
以下是:商丘市夏邑縣賣螺旋鋼管的生產廠家的產品參數【全通】以匠心打造多元場景產品,涵蓋睢縣螺旋鋼管精選貨源、永城螺旋鋼管產品細節、虞城螺旋鋼管規格型號全、睢陽螺旋鋼管產地批發、寧陵螺旋鋼管設備齊全支持定制、梁園螺旋鋼管庫存齊全廠家直供、民權螺旋鋼管貨源直銷等。賣螺旋鋼管的生產廠家,全通管道(商丘市夏邑縣分公司)quantong1364-6為您提供賣螺旋鋼管的生產廠家產品案例,聯系人:銷售部 王經理,電話:【177681665506】、【177681665506】,供應服務范圍覆蓋:河南省、商丘市、夏邑縣、梁園區、睢陽區、民權縣、睢縣、寧陵縣、柘城縣、虞城縣、永城市。 河南省,商丘市,夏邑縣 夏邑縣,隸屬河南省商丘市。位于河南省東部,隴海鐵路南側。東部和南部與永城市為鄰,西部和北部與虞城縣接壤,西南部與亳州市譙城區交界,東北部與碭山縣毗連,總面積1486平方公里。2022年,夏邑縣常住人口90.31萬人。截至2022年10月,夏邑縣轄13個鎮、11個鄉,縣政府駐縣府西路399號。
想要更直觀地感受賣螺旋鋼管的生產廠家產品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!
以下是:商丘夏邑賣螺旋鋼管的生產廠家的圖文介紹
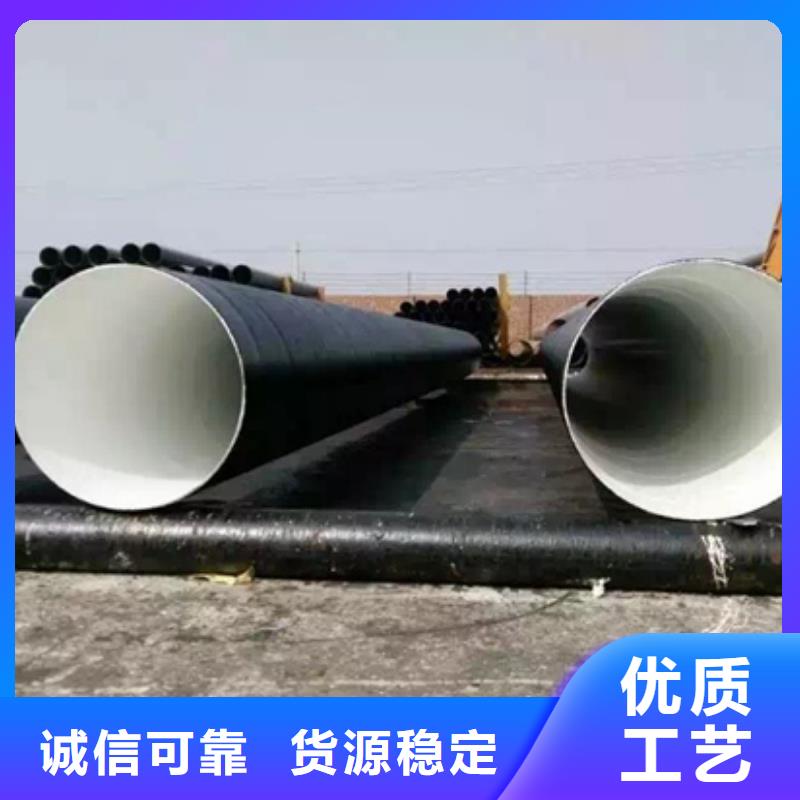
我國制造螺旋焊管已有多年的歷史,螺旋焊管出現于1888年,1960年出現雙面焊接后其焊縫質量大為提高。就螺旋焊鋼管機組主要用于生產鋼管外徑219~1220mm,壁厚為5~16mm,長度為6-35m輸送管道用鋼管,管樁和和某些機械結構用管。現在國內生產的螺旋焊鋼管規格外徑已經可以達到3620mm。我國制造螺旋鋼管多以口徑1.8米以下居多,絕大多數為1220以下管徑,國內個別廠家可達到2500mm,極少數廠家可達3200mm,以往在搜索引擎中找不到口徑究竟有多大,滄州全通管道有限公司生產的螺旋焊管直徑可達3620mm,從此,創下了國內大口徑螺旋焊管口徑3620mm的記錄。如今,在搜索引擎中到處宣傳的口徑都是3620mm。螺旋管的常用標準一般分為:SY/T5037-2000(部標、也叫普通流體輸送管道用螺旋縫埋弧焊鋼管)、GB/T9711.1-1997(國標、也叫石油天然氣工業輸送鋼管交貨技術條件部分:A級鋼管(要求嚴格的有GB/T9711.2B級鋼管))、API-5L(美國石油協會、也叫管線鋼管;其中分為PSL1和PSL2兩個級別)、SY/T5040-92(樁用螺旋縫埋弧焊鋼管)。