


以下是:菏澤市定陶區螺旋鋼管廠家數十年行業經驗的產品參數【全通】業務覆蓋多元場景,提供以下產品和服務:單縣螺旋鋼管優質工藝、鄄城螺旋鋼管優選貨源、東明螺旋鋼管真實拍攝品質可靠、巨野螺旋鋼管廠家銷售等。螺旋鋼管廠家數十年行業經驗,全通管道(菏澤市定陶區分公司)為您提供螺旋鋼管廠家數十年行業經驗,聯系人:王總,電話:【0317-6309859】、【13932771377】。 山東省,菏澤市,定陶區 定陶區有仿山旅游區、官堌堆、戚姬寺、項梁墓、梁王臺、范蠡墓、左山寺、陶丘、定陶漢墓等景點。
不要錯過這部精心制作的螺旋鋼管廠家數十年行業經驗產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。
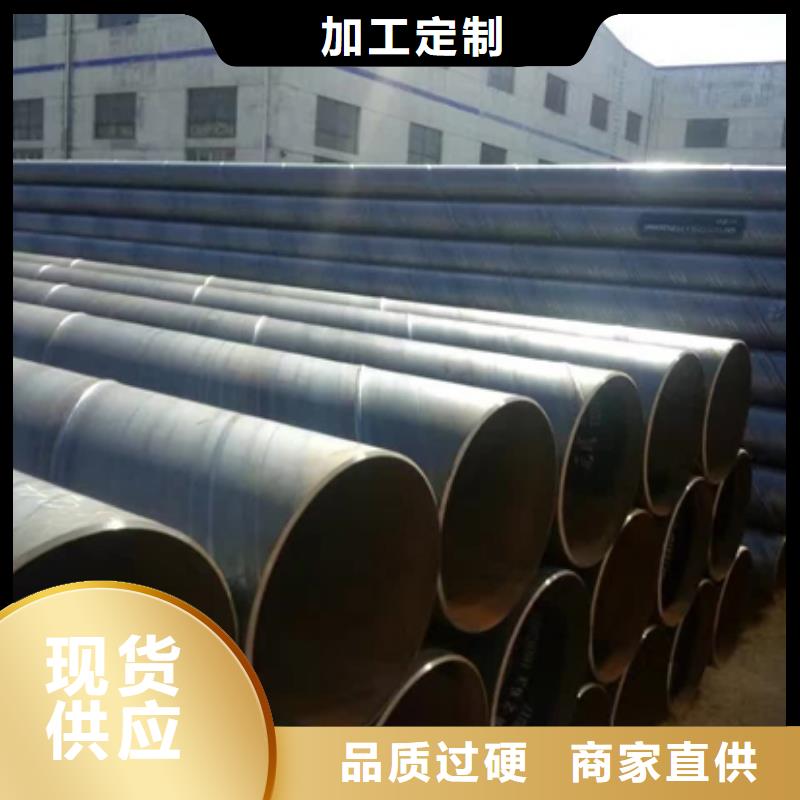
以下是:菏澤定陶螺旋鋼管廠家數十年行業經驗的圖文介紹
例如兩個直徑25毫米的鋼筋搭接,焊縫長度要到達25厘米或者25厘米以上。焊縫的小厚度為0.05d。焊縫寬度小為0.1d。才能達到焊接的要雙面埋弧焊:雙面埋弧焊管采用雙面埋弧螺旋焊接技術,將窄帶(板)卷連續焊接而成的鋼管。其在我國西氣東輸等油氣長輸管道工程中獲得了廣泛應用,是我國油氣長輸管道工程采用的主要管型。
鋼管成型過程中,鋼板變形均勻,殘余應力小,表面不產生劃傷。加工的鋼管在直徑和壁厚的鋼管尺寸規格范圍上,有更大的靈活性,尤其在生產高鋼級厚壁鋼管,特別是大口徑厚壁管方面具有其他工藝無法比擬的優勢,可滿足用戶在鋼管規格方面更多的要求;采用先預焊后內外焊(精焊)的工藝,可在位置實現焊接,不易出現錯邊、焊偏和未焊透等缺陷,容易控制焊接質量;進行整體機械擴徑,可有效地提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態,從而避免由于應力腐蝕造成的破壞,同時有利于現場的焊接施工;對鋼管進行9項的質量檢查,使鋼管生產的全過程均在有效的檢測、監控之下,有效地保證了埋弧焊鋼管產品質量;整條生產線的全部設備具備與計算機數據采集系統聯網的功能,實現數據即時傳輸,由中央控制室對生產過程中的技術參數和質量指標進行采質量其承壓能力高、阻力小、耐低溫、抗腐蝕、安裝維修方便等優點而越來越受到石油天然氣、礦漿輸送、城市建設等行業的歡迎,工藝流程首先進行全板超聲波檢驗。
在螺旋鋼管中,由于鋼帶的月牙彎、“s”彎,造成成型縫間隙的不均勻性,這就給焊接帶來困難,造成焊縫熔深的不穩定,同時也造成焊縫余高的變化,成型縫偏松時,焊縫熔深大,余高降低;成型縫偏緊時,焊縫熔深小,余高增加,所以在焊接過程中,解決此問題的辦法是:成型縫松時,減小焊接規范,成型縫緊時,加大焊接規范。