
以下是:綏化市安達市無縫管-歡迎來廠考察的產品參數【華聶】業務覆蓋多元場景,提供以下產品和服務:肇東圓鋼品質可靠、慶安圓鋼優選好材鑄造好品質、望奎圓鋼質量無憂、青岡圓鋼精選廠家好貨、綏棱圓鋼質量層層把關、蘭西圓鋼實拍展現等。無縫管-歡迎來廠考察,華聶金屬材料(綏化市安達市分公司)為您提供無縫管-歡迎來廠考察,聯系人:李寧,電話:【0635--8887875】、【15006385855】。 黑龍江省,綏化市,安達市 安達,源自滿蒙語言“諳達、俺答”,是“朋友、貴客”的意思,也是蒙古兄弟情義文化的代名詞。唐代,安達地方正式納入中國版圖。1965年3月27日,國務院全體會議第154次會議決定恢復安達縣建制。1984年11月17日,國務院批準撤銷安達縣,設立安達市(縣級)。截至2021年10月,安達市轄4個街道、13個鎮、1個鄉,另轄4個鄉級單位;市人民政府駐安達鎮。
以下是無縫管-歡迎來廠考察的現場實拍視頻,讓您更好地了解產品的優點和特點不容錯過。以下是:綏化安達無縫管-歡迎來廠考察的圖文介紹
綏化安達華聶金屬材料有限公司主營: 圓鋼。 公司產品質量過關,價格優惠,歡迎來電咨詢,相信我們精心的努力,完善的服務體系,一定會得到大眾的認同。我們始終奉行“質量di yi、誠信為本、開拓進取、客戶至上”的經營理念為宗旨,并熱情歡迎新老客戶與我們建立長久的業務,謀求雙贏。 z u i主要的是我們價格很優惠,質量很過關!量大的還可以價格從優!總之我們的服務宗旨是質量di yi,薄利多銷!李寧
鋼管分為 無縫鋼管和焊接鋼管。無縫鋼管生 產過程是將實心管坯或鋼錠穿成空 心的毛管,然后再將其軋制成所要 求尺寸的鋼管。采用的穿孔和軋管 方法不同,就構成了生產無縫鋼管 的不同方法。焊接鋼管生產過程是 將管坯(鋼板或帶鋼)彎曲成管狀, 再把縫隙焊接起來成為鋼管。因采 用的成型和焊接方法不同,就構成了生產焊接鋼管的不同方法。
無縫鋼管主要用熱軋法生產。 擠壓法主要用于生產難穿孔的低塑 性高合金鋼管或異型鋼管和復合金 屬管。冷軋和冷拔法可將熱軋管繼 續加工成小直徑和薄壁的鋼管。焊接鋼管工藝過程簡單、生產 效率高、成本低、產品品種日益擴 大。無縫鋼管和焊接鋼管主要生產 方法見表1、2。
表1 無縫鋼管和焊接鋼管生產方法
生產方法 基 本 工 序
穿 孔 軋管
熱
軋
法
在自動軋管機組上
軋制
圓管坯在二輥式穿孔機
上穿孔
在帶回送輥的二輥式軋
