
以下是:運城市稷山縣電解拋光加工質量為本的產品參數
材質 不銹鋼、不銹鐵 生產場地 深圳市寶安區 規格 奧氏體。馬氏體 類型 來料加工 顏色 鏡面 品牌 燈鼎 型號 DD-606 可定制 是 生產日期 2019-2022 價格 0.01元 生產時長 3小時 是否生產型 是 范圍 電解拋光加工供應范圍覆蓋山西省、運城市、稷山縣、鹽湖區、臨猗縣、萬榮縣、聞喜縣、新絳縣、絳縣、垣曲縣、夏縣、平陸縣、芮城縣、永濟市、河津市等區域。 【】為您提供河津不銹鋼電解拋光大品牌值得信賴、絳縣不銹鋼電解拋光有實力有經驗、夏縣不銹鋼電解拋光長期供應、臨猗不銹鋼電解拋光隨心所欲定制、芮城不銹鋼電解拋光高品質誠信廠家、鹽湖不銹鋼電解拋光專業信賴廠家等多元產品與服務。在運城市稷山縣采買電解拋光加工質量為本到不銹鋼電解拋光廠(運城市稷山縣分公司)szdd700-6,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。供應服務范圍覆蓋山西省、運城市、稷山縣、鹽湖區、臨猗縣、萬榮縣、聞喜縣、新絳縣、絳縣、垣曲縣、夏縣、平陸縣、芮城縣、永濟市、河津市,聯系人:姚先生-【17768165506】。 山西省,運城市,稷山縣 2022年,稷山縣地區生產總值127.22億元,增長5.8%。其中,產業增加值19.23億元,第二產業增加值53.49億元;第三產業增加值54.50億元,三次產業增加值的構成為15.1:42.1:42.8。
電解拋光加工質量為本的詳細視頻已經上傳,我們的視頻將帶您領略產品的獨特設計、卓越品質以及出色性能,讓您對它有更深刻的認識和了解。
以下是:運城稷山電解拋光加工質量為本的圖文介紹
4
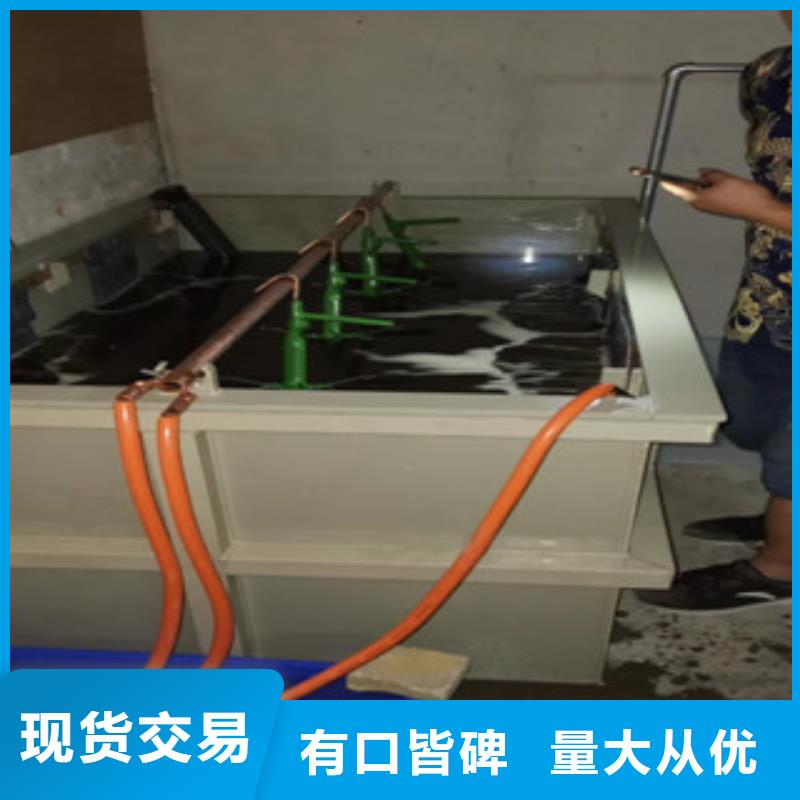
電壓和陽極電流密度的影響
鋁制件通電氧化時,開始時很快在鋁制件表面生成一層薄而致密的氧化膜;隨之電阻增加電壓急劇升高,陽極電流密度逐漸減小。電壓繼續升高至一定值時,氧化膜因受電解液的溶解作用在較薄弱部位開始被電擊穿,促使電流通過,氧化過程繼續進行。
鋼筆-陽極氧化能夠帶來豐富的色彩5
雜質不利于陽極表面合金中含銅、硅等元素時,隨著氧化過程的進行,同樣由于在電解液中的陽極溶解作用,使合金元素Cu2+, Si2+不斷集聚。當Cu2+含量達0.02g/L時,氧化膜上會出現暗色條紋或黑色斑點。
電解液中可能存在的雜質是Cl-、F-, N03-和Al3+, Cu2+、Fe2+等離子。當Cl-,F-、N03-等陰離子雜質含量高時,氧化膜的孔隙率大大增加,氧化膜表面變得粗糙和疏松。
這些雜質在電解液中的允許含量為Cl- <0.05g/L, F- < 0.01 g/L。當超過這極限值,制品表面會發生穿孔而報廢。這些陰離子雜質來自配制電解液和清洗工序中的水源,因此必須嚴格控制水質。6
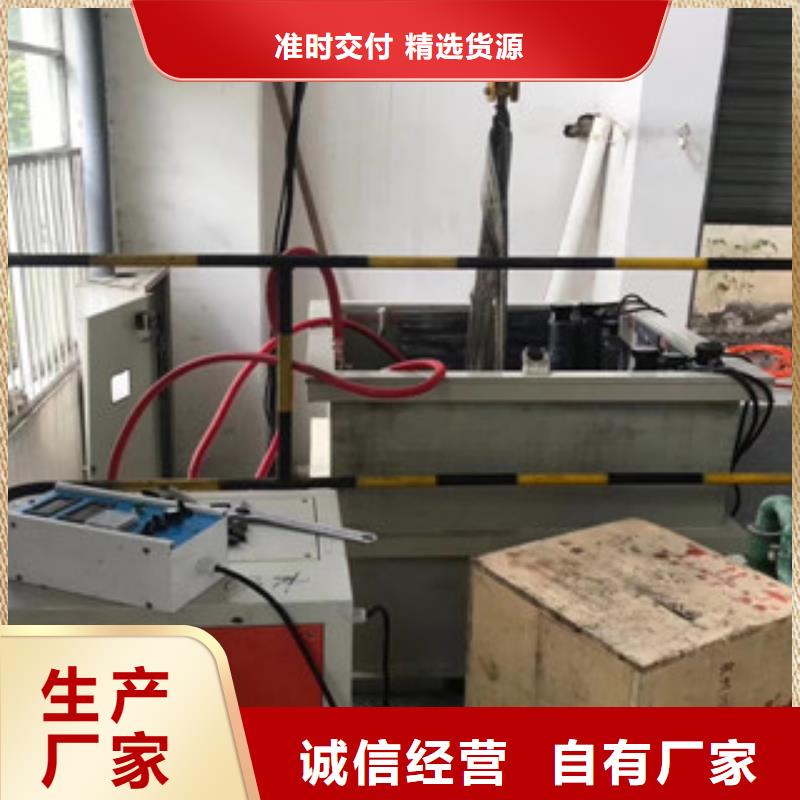
