
以下是:玉林市博白縣鑄鐵型材訂購找大品牌的產品參數
產品參數 發貨期限 電議 供貨總量 電議 運費說明 電議 產品名稱: 鑄鐵型材 生產工藝: 水平連鑄 產品優勢: 無氣孔 砂眼 無夾雜 產地: 山東 產品用途: 機械加工/精密制造 產品價格: 議價 范圍 鑄鐵型材找大品牌供應范圍覆蓋廣西省、玉林市、博白縣、玉州區、容縣、陸川縣、興業縣、北流市等區域。 【億錦天澤】為客戶提供多樣化產品,包括陸川灰口鑄鐵棒質優價廉、容縣灰口鑄鐵棒定金鎖價、玉州灰口鑄鐵棒有實力有經驗、北流灰口鑄鐵棒供應采購等,適配多元場景需求。鑄鐵型材訂購找大品牌,億錦天澤鋼鐵(玉林市博白縣分公司)專業從事鑄鐵型材訂購找大品牌,聯系人:邢濤,電話:【0527-88266888】、【17768165506】,以下是鑄鐵型材訂購找大品牌的詳細頁面。 廣西壯族自治區,玉林市,博白縣 博白縣古稱白州,是玉林市融入廣西北部灣經濟區的“橋頭堡”和主通道,是世界大客家人口聚居縣、全國縣域發展潛力百強縣(市)、全國鄉村振興百強縣、中國民間文化藝術之鄉、中國雜技之鄉、中國桂圓之鄉、中國編織工藝品之都。空心菜、桂圓、那林魚是地理標志產品。博白縣下轄28個鎮、317個行政村、42個社區,面積3835平方公里,人口約200萬。
想要一睹鑄鐵型材訂購找大品牌產品的風采嗎?這個視頻將用直接的方式展示產品的卓越性能,保證讓您大飽眼福。
以下是:玉林博白鑄鐵型材訂購找大品牌的圖文介紹玉林博白億錦天澤鋼鐵有限公司服務承諾
1、在客戶正常的儲運、保養、使用條件下,因【灰口鑄鐵棒】產品的制造質量問題而不能正常使用時,提供三包(保修、包退、包換)服務。
2、在接到【灰口鑄鐵棒】質量信息反饋時,將在24小時內提出處理意見,并做到100小時內趕到現場處理問題,待正常運轉后,再分析原因,明確責任。
3、為出廠【灰口鑄鐵棒】產品提供必要的技術文件和產品合格。
4、根據客戶需求或協議及時提供備品、備件和安裝、調試、維修服務及對客戶有關人員進行技術培訓。
灰鑄鐵的力學性能與基體的組織和石墨的形態有關。灰鑄鐵中的片狀石墨對基體的割裂嚴重,在石墨尖角處易造成應力集中,使灰鑄鐵的抗拉強度、塑性和韌性遠低于鋼,但抗壓強度與鋼相當,也是常用鑄鐵件中力學性能差的鑄鐵。同時,基體組織對灰鑄鐵的力學性能也有一定的影響,鐵素體基體灰鑄鐵的石墨片粗大,強度和硬度 ,故應用較少;珠光體基體灰鑄鐵的石墨片細小,有較高的強度和硬度,主要用來制造較重要鑄件;鐵素體一珠光體基體灰鑄鐵的石墨片較珠光體灰鑄鐵稍粗大,性能不如珠光體灰鑄鐵。