

以下是:湛江市遂溪縣螺旋鋼管-大品牌質量有保障的產品參數【全通】為客戶提供多樣化產品,包括吳川螺旋鋼管定制零售批發、徐聞螺旋鋼管工程施工案例、坡頭螺旋鋼管廠家貨源、赤坎螺旋鋼管市場行情等,適配多元場景需求。在湛江市遂溪縣采買螺旋鋼管-大品牌質量有保障到全通管道(湛江市遂溪縣分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:王總-【13932771377】。 廣東省,湛江市,遂溪縣 2021年,遂溪縣實現地區生產總值415.48億元。
準備好領略螺旋鋼管-大品牌質量有保障產品的風采了嗎?我們為您準備的視頻將帶您走進產品的世界,讓您感受它的獨特之處。
以下是:湛江遂溪螺旋鋼管-大品牌質量有保障的圖文介紹湛江遂溪全通管道有限公司技術力量雄厚,我廠本著“客戶至上,誠信至上”的原則,與多家企業建立了長期的合作關系,產品質量有保障。湛江遂溪全通管道有限公司是專業的 螺旋鋼管生產廠家,本廠主要生產 螺旋鋼管,凡在我司采購的材料,均提供相應的產品檢驗報告,可放心采購。歡迎廣大用戶實地考察,有意采購我司產品者,歡迎您索取資料或實地考察!
本企業發展思路是:搶抓機遇,開拓創新;同心拼博,攜手共進。助我發展;就是要狠抓學心,改善心智,轉換模式;就是要強化企業文化建設,形成同心謀發展,同步搞建設的氛圍;就是要實現企業與合作伙伴共進,業主事業與員工職業成長共進,達到兩個雙贏。
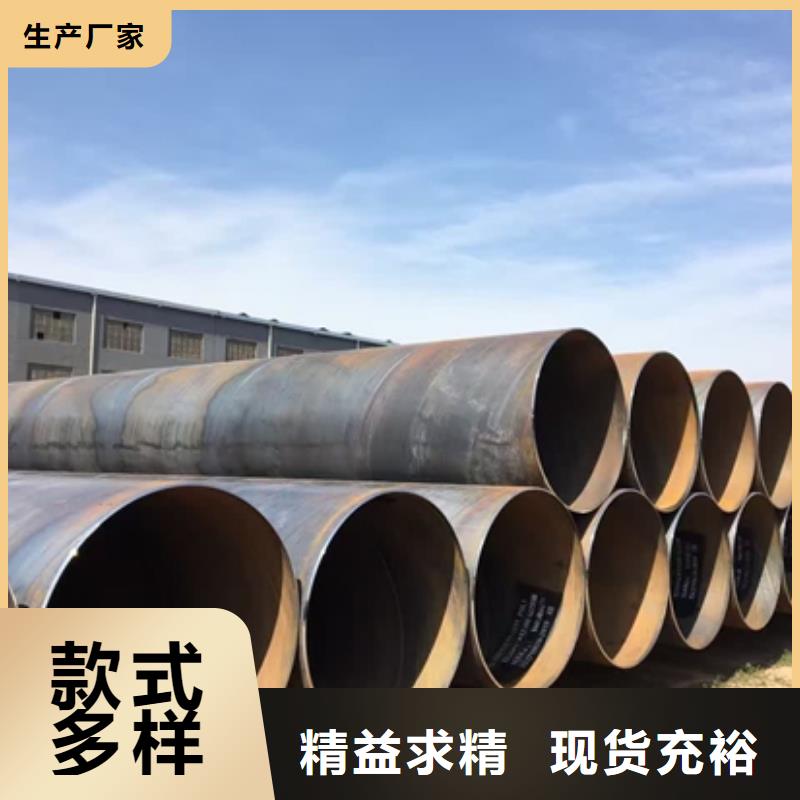
螺旋鋼管在直徑和壁厚的尺寸規格范圍上有更大的靈活性,尤其在生產高鋼厚壁管,特別是中小口徑厚壁管方面具有其他工藝無法比擬的優勢可滿足用戶在螺旋鋼管規格方面更多的要求。
采用先進的雙面埋弧焊的工藝不易出現錯邊、焊偏和未焊透等缺陷。全過程均在有效的檢測、監控之下,有效地保證了產品質量。螺旋鋼管應用非常廣泛主要應用于自來水工程、石化工業、化學工業、電力工業、農業灌溉、城市建設,是我國開發的二十個重點產品之一。具體可應用到給水、排水。作氣體輸送用:煤氣、蒸氣、液化石油氣。結構用:作打樁管、作橋梁;碼頭、道路、建筑結構用管等領域。
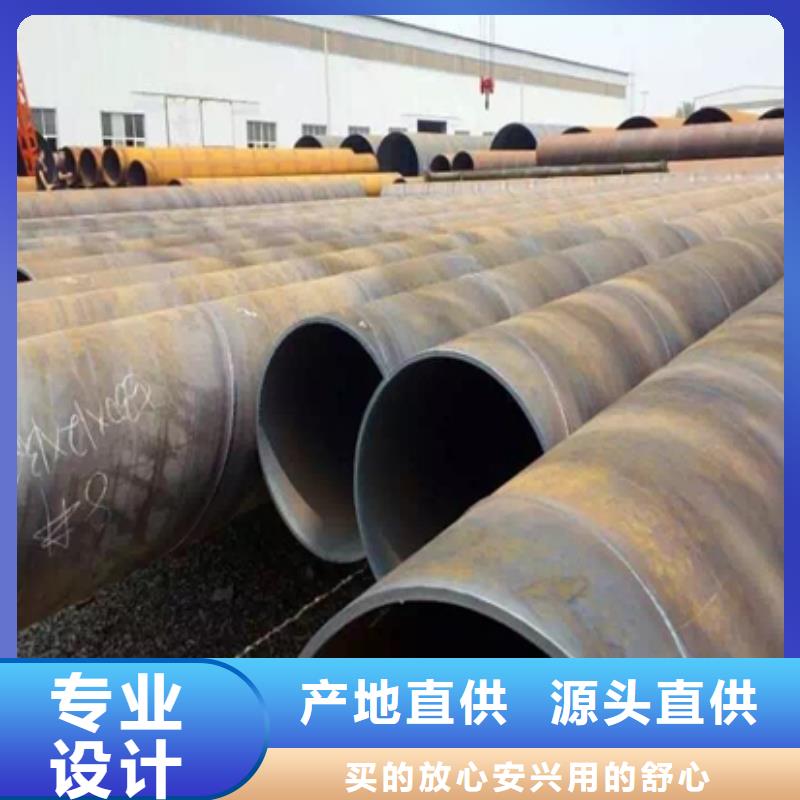
螺旋鋼管生產流程詳細介紹:嚴格檢驗原材料質量。帶鋼頭尾對接采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接質量。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根。切成單根鋼管后,每批鋼管都要進行嚴格的檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。
