


以下是:臨滄市永德縣球墨鑄鐵管公司的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產地 山東 規格 100-1600 顏色 黑或紅 材質 球墨鑄鐵 用途 市政,給水,排水,排污,燃氣等 產品等級 優 配送方式 物流汽運 標準 國標 發貨時間 1-3天 范圍 球墨鑄鐵管公司供應范圍覆蓋云南省、臨滄市、永德縣、臨翔區、鳳慶縣、云縣、鎮康縣等區域。 【駿騰】業務覆蓋多領域場景,主營鎮康球墨鑄鐵管嚴選用料、臨翔球墨鑄鐵管廠家直銷供貨穩定、鳳慶球墨鑄鐵管當地廠家值得信賴、云縣球墨鑄鐵管質檢嚴格放心品質等產品服務。您是想要在臨滄市永德縣采購高質量的球墨鑄鐵管公司產品嗎?駿騰鑄造(臨滄市永德縣分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的球墨鑄鐵管公司產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:張經理-【15966268319】,地址:《山東聊城市南環工業園區》。 云南省,臨滄市,永德縣 永德縣,隸屬于云南省臨滄市,位于臨滄市西北部,地域東西寬71.5千米,南北長75.8千米,總面積3220平方千米,山地面積占95%。截至2019年,永德縣轄3個鎮、7個鄉(其中2個民族鄉)。根據第七次人口普查數據,截至2020年11月1日零時,永德縣常住人口為328864人。
為了給您提供更的球墨鑄鐵管公司產品信息,我們上傳了的產品視頻。看視頻,選購不迷路。
以下是:臨滄永德球墨鑄鐵管公司的圖文介紹臨滄永德駿騰鑄造有限公司坐落在山東聊城市南環工業園區,本公司是一家提供 球墨鑄鐵管的專業供應商及生產商,在市場競爭強烈的今天,公司本著一切以客戶所需,提供更方便、更快捷、更有效的服務建立了完善的售后服務體系,擁有一支專業技術精湛、經驗豐富的團隊,為客戶提供365天,全天候服務。多年來的勵精圖治,使我公司贏得了廣大客戶的一致好評。我們將誠實守信,追求卓越的經營理念,竭誠為客戶提供優良的產品和服務。
如何給球墨鑄鐵管選擇合適的離心機?生產球墨鑄鐵管所用離心機的選擇,離心鑄造機是生產離心鑄管的關鍵設備。現今離心鑄管有以下二種生產方法:一是水冷金屬型離心鑄管法;二是熱模法離心鑄管法。熱模法又可分為涂料金屬型離心鑄管法和樹脂砂型離心鑄管法。水冷金屬型離心鑄管法的優點是:鑄管的外表面質量較高,生產率較高,機械化、自動化水平很高。但缺點是:對控制系統的精度要求較高,管模壽命不高,鑄管需要進行高溫石墨化退火,鑄管成本相對較高,首次投資比較大。熱模法的優點是:鑄管成本低,鑄管不需要進行高溫石墨化退火。缺點是生產率不高,表面質量稍差。按著我廠一期預計年產2萬噸的產量,我廠選擇涂料金屬型離心鑄造法并新上一臺DN1000-DN1600涂料熱模法離心機。由于大口徑離心機的管模已經重達20-40噸,為保證離心機運行平穩而采用了管模固定旋轉的形式。
同時,為提高生產效率而設置了三個生產工位,這三個生產工位分別是;涂料噴涂工位、離心澆注工位、撥管工位。噴涂料工位有固定式的旋轉機構,和帶有長柄的噴涂料小車。在噴涂料需前先將管模預熱到220-260℃然后開始噴涂,噴涂后的涂料厚度為1-1. 5毫米。用行車將噴完涂料的管轉移到下一工位,離心澆注工位。離心澆注工位也設置固定旋轉機構和澆注小車。澆注工位的固定旋轉機構可使管模可在其上高速旋轉。澆鑄小車設置有行走機構、扇形包傾翻裝置、澆鑄流槽、孕育劑加入裝置。鐵水澆入管模后3-5分鐘,向管模內部噴水霧強化冷卻。在管模內鑄管的溫度達到700℃以下后,停止管模轉動并將管模吊運到下一工位,撥管工位。此工位設有一個撥管小車。在此工位撥管后,由行車吊運到退火爐,鑄管結束。
