

以下是:賀州市八步區焊管-焊管重信譽廠家的產品參數【天鑫達】業務覆蓋多元場景,提供以下產品和服務:鐘山H型鋼廠家大品牌值得信賴、昭平H型鋼廠家通過檢測等。焊管-焊管重信譽廠家,天鑫達特鋼有限責任公司(賀州市八步區分公司)專業從事焊管-焊管重信譽廠家,聯系人:楊經理,電話:【18853178958】、【18853178958】,以下是焊管-焊管重信譽廠家的詳細頁面。 廣西壯族自治區,賀州市,八步區 2020年,八步區地區生產總值2646041萬元,比上年同期(下同)增長5.6%。其中,產業增加值388310萬元,第二產業增加值871644萬元;第三產業增加值1386087萬元,、二、三產業增加值占地區生產總值的比重分別為14.7%、32.9%、52.4%。
想了解我們的焊管-焊管重信譽廠家產品嗎?我們為您準備了細致入微的視頻介紹,讓您在短時間內了解產品的精髓。
以下是:賀州八步焊管-焊管重信譽廠家的圖文介紹
山東天鑫達特鋼有限責任公司,將一如既往的以“增擴大業,億萬誠信”的理念,以客戶為中心,以市場為導向,與時俱進,開拓進取,打造鋼鐵銷售公司為終的目標。 我公司愿與各界朋友攜手并進,共創美好輝煌的明天。
山東天鑫達特鋼有限責任公司,主營:
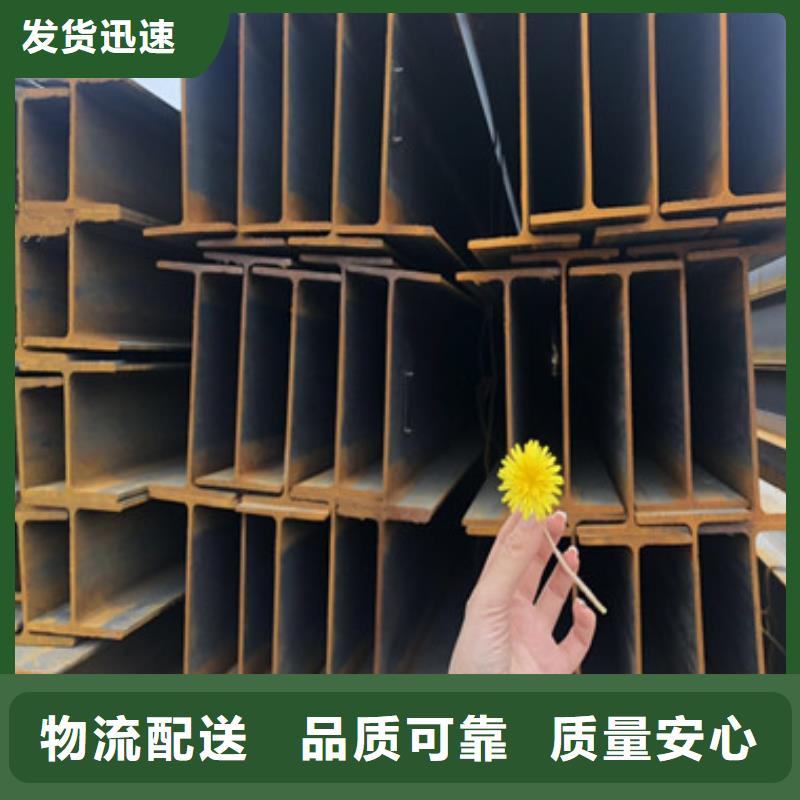
型材:角鋼,槽鋼,工字鋼,H型鋼,方鋼。
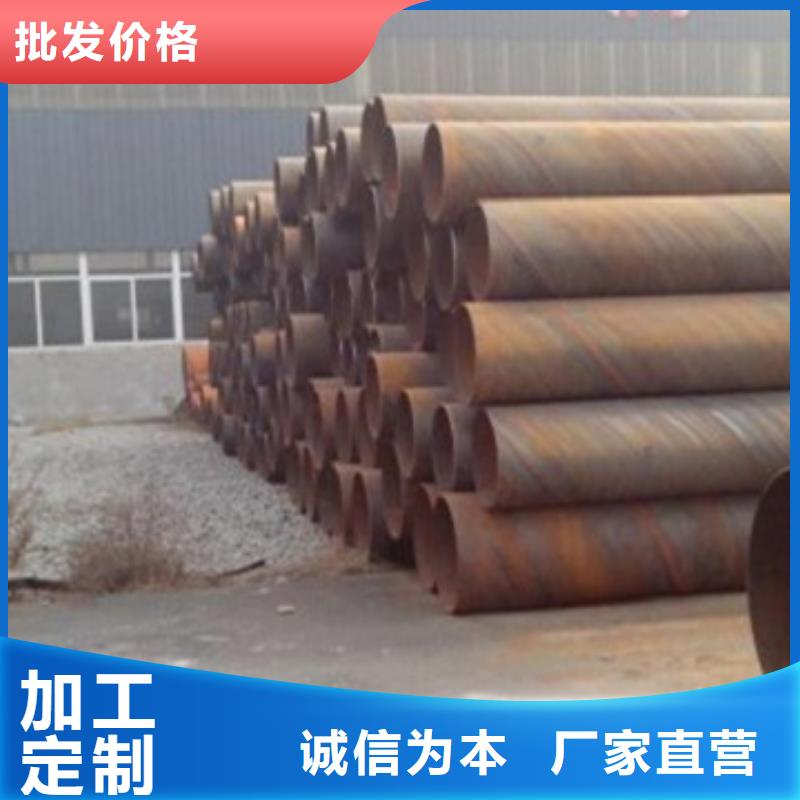
管材:無縫鋼管,合金管,焊管,不銹鋼管,方管。
板材:開平板,鍋爐板,容器板,中厚板,合金板,不銹鋼板。
山東天鑫達特鋼有限責任公司是一家集貿易、倉儲、加工,送于一體專業鋼材貿易公司,坐落于風景秀麗、素有“泉城”美譽山東省濟南市,與大明湖相鄰,環境優美,公司與幾家大型鋼材企業建立了長期合作關系,貨源充足,價格合理,服務周到。直接讓利于客戶,為客戶提供超值服務。
公司以良好信譽、優質產品、雄厚實力、低廉價格享譽30多個省、市、自治區、直接市及國外,產品深得客客戶信賴。通過本公司全體成員不懈努力,公司不斷發展,公司資金雄厚,運作豐富,在鋼材界樹立了一定知名度和美譽度。是誠信企業和濟南市知名企業之一,屬濟南市骨干企業。隨時歡迎您來本公司洽談采購,我們一定讓您高興而來、滿意而歸!