管機上帶短頂頭軋制
在周期軋管機組上
軋制
圓鋼錠或管坯在二輥式
穿孔機上穿孔;
方形或多角形鋼錠在水
壓機上穿孔
在帶變斷面孔型的周期
軋管機上帶長芯棒軋制
在連續式軋管機組
上軋制
圓管坯在三輥或二輥式
穿孔機上穿孔;
連鑄方坯或方鋼錠在二
輥式壓力穿孔機上穿孔
在7~9架連軋管機上長
芯棒軋制;
附帶張力減徑機
在三輥軋管機組上
軋制
圓管坯在二輥式穿孔機
上穿孔;
連鑄坯在三輥式穿孔機
上穿孔
在三輥式斜軋機上帶長
芯棒軋制
在延伸軋管機組上
軋制
在二輥式穿孔機上穿孔 在帶圓盤形拉力導輥的
二輥斜軋機上帶長芯棒
軋制
在行星式軋管機組
上軋制
采用鑄造空心管坯 在行星式軋管機上軋制
表2
生產方法 基 本 工 序
穿 孔 軋管
頂管法 在水壓機上沖成杯形毛
管
在頂管機上頂制
擠壓法 管坯加熱后在擠壓機上
擠壓成型
可繼續軋制或拔制
冷軋法 用熱軋管料在冷軋管機
上軋制
冷拔法 用熱軋或冷軋管料在冷
拔機上拔制
爐
焊
鏈式爐焊 加熱的管坯通過焊管模
成型
成型同時焊接
連續爐焊 加熱的管坯在輥式成型
焊接機上彎曲成型
成型同時焊接
電
焊
電阻焊 在輥式成型機上連續彎
曲成型
在電阻焊管機上焊接
電弧焊 在壓力機上壓制成型或
在輥式彎曲機上卷曲成
型(直縫),在成型機上連
續彎曲成型(螺旋縫)
在埋弧自動焊管機上焊
接
電感焊 在輥式成型機上連續彎
曲成型
在電感焊管機上焊接
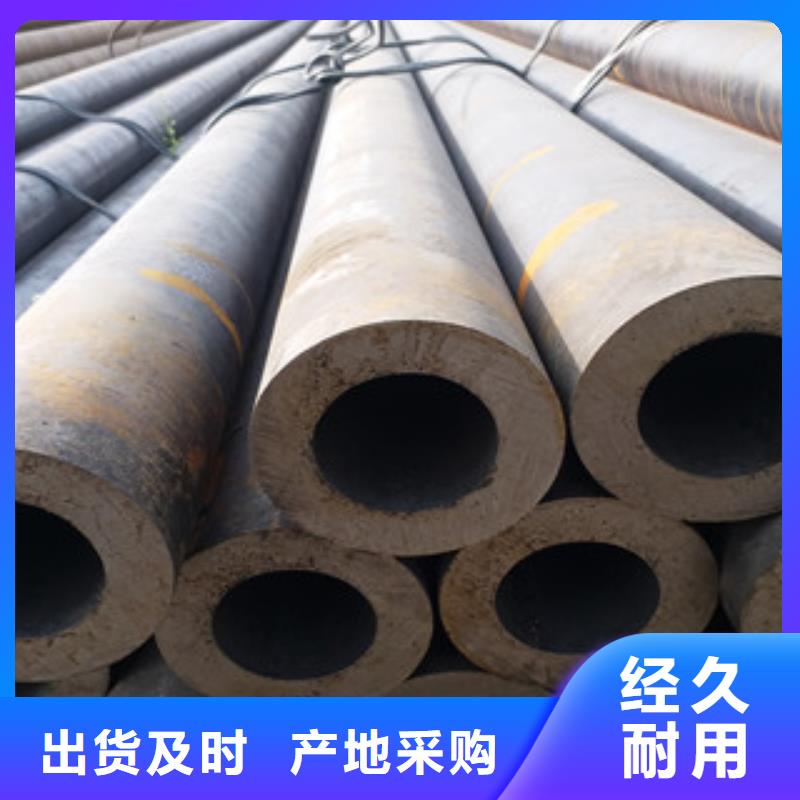
無縫鋼管
無縫鋼管用途很廣泛。一般用途的無縫鋼管由普通的碳素結構鋼、低合金結構鋼或合金結構鋼軋制,產量多,主要用作輸送流體的管道或結構零件。.2、根據用途不同分三類供應:a、按化學成分和機械性能供應;b、按機械性能供應;c、按水壓試驗供應。按a、b類供應的鋼管,如用于承受液體壓力,也要進行水壓試驗。3、專門用途的無縫管有鍋爐用無縫管、化工電力用,地質用無縫鋼管及石油用無縫管等多種。
無縫鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材。
廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,已廣泛用鋼管來制造。
生產工藝編輯
①熱軋無縫鋼管主要生產工序(△主要檢驗工序):