故工業上較多使用的是珠光體基體的灰鑄鐵。 其他性能 灰鑄鐵具有良好的鑄造性能、良好的減振性、良好的耐磨性能、良好的切削加工性能、低的缺口敏感性。熱處理 灰鑄鐵型材的熱處理后只能改變基體組織,不能改變石墨的形態,因而不可能明顯提高灰鑄鐵件的力學性能。灰鑄鐵的熱處理主要用于鑄件內應力和白口組織,穩定尺寸,改善切削加工性能,提高表面硬度和耐磨性等。內應力退火 用以鑄件在凝固過程中因冷卻不均勻而產生的鑄造應力,防止鑄件產生變形和裂紋。其工藝是將鑄件加熱到500~600℃,保溫一段時間后隨爐緩冷至150~200℃以下出爐空冷,有時把鑄件在自然環境下放置很長一段時間,使鑄件內應力得到松弛,這種方法叫“自然時效”,大型灰鑄鐵件可以采用此法來鑄造應力。< 石墨化退火 在鑄鐵中加入硅、鋁、鉻等合金元素,使鑄鐵表面形成一層致密的SiOAl2OCr2O3氧化膜,保護內層不被氧化。 獲得單相鐵素體或奧氏體基體,使其不發生相變,減少因相變而引起的鑄鐵體積膨脹。 常用耐熱鑄鐵有中硅耐熱鑄鐵、中硅球墨鑄鐵、高鋁耐熱鑄鐵、高鋁球墨鑄鐵、低鉻耐熱鑄鐵和高鉻耐熱鑄鐵等,主要用于制造板、換熱器、坩堝爐、鍋爐、高爐等工業用爐的耐熱零件。 耐蝕鑄鐵。造成金屬腐蝕的主要形式是電化學腐蝕,提高鑄鐵耐蝕性的主要途徑是合金化。在鑄鐵中加入硅、鋁、鉻等元素能在鑄鐵表面形成一層連續致密的保護膜;加入鉻、硅、鉬、銅、鎳等元素,可提高鐵素體的電極電位;通過合金化還可獲得單相金屬基體,減少鑄鐵中的電池,這些措施均可有效地提高鑄鐵的耐蝕性。以白口組織,降低硬度,改善切削加工性能。方法是將鑄件加熱到850~900℃,保溫2~5小時,然后隨爐緩冷至400~500℃,再出爐空冷,使滲碳體在保溫和緩冷過程中分解而形成石墨。表面淬火 提高表面硬度和延長使用壽命。如對于機床導軌表面和內燃機汽缸套內壁等灰鑄鐵件的工作表面,需要有較高的硬度和耐磨損性能,可以采用表面淬火的方法。常用的方法有高(中)頻感應加熱表面淬火和接觸電阻加熱表面淬火鑄鐵類別
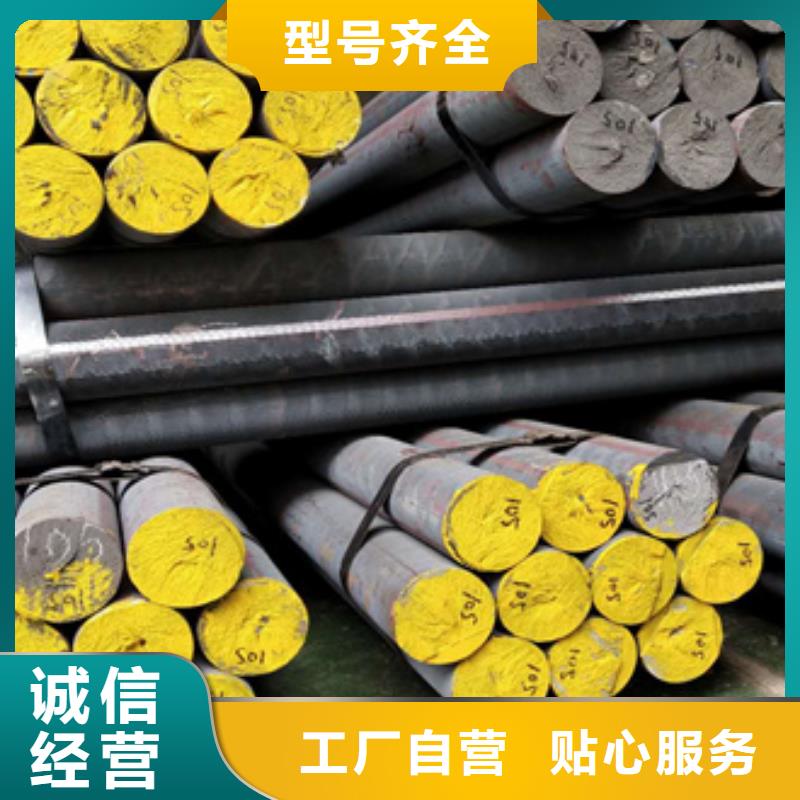
球墨鑄固過程中的體積變化模式,分析認為球墨鑄鐵是需要外部補縮的.提出球墨鑄鐵的補縮應充分考慮具體鑄件及實際生產條件.詳細闡述不同鑄型條件下,不同模數的球墨鑄鐵件的通用冒口、控制壓力冒口及全壓力冒口的選擇方法.重點討論了球墨鑄鐵冒口補縮中的鑄件模數、凝固順序及冒口位置、補縮通道及溫度梯度、孤立熱節的補縮、冶金質量及孕育處理等若干關鍵問題.