感應器及阻抗器的放置位置
5.1感應器的放置位置
?感應器的放置位置(距擠壓輥中心線的距離)對焊接質量影響很大。距擠壓輥中心線較遠時,有效加熱時間長,熱影響區寬,使焊縫強度降低;反之邊緣加熱不足,也使焊縫強度降低。感應器應與管同心放置,其前端與擠壓輥中心線距離大約等于或小于管徑(小管是1.5倍的管徑)為狀態。
5.2 阻抗器的放置位置
阻抗器(磁棒)的放置位置不但對焊接速度有很大影響,而且對焊接質量也有影響。如圖2所示[2]。
6 管坯的幾何尺寸及形狀要求6.1焊管坯的幾何尺寸
管坯的寬度和厚度偏差大,會改變邊緣的加熱溫度和擠壓量,合格的產品必須要求管坯的寬度和厚度在公差范圍之內。
6.2管坯形狀及相接形式
如果管坯邊緣存在撓曲、鐮刀彎及波皺等現象,通過成型機時就會偏離孔型中心,造成帶鋼兩邊彎曲。軋輥調整不良也會造成帶鋼跑偏或管坯扭曲等缺陷,造成影響焊接質量或根本無法焊接的后果。
管坯兩端焊接時要求兩端全部厚度相接,管坯兩邊緣不但要平直而且要平行。縱剪帶鋼時圓盤剪刃間隙過大或刀刃磨損嚴重造成帶鋼邊緣毛刺過大,也易產生焊接后裂紋。
賀州八步山東天鑫達特鋼有限責任公司憑借雄厚的資金實力、先進的管理經驗、優良的銷售服務、嚴格的質量進貨管 理體系和科學的整體營銷手段,與您攜手并進,共同發展。 公司經營以“誠信為本、客戶至上”為原則,管理上堅持以人為本,服務上以客戶為尊。 我公司將憑借良好的信譽,雄厚的實力,優質的 H型鋼廠家產品,低廉的價格服務于廣大用戶。
用途編輯
直縫鋼管在國內主要應用于自來水工程、石化工業、化學工業、電力工業、農業灌溉、城市建設。
作液體輸送用:給水、排水。
作氣體輸送用:煤氣、蒸氣、液化石油氣。
作結構用:作打樁管、作橋梁;碼頭、道路、建筑結構用管等。 [3] 高頻焊管其特點是:焊接速度大,焊接熱影響區小,焊接對工件可以不清理,可焊薄壁管,可焊金屬管。基本介紹編輯
電晶體(固態)
全自動高焊焊管機設備
設備標牌
電晶體高頻機它以節能環保.使用.壽命長.焊接品質優良等優點,深受制管,等工業的信賴,更是焊管高頻的換代產品, 它也是中國高頻市場的一大變革.生產流程編輯
生產工藝流程主要取決于產品品種,從原料到成品需要經過一系列工序,完成這些工藝過程需要相應的各種機械設備和焊接、電氣控制、檢測裝置,這些設備和裝置按照不同的工藝流程要求有多種合理布置,高頻焊管典型流程:縱剪―開卷―帶鋼矯平―頭尾剪切―帶鋼對焊―活套儲料―成型―焊接―毛刺―定徑―探傷―飛切―初檢―鋼管矯直―管段加工―水壓試驗―探傷檢測―打印和涂層―成品。高頻焊管質量影響
編輯
高頻焊管生產中操作對焊接質量的影響
1 輸入熱量?
因為焊接工藝的主要參數之一,即焊接電流(或焊接溫度)難以測量,所以用輸入熱量來代替,而輸入熱量又可用振蕩器輸出功率來表示:
N = Ep·Ip
式中 N——輸出功率,kW;
??Ep——屏壓,kV;
??Ip——屏流,A〔1〕?。
當振蕩器、感應器和阻抗器確定后,振蕩管槽路、輸出變壓器、感應器的效率也就確定了,輸入功率的變化同輸入熱量的變化大致是成比例的。
當輸入熱量不足時,被加熱邊緣達不到焊接溫度,仍保持固態組織而焊不上,形成焊合裂縫;當輸入熱量大時,被加熱邊緣超過焊接溫度易產生過熱,甚至過燒,受力后產生開裂;當輸入熱量過大時,焊接溫度過高,使焊縫擊穿,造成熔化金屬飛濺,形成孔洞。熔化焊接溫度一般在1350~1400℃為宜。
生產流程
焊管-焊管重信譽廠家_天鑫達特鋼有限責任公司(賀州市八步區分公司),固定電話:【18853178958】,移動電話:【18853178958】,聯系人:楊經理,鋼材市場。