電解液混濁度的負面影響
陽極氧化時,電解液的混濁度對氧化膜表面光亮度影響極大。
通常,硫酸氧化膜是透明的,它的主要成分是Al2O3。多孔狀的氧化膜具有極大的吸附性能,利用這一特點將鋁和鋁合金表面進行各種色彩圖案花紋的裝飾。
若在電解液中含有各種不透明的固態混濁物,也被吸附填充到膜孔中去,會使氧化膜透明度下降,膜層的反光率受到阻擋,從而影響氧化膜的光亮度。
混濁物來源于鋁制件前處理不良和清洗水質不凈,或由于陰陽極反應劇烈與溶液的對流作用使雜質不易沉淀于缸底,被分散懸浮在電解液中,電解液透明度較差,甚至不透明并帶有一定的色澤。因此,對那些外觀要求較高的鋁制品,在氧化過程中,必須對電解液進行連續過濾。
1.3.4 直流疊加功能。輸出正反向脈沖電流的同時,由同一臺電源疊加輸出一純直流成分,更拓寬了脈沖電源的使用范圍及用途。
近幾年來,國產多功能脈沖電源技術已趨于成熟,其中脈沖波形垂直程度,波形平穩程度、穩定性、抗干擾性等指標達到甚至超過了國外水平。
直流電源波形對電鍍質量有突出的影響,例如:高頻率定脈寬高頻穩壓/穩流脈沖電源電鍍時會產生特殊效應,這也是普通直流電源電鍍無法達到的效果,有些現象還不能用常規電化學理論來加以解釋。而直流波形對電鍍沉積的影響目前還難以從理論上進行預測,只能通過大量的試驗來作相對比較,篩選出適宜的波形。2 電鍍電源對電鍍工藝的影響
2.1 鍍鉻
各類電鍍工藝中,鍍鉻是受電源波形影響大的鍍種之一。鍍鉻必須采用低紋波直流電源,否則光亮范圍窄,鍍層易發花、發灰,這一點已為不少人認同,但實踐中仍有因對其認識不足,往往由于紋波系數過大影響套鉻質量而束手無策的事時有發生。因此,電鍍電源的選擇就更顯重要。
對于經常使用反向電解的電鍍硬鉻生產,需要電源極性換向裝置。簡單的方法是使用手動換向開關。由于電流很大,開關通、斷時會形成較大的電火花,開關很容易損壞。將觸點浸入變壓器油中可以延長使用壽命。可控硅整流器實現換向比較容易,由于是無觸點換向,不會產生火花腐蝕。如電流變化不大時,可考慮使用可控硅極換向裝置。
電源波形對鍍鉻的影響較大。而且往往容易被操作者忽視。如某廠小件鍍裝飾鉻,覆蓋能力非常差,反復調整鍍液中硫酸與鉻酐的比值,仍無效。經現場查驗,采用1000A老式可控硅整流器,且平均電流僅200A左右,負荷率很低,顯然輸出紋波系數太大。換接一臺雙反星形輸出的硅整流器,鍍鉻即轉為正常。另有某廠鍍鉻上午生產正常,下午即出現裝飾鉻局部發灰,無法生產,懷疑鍍液故障,反復加硫酸、碳酸鋇調整一兩天,均無法解決。分析原因,鍍液成分不可能突變,懷疑硅整流管有損壞造成波形殘缺而增大紋波。用鉗形電流表測定各整流管電流,發現斷路2支,更換新管后,故障。
鍍微裂紋硬鉻,輸出紋波過大時,裂紋不細密且分布不均勻。
采用脈沖電鍍鉻,也可得到優良的鍍層。研究表明,當采用工藝條件為:頻率1000Hz,占空比通:斷=1/5,平均電流密度40A/dm2,30度溫度,獲得的鍍鉻層耐磨性提高三倍;耐腐蝕性提高5倍。