但是,成型縫的間隙是在不斷變化的,靠人工肉眼觀察手動調節成型縫間隙的操作中,小的變化根本無法準確的監制,所以也就無法實現控制,只有變化到一定程度手動調節才能起作用,鱥砛這在螺旋鋼管內焊背面的發紅程度上表現的非常清楚,縫松時,紅線亮,嚴重時造成漏弧,甚至燒穿;縫緊時,紅線暗,螺旋鋼管焊縫的外觀表現為高低不平,寬窄不一,嚴重時,焊縫中間出現凹坑,所以好多螺旋鋼管生產廠家都采用成型縫間隙的自動控制來保持成型縫間隙的穩定。
在焊接規范的調整方面,應根據焊縫背面發紅的程度在小范圍內緩慢調整,否則易造成內焊熔深過淺或燒穿,形成未焊透或外觀質量的不穩定。對于城市給排水工程而言,由于存在的供水管道類型較多,每一種管道的施工都有著明顯的差異。但是,幾乎所有的管道安裝流程大致相同,都需要按照放樣、管溝等基本流程開展施工作業。那么,為了保證工程施工的有序實施,避免質量問題的發生,在正式開展給排水工程施工之前,施工單位要對施工圖紙要求進行的掌握,與設計人員之間充分做好技術交底工作,同時還要對施工機械和原材料質量進行嚴格的檢查,確認施工現場水位的正常,制定出合理的材料運輸路線。
科技創新是菏澤定陶全通管道有限公司永續發展的不竭動力,公司有著一支強大的 螺旋鋼管技術科研團隊,公司數個以研究生為主的 螺旋鋼管項目研發團隊不斷取得技術上的進步。可以期待… 謝謝您,我們的朋友與伙伴,一路走來對公司的支持與鼓勵!感恩的心,感謝有您! 將以更多符合社會期待的 螺旋鋼管產品回報客戶和社會!
螺旋鋼管在直徑和壁厚的尺寸規格范圍上有更大的靈活性,尤其在生產高鋼厚壁管,特別是中小口徑厚壁管方面具有其他工藝無法比擬的優勢可滿足用戶在螺旋鋼管規格方面更多的要求。
采用先進的雙面埋弧焊的工藝不易出現錯邊、焊偏和未焊透等缺陷。全過程均在有效的檢測、監控之下,有效地保證了產品質量。螺旋鋼管應用非常廣泛主要應用于自來水工程、石化工業、化學工業、電力工業、農業灌溉、城市建設,是我國開發的二十個重點產品之一。具體可應用到給水、排水。作氣體輸送用:煤氣、蒸氣、液化石油氣。結構用:作打樁管、作橋梁;碼頭、道路、建筑結構用管等領域。
螺旋鋼管生產流程詳細介紹:嚴格檢驗原材料質量。帶鋼頭尾對接采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接質量。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根。切成單根鋼管后,每批鋼管都要進行嚴格的檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。
螺旋鋼管廠家數十年行業經驗_全通管道(菏澤市定陶區分公司),固定電話:【13932771377】,移動電話:【0317-6309859】,聯系人:王總,鹽山縣城南開發區。











