲線、復合彎設計造型很不合理,妨礙了機械化、自動化生產,使操作者不好擺脫笨重的體力勞動:大于180°的圓弧使彎管機無法卸模。
2.彎曲半徑標準化:彎曲半徑要盡量實現“一管一模”和“兩管一模”。對于一根管子來說,彎曲角度如何,其彎曲半徑只能有一個,因為彎管機在彎曲過程中不更換模塊,這就是“一管一模”。而“多管一模”就是相鄰直徑規格的管子應盡量采用同一套模具,也就是使用同一套模具彎曲兩種相鄰型號的圓管,這樣才有利于減少模具的數量,減少了成本。
3.適當的彎曲半徑值:圓管彎曲半徑的大小,決定了圓管在彎曲成型時所受阻力的大小。一般來說,管徑大彎曲半徑小,彎曲時容易出現內皺和打滑現象,彎曲質量很難,所以一般選用彎管模的r值為管子直徑的2、3倍為好。
4.適中的彎曲成型速度:彎曲成型速度對成型質量的主要影響為:速度太快,容易造成圓管彎曲部分的扁平,圓度打不到要求,造成圓管的拉裂、拉斷:速度太慢,容易造成圓管的起皺和壓緊塊打滑,大管徑的管子易形成圓管彎曲部分的下陷。針對這兩臺數控彎管機上大量的試驗,將圓管的彎曲速度定為機器彎曲速度的20%-40%為宜。
5.合適的芯棒及其位置:芯棒在彎曲過程中主要起著支撐圓管彎曲半徑的內壁防止其變形的作用。目前管材在機床上彎曲成型若不適用芯棒。芯棒的形式有很多種,如柱式芯棒,定向單、多球頭芯棒等。另外芯棒的位置對圓管彎曲成型也有影響:理論上,它的切線應與彎管模的切線平齊,單經過大量的試驗證明,提前1-2mm較好,此時彎管質量比較理想。當然,提前量太大,會造成彎曲部分的外壁出現所謂“鵝頭”的現象。
在齊齊哈爾市富裕縣采買圓管彎管機定做-圓管彎管機廠到愚公斧開山機械設備制造(齊齊哈爾市富裕縣分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李總工-【18762195566】。