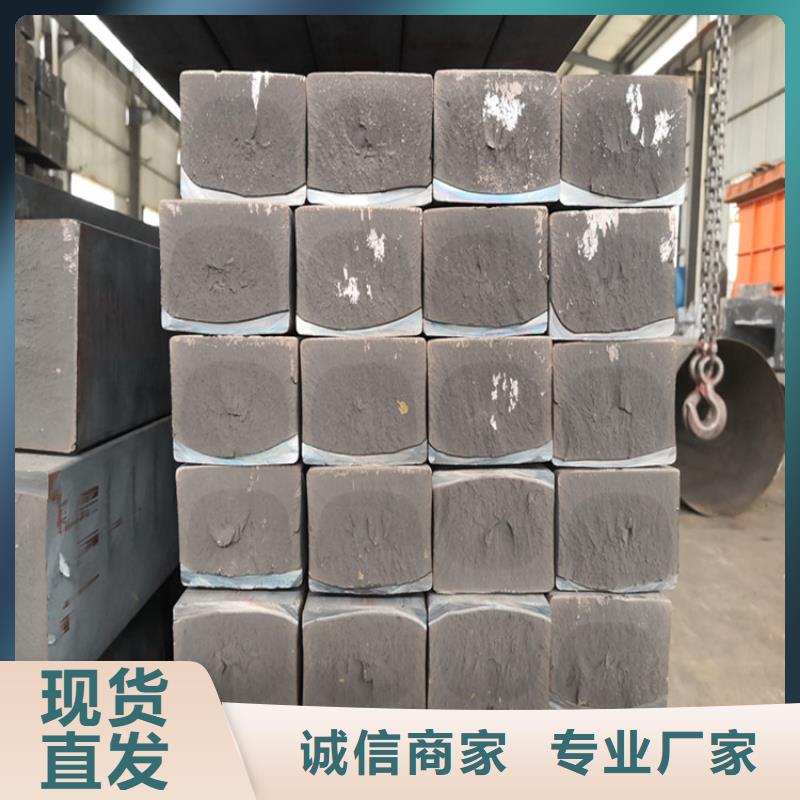
對出現在鑄鐵型材內部的夾雜缺陷,進行了地研究分析,明確了夾雜物的分布規律、元素組成、來源及形成原因,并就如何控制該缺陷的產生給出了相關的建議。對大斷面型材表面出現的疤皮缺陷,分析了形成原因,討論了影響其形成的因素,并提出了能有效疤皮缺陷的措施。
優化設計后得到的鑄鐵型材新生產線,能夠滿足大尺寸為400mm的鑄鐵型材的生產,且生產鑄鐵型材的工序簡化,各設備的結構組成更為簡單合理.鑄鐵型材中的夾雜物主要聚集分布在其中心線上方約3/4半徑處,其中大尺寸的夾雜物主要來源于球化和孕育處理,因此解決鑄鐵型材內部夾雜問題的關鍵是控制球化和孕育處理的相關參數.對于鑄鐵型材表面存在的疤皮缺陷,生產實踐證明,采取提高鐵水溫度、保證鐵水純凈度、適當提高拉拔速度、改進爐膛底部結構及阻斷結晶器兩段石墨套間橫向傳熱的舉措能夠有效地。孕育處理是提高鑄鐵性能的行之有效的手段.對激冷鑄鐵凸輪軸組織有非常重要的影響.通過在金屬液中分別加入Si-Ba孕育劑和稀土La,研究了不同孕育劑對激冷鑄鐵凸輪軸的孕育情況.實驗發現,Si-Ba孕育劑和稀土La都能減小白口層深度,并且隨著孕育劑加入量的增加,凸輪軸萊氏體組織含量明顯減小.