由于高鉻制品其鑄態硬度較高,為改善工件的機械加工性能,所有毛坯必須進行必要的軟化退火處理。具體工藝,以壁厚不超過100mm且外形較復雜鑄件為例如下。首先將需處理工件在室溫下裝入熱處理爐,然后隨爐緩慢升溫至400℃左右進行保溫1~2h,隨后將爐溫升至600℃再進行保溫1~2h,之后以不超過150℃/h的溫升速度,將爐溫快速升至950℃后進行2~3h的保溫,而后停止加熱,待爐溫自然降至820℃左右,此后可控制電爐以10~15℃/h 的溫降速度將爐溫降至700~720℃,并在此溫度保溫4~6h(工件越厚其保溫時間應越長)后停爐,工件可視情況隨爐冷卻或出爐置于靜止的空氣中冷卻至室溫(以獲得珠光體基體,滿足性能要求,便于切削加工) 。
球墨鑄鐵管高鉻鑄鐵具體生產中,若所處理工件形狀較為簡單,也可采用較快速的退火工藝,即在溫升至950℃并保溫3h后停爐,之后可隨爐冷卻至400℃左右,然后打開爐門,繼續冷卻至300℃以下,工件即可出爐空冷。球墨鑄鐵管高鉻鑄鐵工件退火后可進行機械加工,由于高鉻白口鑄鐵在淬火過程中尺寸變化比鑄鋼和灰鑄鐵小的多,一般無須矯正尺寸,對于按工藝要求需磨削加工的工件所留磨削量也可很小。球墨鑄鐵管高鉻合金鑄鐵的性能
球墨鑄鐵管高鉻合金鑄鐵其硬度性能在鑄態時為50~54HRC,退火后為38~43HRC,淬火后為60~67HRC。硬度隨碳含量變化而變化,低碳時韌性好而硬度低,適用于沖擊載荷較大的場合;高碳時硬度也稍高,適用于沖擊載荷較小的場合,表現出良好的耐磨性。高鉻白口鑄鐵密度為7.6~7.7g/cm3 。其線收縮率為1.8%~2.0%,體收縮率7.5%~8.0%,在1400℃時流動性為300~500mm。
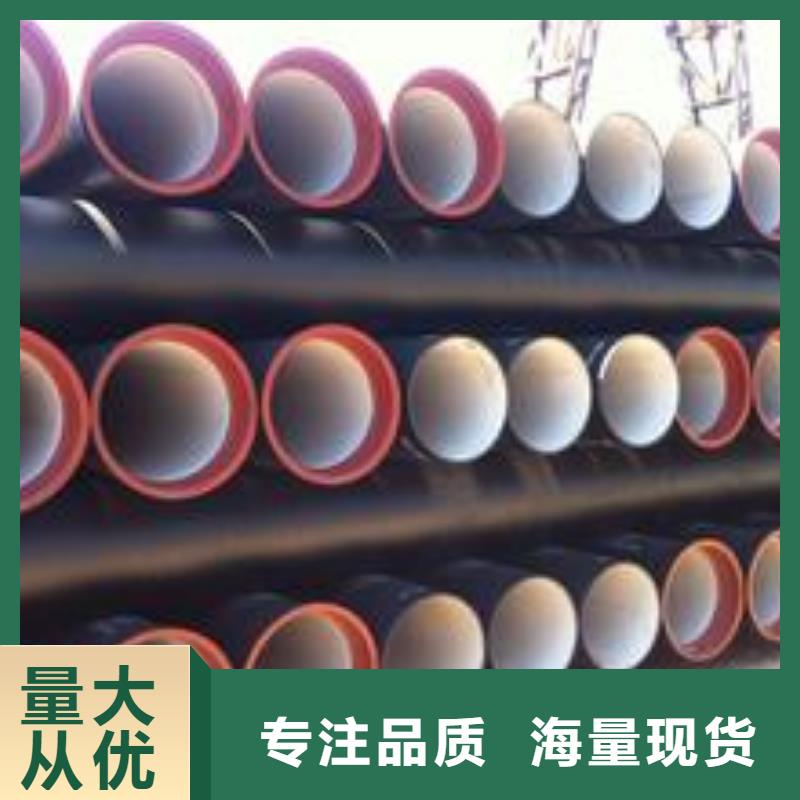
球墨鑄鐵管與灰口鑄鐵管相比,強度大、韌性好、管壁薄、金屬用量少、能承受較高的壓力,有效長度有5米及6米;按壁厚不同分P、G兩級。是鑄鐵管材的發展方向。
安裝準備:開挖管網管溝前,首先要考慮回填時沙土能夠填充到管底部位,保證受力均勻。 挖掘接口處溝槽時,盡量留出相應的操作空間,保證安裝連接時操作方便,施工。 除特殊情況外,管溝應是直線,溝底應同一平面。用機器挖溝時,溝槽底部應留20cm-30cm厚的土層暫不開挖,應人工清理至標高。
用毛刷和干凈的抹布清理承口內部及插口端外表面。特別是放橡膠密封圈的位置不能有石子、土、沙等異物。
對于300mm以下小口徑離心球墨鑄鐵管將橡膠密封圈捏成心形放入承口中,使橡膠密封圈的制動墊圈緊緊的嵌入底座中,均勻壓密封圈直到穩固在承口內。 對于400mm以上的球墨鑄鐵管,應將密封圈彎曲成8字形,輪流按兩個凸起處更容易將其插入底座。
潤滑密封圈內表面和插口處,潤滑劑要選用無味的堿性潤滑劑(可用肥皂水代替)。
將插口插入承口中直到與密封圈同軸接觸,必須正確的校直,使要連接的離心球墨鑄鐵管或管件中軸線相重合。連接管子時如發現插入阻力過大,應立即停止,拔出管子,檢查橡膠密封圈位置和承插口,查明原因再行安裝。插入的深度在兩條標線中間即可。
將金屬直標尺插入承口內和管壁之間的環形空間,直至碰到橡膠密封圈,沿管一周檢測深度是否均勻。深度檢測一致時,說明安裝到位完好。若不一致,則可能膠圈脫位,需要重量安裝。
當接口安裝完畢,可根據離心球墨鑄鐵管徑調整偏移角度。
今年在臨滄市永德縣購買球墨鑄鐵管公司有了新選擇,駿騰鑄造(臨滄市永德縣分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的球墨鑄鐵管公司產品。如需購買或咨詢,請隨時聯系我們,聯系人:張經理-【15966268319】,地址:山東聊城市南環工業園區。