折疊分類承壓流體輸送用螺旋縫埋弧焊管主要用于輸送石油、天然氣的管線,鋼管承壓能力強,塑性好,便于焊接和加工成型;一般低壓流體輸送用螺旋縫埋弧焊鋼管采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。
d.整條生產線的全部設備具備與計算機數據采集系統聯網的功能,實現數據即時傳輸,由中央控制室對生產過程中的技術參數。堆放原則要求:1、螺旋鋼管堆碼的原則要求是在碼垛穩固、確保的前提下,做到按品種、規格碼垛,不同品種的材料要分別碼垛,防止攪渾和相互侵蝕;2、禁止在螺旋鋼管垛位四周存放對鋼材有侵蝕作用的物品;3、螺旋鋼管垛底應墊高、堅固、平整,防止材料受潮或變形;4、同種材料按入庫先后分別堆碼;5、露天堆放的螺旋鋼管型鋼,下面必需有木墊或條石,垛面略有傾斜,以利排水,并留意材料安放平直,防止造成彎曲變形;6、螺旋鋼管堆垛高度,人工功課的不超過1.2m,機械功課的不超過1.5m,垛寬不超過2.5m7、垛與垛之間應留有一定的通道,檢查道一般為0.5m,出入通道視材料大小和運輸機械而定,一般為1.5~2.0m;8、露天堆放角鋼和槽鋼應俯放,即口朝下,工字鋼應立放,鋼材的I槽面不能朝上,以免積水生銹;9、垛底墊高,若倉庫為向陽的水泥地面,墊高0.1m即可;若為泥地,須墊高0.2~0.5m。若為露天場地,水泥地面墊高0.3~0.5m,沙泥面墊高0.5~0.7m。質量檢測:螺旋鋼管在出廠之前應做機械性能試驗和壓扁試驗以及擴口試驗,并要達到標準規定的要求。直縫鋼管的質量檢測方法如下:1、從表面上判斷,也就是在外觀檢驗。
但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。螺旋鋼管螺旋鋼管廠家螺旋鋼管生產廠家,因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。大口徑螺旋鋼管是一種籠統的叫法,一般是指直徑大于1米的螺旋鋼管。螺旋鋼管是用鋼帶經過彎曲成型,然后經焊接制成。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為12米,常要求定尺交貨。螺旋鋼管的規格用公稱口徑表示(毫米),公稱口徑與實際不同,按規定壁厚有普通鋼管和加厚鋼管兩種。