螺旋管主要用于石油、天然氣的輸送管線,其規格用外徑+壁厚表示。螺旋管有單面焊的和雙面焊的,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。鋼與內外塑層之間不發生分層現象。3、壓扁性能:公稱通徑大于50mm,不超過600mm的鋼塑管進行壓扁,壓扁后不發生裂紋,鋼與內外塑層之間不發生分層現象。4、衛生要求:輸送生活飲用水、冷熱水的鋼塑管的內塑料層應符合GB/T17219的要求。涂覆塑層針孔試驗:用電火花檢測儀,對提供試驗的鋼塑管的整個內外表面進行檢查,檢測時不應有電火花產生。6、耐火性能試驗:消防用鋼塑管應能承受耐火性能試驗15min,試驗后應無泄漏和變形損壞。可分為直縫焊接和螺旋縫焊接鋼管兩種。比個不恰當的例子,長方形白紙你卷成個筒狀,然后把邊緣焊接起來就是直縫焊接管,如果你斜著卷起來再焊接,就是螺旋縫焊接鋼管。
焊接鋼管生產工藝簡單,生產效率高,品種規格多,強度一般低于無縫鋼管。一般800mm以上就都是焊接鋼管了,用鋼板焊接而成的,這是國內目前工藝水平決定的。螺旋管特點:直縫焊管生產工藝簡單,生產效率高,成本低,螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。螺旋管廠家價格分析人士表示,從硅鐵和硅錳的供給面來看,現貨企業開工率和庫存持續維持低位等原因對硅鐵價格形成有力支撐。7月以來,已有不少現貨企業上調硅鐵的價格。與此同時,原料錳礦價格穩中上行。
高頻焊同頻焊是它是一種固相電阻焊方法,高頻焊根據高頻電流在工件中產生熱的方式可分為接觸高頻焊和感應高頻焊。接觸高頻焊時,高頻電流通過與工件機械接觸而傳入工件。感應高頻焊時,高頻電流通過工件外部感應圈的耦合作用而在工件內產生感應電流。高頻焊是專業化較強的焊接方法,要根據產品配備專用設備。螺旋焊接鋼管生產率高,焊接速度可達30m/min。
以固體電阻熱為能源,焊接時利用高頻電流在工件內產生的電阻熱使工件焊接區表層加熱到熔化或接近的塑性狀態,隨即施加(或不施加)頂鍛力而實現金屬的結合。內螺旋鋼管的工藝都是雙面埋弧焊接,雙面埋弧焊技術是在1940年發明并使用的,它的焊接過程與手工焊接有相同的地方,是利用渣保焊,螺旋鋼管埋弧焊與手工焊不同的地方就是焊絲和焊劑分離,手工焊是焊絲焊劑都在一起的。焊絲采用盤狀,即整盤使用,可連續也可間斷,從某種意義上說螺旋鋼管能夠把焊絲做到一毫米也不浪費,焊絲工作時是在焊劑的包圍的內部進行焊接所以叫埋弧焊接,這樣焊接出來的質量高,螺旋鋼管對焊絲和焊劑的選擇要求較高,原材料不同材質對應不同的焊絲焊劑,尤其是在目前生產高標準螺旋鋼管的情況下,更得選擇合適的焊絲和焊劑了。
在湛江市遂溪縣采購螺旋鋼管-大品牌質量有保障請認準全通管道(湛江市遂溪縣分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:王總-【13932771377】)。