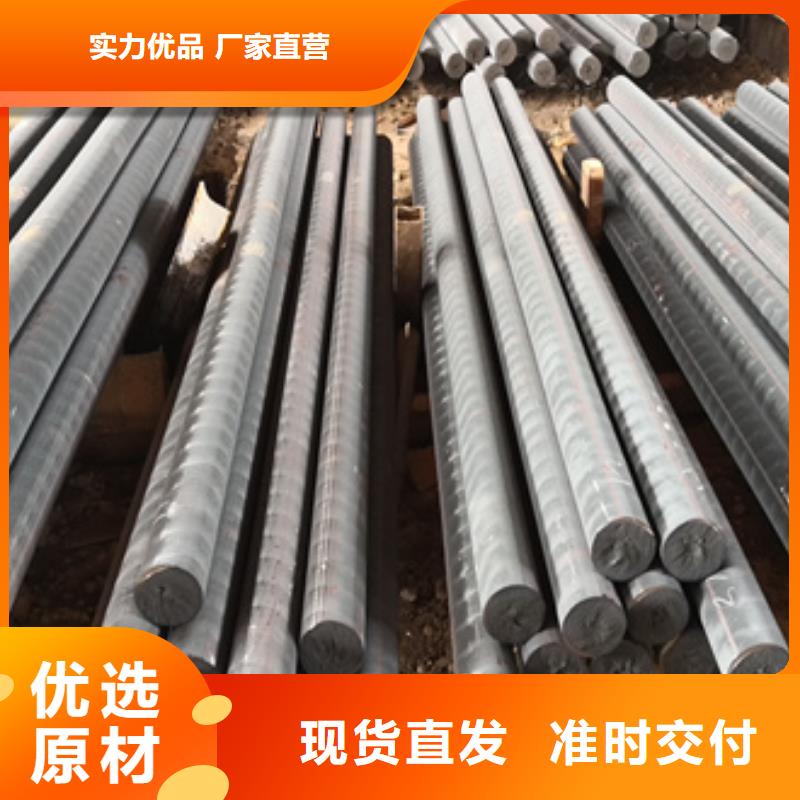
通過化學成分的控制和對工藝的調整,獲得D型石墨,并對微觀組織、力學性能、耐高溫性能進行研究,以提高玻璃模具的使用壽命。(1)通過對C、Si和合金元素成分的選擇和控制,研究了化學成分對D型石墨鑄鐵微觀組織的影響。
對出現在鑄鐵型材內部的夾雜缺陷,進行了地研究分析,明確了夾雜物的分布規律、元素組成、來源及形成原因,并就如何控制該缺陷的產生給出了相關的建議。對大斷面型材表面出現的疤皮缺陷,分析了形成原因,討論了影響其形成的因素,并提出了能有效疤皮缺陷的措施。
優化設計后得到的鑄鐵型材新生產線,能夠滿足大尺寸為400mm的鑄鐵型材的生產,且生產鑄鐵型材的工序簡化,各設備的結構組成更為簡單合理.鑄鐵型材中的夾雜物主要聚集分布在其中心線上方約3/4半徑處,其中大尺寸的夾雜物主要來源于球化和孕育處理,因此解決鑄鐵型材內部夾雜問題的關鍵是控制球化和孕育處理的相關參數.對于鑄鐵型材表面存在的疤皮缺陷,生產實踐證明,采取提高鐵水溫度、保證鐵水純凈度、適當提高拉拔速度、改進爐膛底部結構及阻斷結晶器兩段石墨套間橫向傳熱的舉措能夠有效地。結果表明:C、Si是影響D型石墨形成的主要因素,Ti、Cr、Cu有利于促進D型石墨的形成;D型石墨鑄鐵玻璃模具適宜的化學成分范圍為:3.2~3.5%C、2.2~3.0%Si、0.2%Ti、0.54~0.89%Mn、<0.05%S、<0.1%P、0.49~0.54%Cr、0.35~0.65%Cu;當含Ti量在0.1~0.3%之間變化時,隨著含Ti量的增加,D型石墨增多。在此成分范圍內獲得的D型石墨鑄鐵的力學性能為:硬度HB范圍為217~285,抗拉強度MPa,范圍為246~285。
鑄鐵型材訂購找大品牌_億錦天澤鋼鐵(玉林市博白縣分公司),固定電話:【17768165506】,移動電話:【0527-88266888】,聯系人:邢濤,開發區鳳凰工業園。







