
以下是:三門峽市義馬市波形護欄工廠的產品參數
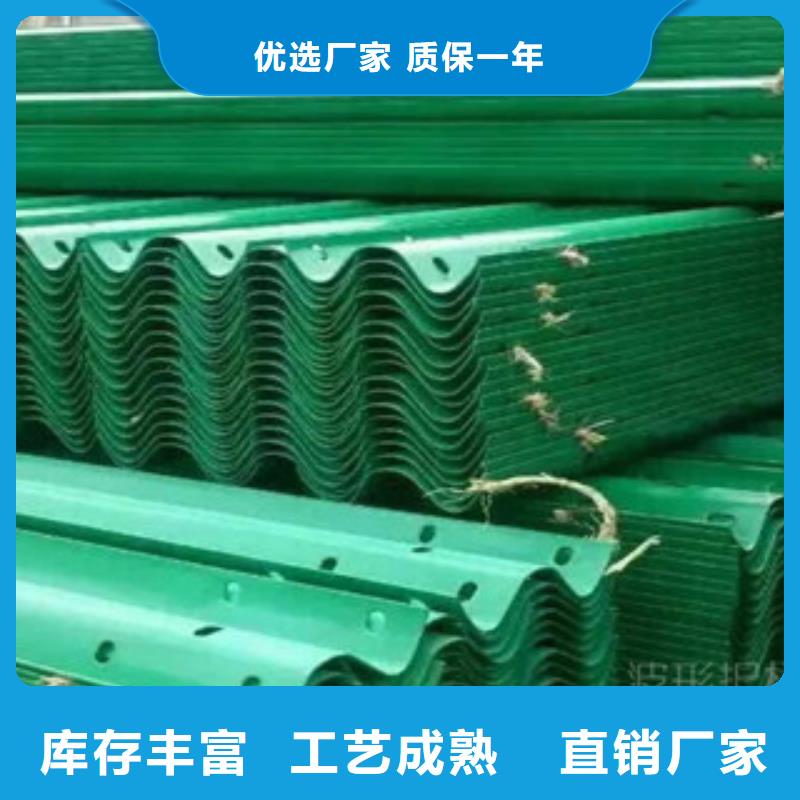
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 名稱 波形護欄板 產地 山東 規格 4320*310*85*4 防腐 熱鍍鋅 防腐 熱鍍鋅噴塑、浸塑、環氧鋅基 范圍 波形護欄工廠供應范圍覆蓋河南省、三門峽市、義馬市、湖濱區、澠池縣、陜縣、盧氏縣、靈寶市等區域。 【潤安】業務覆蓋多領域場景,主營盧氏木紋磚印花護欄品質商家、澠池木紋磚印花護欄追求細節品質、陜縣木紋磚印花護欄質檢合格發貨、湖濱木紋磚印花護欄源頭工廠、靈寶木紋磚印花護欄供您所需等產品服務。波形護欄工廠,潤安交通設施工程(三門峽市義馬市分公司)bxhl183-6為您提供波形護欄工廠產品案例,聯系人:張經理,電話:【13306355338】、【13306355338】,供應服務范圍覆蓋:河南省、三門峽市、義馬市、湖濱區、澠池縣、陜縣、盧氏縣、靈寶市。 河南省,三門峽市,義馬市 2022年,義馬市地區生產總值158.16億元,其中,產業增加值1.83億元,第二產業增加值102.60億元,第三產業增加值53.74億元。三次產業結構為1.1:64.9:34.0。人均地區生產總值116421元。
不要猶豫,點擊播放我們的波形護欄工廠產品視頻,讓每一幀畫面都為您揭示產品的獨特之處,帶給您前所未有的驚喜。
以下是:三門峽義馬波形護欄工廠的圖文介紹
護欄板、高速波形護欄板、公路波形護欄板、防撞護欄板、高速公路護欄板、波形護欄板、波形防撞護欄板、波形梁鋼護欄、定尺非標國標護欄立柱、鋼欄加工、非標護欄立柱、波形鋼護欄等在公路上,當這條公路帶運用的時分護欄板的效果就可以間隔兩條道,起到的是十分好的間隔的效果,一起還可以起到的效果就是防護。 施工方案 嚴格按招標文件要求選購材料,所有鋼材按招標文件要求必須有材料質量證明。波形梁鋼護欄的所用鋼構件均采用熱浸鍍鋅進行金屬防腐處理,度螺栓進行熱浸鍍鋅處理后對度螺栓連接表面要涂黃油,并進行磷化潤滑處理,在出廠時應密封包裝,以防運輸、保存期間生銹或弄臟。 總的施工順序為先單面護欄后雙面護欄, 防眩設施安裝,采用分段施工,逐段連接,按段自檢,實施全過程質量控制,確保全線優質完工。 施工隊設置打樁隊1組,安裝隊1組,測量隊1組,維修隊1組,運輸隊1組,共計10人。擬配備打樁機1臺,交流電焊機1臺,載重汽車1輛