2.2 光亮酸性鍍銅
一般情況下,光亮鍍銅都有一個規律:從赫爾槽試片上看,陰極電流密度越大的地方,鍍層光亮整平性越好;電流密度越低,光亮整平性越差。試圖擴展低電流密度區光亮范圍,始終是電鍍工作者不斷追求的目標。需要從光亮劑、工藝配方與工藝條件、設備等多方面入手。光亮酸性鍍銅是迄今光亮整平性好的鍍種之一。但在實踐中,采用同樣的配方、工藝條件,使用相同的光亮劑,得到的光亮整平性與光亮范圍,卻可能出現較大差異。究其原因,與所用直流電源輸出紋波系數大小有很大關系。據有關資料,二十多年前,國內在開發MN系列光亮酸性鍍銅添加劑時就已證實。規律是:輸出紋波系數越小,鍍層光亮整平性越好,光亮電流密度范圍越寬。而且,紋波越小,光亮劑的用量也會越小。遺憾的是時至今日并未引起電鍍工藝技術人員的重視。
運城稷山不銹鋼電解拋光廠宗旨:誠信立足,創新致遠,以 不銹鋼電解拋光質量求生存,以信譽求發展,贏得了各界用戶的好評,是目前理想的 不銹鋼電解拋光產品。公司實力和 不銹鋼電解拋光產品質量獲得業界的認可。運城稷山不銹鋼電解拋光廠歡迎各界朋友蒞臨參觀、指導和業務洽談。
在不銹鋼、鋁及其合金、有色金屬以及黑色 金屬的精加工工業生產中,電拋光已成為不可 缺少的表面加工法之一。例如金屬制品和鍍層 表面的精修裝飾加工,使制品表面的光潔度達 到很高的等級,尤其對事先進行過機械拋光的 零件可以達到鏡面般光澤,這對照明用具等反 光器材的生產是必不可少的。切削工具采用電拋光可其表面的變形層,增加刀具工作面 的光潔度,改善切削工具的工作條件,延長使用 壽命,避免機械磨光和拋光后可能造成刀具表 面金相組織變形,硬度降低,甚至出現裂紋的弊 病。千分尺、游標尺、柱狀量規等計量工具經電 拋光處理后,可滿足計量工具所需要的極高光 潔度和準確度的要求。在醫療器械工業中,電 拋光是不銹鋼縫合針、外科手術器的磨刃的理 想加工方法。對一些特制設備,用電拋光可制 得拉拔方法難以得到的直徑為幾微米的表面光 潔度高的釷、鈮、鈾絲,且經長時間放置其金屬 光澤也不會變暗。電拋光在金相磨片的制備方面也得到廣泛應用。生產實踐證明,零件原始 光潔度低時,電拋光后一般能提高光潔度1~2 級;原始光潔度高時,可提高光潔度2~3級。 但電拋光技術尚存在一些不足,如迄今還未找 到可經久使用、價格便宜并能拋光多種金屬的 通用電解液,現有的一些電解液成本高、使用周 期短,而且再生困難。因此,目前它的應用范圍 受到一定的限制。
選購電解拋光加工質量為本來運城市稷山縣找不銹鋼電解拋光廠(運城市稷山縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:姚先生-【17768165506】,地址:[寶安區沙井街道共和社區福和路先欲興大廈604]。