管坯準備及檢查△→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理△→成品管矯直→精整→檢驗△(無損、理化、臺檢) →入庫
②冷軋(拔)無縫鋼管主要生產工序:
坯料準備→酸洗潤滑→冷軋(拔)→熱處理→矯直→精整→檢驗
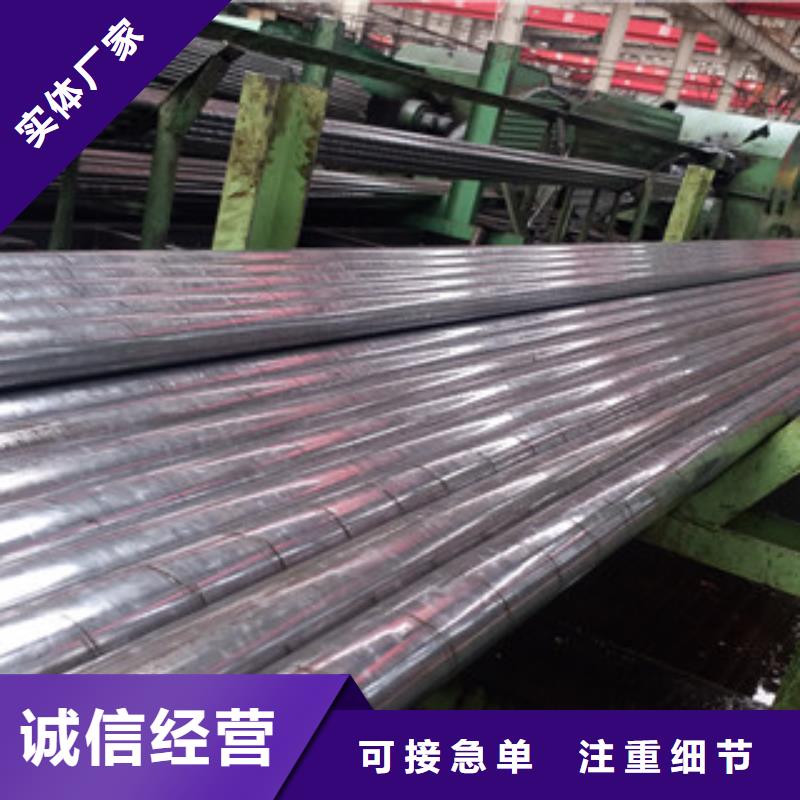
一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到相應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗,后貼上標簽、進行規格編排后放置到到倉庫當中。
結構管是一般結構用鋼管,簡稱結構管。
本標準代替GB/T8162-2008《結構用無縫鋼管》。本標準與GB/T8162-2008相比,主要變化如下:
結構管,此標準適用于一般結構、機械結構用無縫鋼管,流體無縫鋼管標準適用于輸送流體的一般無縫鋼管。它與結構無縫鋼管的主要區別是流體無縫鋼管逐根
進行液壓試驗或進行超聲波、渦流、漏磁探傷。因此,在壓力管道鋼管的標準選用上,不宜采用流體無縫鋼管。無縫鋼管表示方法為外徑,壁厚,厚壁無縫鋼管主要用于機械加工,煤礦,液壓鋼,等多種用途。厚壁無縫鋼管的材質分為10#、20#、35#、45# 16Mn、27SiMn、12Cr1MoV、10CrMo910、15CrMo、35CrMo等。 厚壁無縫鋼管分類——熱軋厚壁無縫鋼管、冷軋厚壁無縫鋼管、冷拔厚壁無縫鋼管、擠壓厚壁無縫鋼管、頂管。 結構用不銹鋼無縫鋼管(GB/T14975-1994)是廣泛用于化工、石油、輕紡、醫療、食品、機械等工業的耐腐蝕管道和結構件及零件的不銹鋼制成的熱軋(擠、擴)和冷拔(軋)無縫鋼管。
分層缺陷編輯
從機理看,一般認為管坯中的非金屬夾雜物會破壞45#結構鋼管的連續性和致密性,嚴重的夾雜甚至在45#結構鋼管內部產生分層現象。另一種認為是氫致裂紋,即由于鋼中氫聚集造成金屬內部氣體分壓過高,在圓管坯內形成白點,在軋制過程中裂紋發生擴展,終形成分層缺陷。此外,二輥斜軋穿孔的不均勻變形產生的應力超過塑性強度也會造成分層。
無縫管-歡迎來廠考察,華聶金屬材料(綏化市安達市分公司)專業從事無縫管-歡迎來廠考察,聯系人:李寧,電話:【0635--8887875】、【15006385855】,以下是無縫管-歡迎來廠考察的詳細頁面。