Gr-B-4E,Gr-B-4C,Gr-B-2E,Gr-B-2C,Gr-A-2C 。 波形護欄板,重慶公路護欄,貴州公路護欄,廣西公路護欄,陜西公路護欄,綿陽公路護欄,成都波形護欄廠家,成都波形護欄價格 Gr-B-4E 路側B級雙波波形梁護欄 立柱間距4m,打入式 Gr-B-2E 路側B級雙波波形梁護欄,立柱間距2m,打入式 Gr-B-4C 路側B級雙波波形梁護欄, 立柱間距4m,混凝土基礎 Gr-B-2C 路側B級雙波波形梁護欄, 立柱間距2m,混凝土基礎 Gr-A-4E 路側A級雙波波形梁護欄,立柱間距4m,打入式 Gr-A-2E 路側A級雙波波形梁護欄,立柱間距2m,打入式 Gr-A-4C 路側A級雙波波形梁護欄, 立柱間距4m,混凝土基礎Gr-A-2C 路側A級雙波波形梁護欄, 立柱間距2m,混凝土基礎Gr-SB-4E 路側SB級雙波波形梁護欄,立柱間距4m,打入式 Gr-SB-2E 路側SB級雙波波形梁護欄,立柱間距2m,打入式Gr-A-2B1 路側A級雙波波形梁護欄,立柱間距2m,預埋套筒式 Gr-SB-1B1 路側SB級三波波形梁護欄,立柱間距1m,預埋套筒式 Gr-Am-4E 中央分隔帶分設型Am級雙波波形梁護欄,立柱間距4m,打入式 Gr-Am-2E 中央分隔帶分設型Am級雙波波形梁護欄,立柱間距2m,打入式Gr-SBm-1B1 中央分隔帶分設型SBm級三波波形梁護欄,立柱間距1m,預埋套筒式 Grd-Am-2E 中央分隔帶組合型Am級雙波波形梁護欄,立柱間距2m,打入式Grd-Am-1B1 中央分隔帶組合型Am級雙波波形梁護欄,立柱間距1m,預埋套筒式 HDHL 中央分隔帶插拔式活動護欄 AT1-2 路側上游端頭,外展圓頭式 AT2 路側下游圓形端頭
三門峽義馬潤安交通設施工程有限公司的 木紋磚印花護欄產品在整個生產過程中受嚴格的質量保證體系控制,全程采用先進制作工藝,從原材料進廠、加工生產、組裝、調試都經過嚴格的檢驗,從而確保了 木紋磚印花護欄產品的質量。發揚“團結、拼搏、開拓、創新”的精神,跟蹤和引領市場需求,并本著高額投入、高科技裝備,服務于用戶的宗旨,向客戶提供優質的服務。
道路中央波形護欄板,高速公路兩側護欄板的防護作用也是十分重要的,在雨天、雪天等自然環境比擬惡劣的條件下,波形護欄板也可以很好的提示司機的正確行使。大大改善光線不好狀況下的行使視野。 熱鍍鋅(galvanizing) 也叫熱浸鋅和熱浸鍍鋅:是一種有效的金屬防腐方式,主要用于各行業的金屬結構設施上。是將除銹后的鋼件浸入500℃左右融化的鋅液中,使鋼構件表面附著鋅層,從而起到防腐的目的。 熱鍍鋅工藝流程:成品酸洗-水洗-加助鍍液-烘干-掛鍍-冷卻-藥化-清洗-打磨-熱鍍鋅完工 1、熱鍍鋅是由較古老的熱鍍方法發展而來的,自從1836年法國把熱鍍鋅應用于工業以來,已經有一百七十多年的歷史了。近三十年來,伴隨著冷軋帶鋼的飛速發展,熱鍍鋅工業得以大規模發展
波形護欄工廠_潤安交通設施工程(三門峽市義馬市分公司),固定電話:【13306355338】,移動電話:【13306355338】,聯系人:張經理,冠縣團結路。