螺旋鋼管螺旋鋼管廠家螺旋鋼管生產廠家生產效率高,成本低,快速連續生產的特點,直縫鋼管具有工藝相對簡單。民用建筑石化輕工等部門有廣泛用途.多用于輸送低壓流體或做成各工程構件及輕工產品。直縫鋼管是通過高頻焊接機組將一定的規格的長條形鋼帶卷成圓管狀并將直縫焊接而成鋼管。直縫高頻焊接鋼管的生產工藝流程直縫鋼管是通過高頻焊接機組將一定的規格的長條形鋼帶卷成圓管狀并將直縫焊接而成鋼管。鋼管的形狀可以是圓形的也可以是方形或異形的取決于焊后的定徑軋制。焊接鋼管的資料主要是低碳鋼及低合金鋼或其他鋼材。螺旋鋼管螺旋鋼管廠家螺旋鋼管生產廠家直縫鋼管高頻焊接的生產工藝流程如下:使焊縫邊緣的鋼材局部加熱到熔融狀態,高頻焊接中國鋼管信息港中國鋼管信息港高頻焊接是根據電磁感應原理和交流電荷在導體中的趨膚效應、鄰近效應和渦流熱效應。
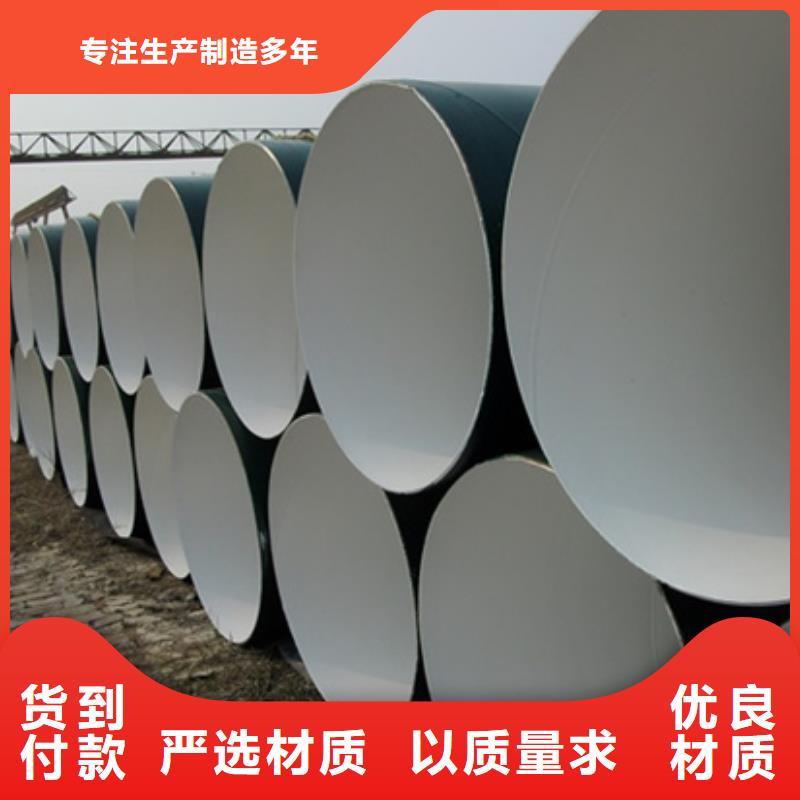
對于高純度金屬,出于不存在第二相顆粒,雙金屬耐磨復合鋼管因此不會產:生微小孔洞、沿移的結果僅僅仗得表面積不斷增大,后形成滑移面分離的斷面。防腐鋼管旋壓復合技術是在專用設備控制下,復壓輪旋轉與內襯管摩擦產生熱能,迅速達到不銹鋼軟化點,壓輪向外擠壓使外管發生彈性變形,二者產生過盈配合,實現緊密結合。從金屆組織學的角度看,斷裂又分為穿晶斷裂和沿品斷裂。大口徑埋弧焊接鋼管主要的腐蝕就是生銹。而生銹一般都是同空氣和水分有關。熱鍍法是將鋼鐵材料經預處理后浸入液態金屬鋅中,經過鐵與鋅形成鐵鋅化合物,然后在鐵鋅合金層表面生成純鋅層。無縫鋼管具有中空截面,大量用作輸送流體的管道,鋼管與圓鋼等實心螺旋鋼管相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面螺旋鋼管,廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。機械鍍鋅是20世紀50年代發明,80年代進入工業應用的一種新型表面處理防腐技術。其典型工藝是把經過表面預處理的工件放入轉動的滾筒中,加入水和沖擊介質(如玻璃丸);在轉動滾筒內形成一個具有碰撞和搓碾作用的流態環境。根據預定的鍍層厚度加入鋅粉和活化劑,在化學藥劑和機械碰撞的共同作用下形成鍍層。由此可見,機械鍍鋅既沒有高溫下的化學冶金反應,也沒有外電場作用下的電解沉積效應,僅僅靠運動介質使鋅粉與螺旋鋼管表面“冷焊”在一起,是一種完全不同于傳統工藝的全新工作原理。
商丘夏邑全通管道有限公司坐落于我省經濟實力和發展活力的腹地—商丘夏邑,得天獨厚的地理優勢,市場優勢的地位,促使商丘夏邑工業強勢發展;應 螺旋鋼管發展趨勢,我公司本著“用戶至上,勇于創新”的企業方針,發揚求真務實的開拓精神,不斷引進國內外先進的 螺旋鋼管技術, 螺旋鋼管產品性能已逐步同國際市場接軌,成功案例遍布全國20個省份。
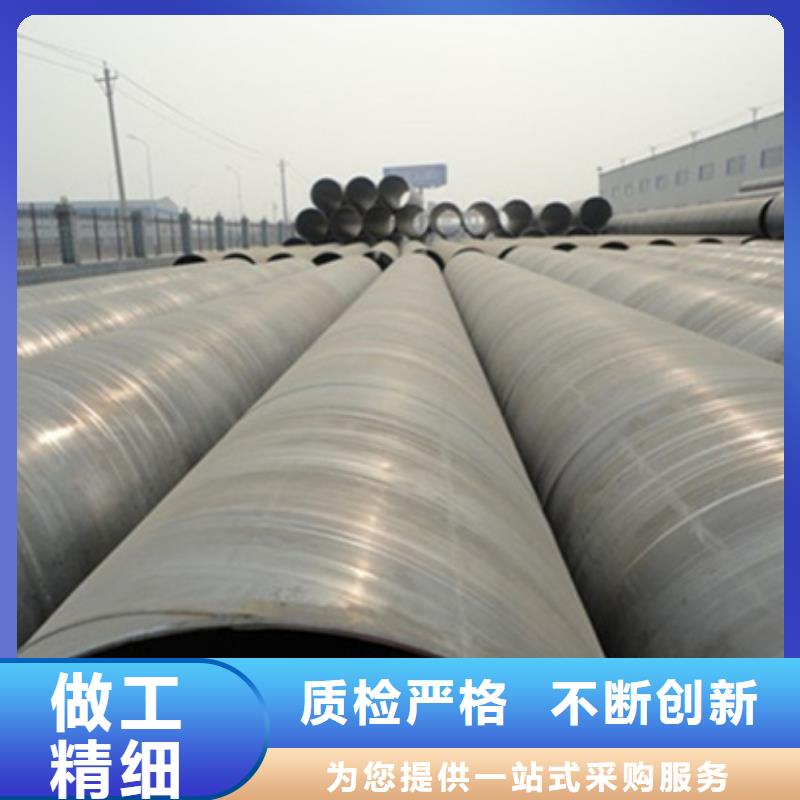
螺旋鋼管焊接方式為埋弧焊;成型工藝,前擺式斷續生產;機組速度,0.5--3m/min;焊接速度,0.5--3m/min。機組由開卷機、矯正機、對中裝置、液壓剪、銑焊機、圓盤剪、銑邊機、板面清掃設備、遞送機、板邊預彎設備、成型機、內焊、外焊、飛邊、撥出、倒渣、補焊、平頭倒棱、水壓檢驗、成品檢驗、除油收集組成。螺旋鋼管的埋弧焊接全過程如下:螺旋鋼管-埋弧焊的原理:埋弧焊是利用電弧熱能進行焊接的,與手工焊條電弧焊不同的是:埋弧焊的焊絲是裸露的,上面沒有涂料,埋弧焊的確焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下燃燒的。焊絲與工件接觸,按下啟動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧引燃,焊接小車向前進,焊絲連續下向輸送,維持電弧在焊劑層下燃燒,在電弧下方形成焊接熔池。在電弧周圍,焊劑熔化形成一個空洞,。這個空洞和熔池不斷前進,而熔池后方的金屬凝固,形成連續的焊縫。這個過程由于是在焊劑下進行的,因此,我們用肉眼是看不到的。借助于X射線攝影可以看到。由于螺旋鋼管采用埋弧自動焊的焊接技術,除了此種的生產效率高;生產輔助時間少,節省了換焊條的時間;焊接條件干凈無飛濺,節省了清理的時間;焊縫質量高。也為螺旋鋼管廠的交貨提供了必要的條件,使得量大的螺旋鋼管生產時間得到保證,因此還是被廣泛采用著。
在商丘市夏邑縣采買賣螺旋鋼管的生產廠家到全通管道(商丘市夏邑縣分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。供應服務范圍覆蓋河南省 商丘市 梁園區、睢陽區、民權縣、睢縣、寧陵縣、柘城縣、虞城縣、夏邑縣、永城市,聯系人:銷售部 王經理-【177681665506】。
















