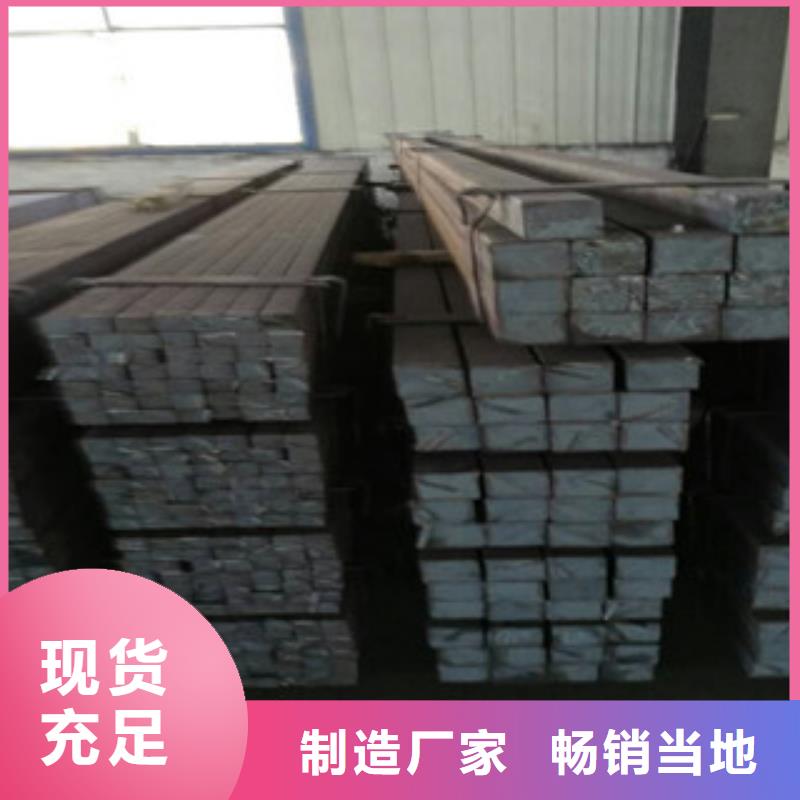

以下是:濰坊市坊子區方鋼限時優惠的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 規格 6mm-200mm 熱軋 冷拔方鋼,熱軋方鋼 產地 唐鋼,天鐵 是否配送到廠 含稅到廠價格 范圍 方鋼限時優惠供應范圍覆蓋山東省、濰坊市、坊子區、濰城區、寒亭區、奎文區、臨朐縣、昌樂縣、青州市、諸城市、壽光市、安丘市、高密市、昌邑市等區域。 【聚鑫美特】業務覆蓋多元場景,提供以下產品和服務:昌樂60si2mn圓鋼量大更優惠、濰城60si2mn圓鋼原料層層篩選、壽光60si2mn圓鋼價格低、青州60si2mn圓鋼大品牌值得信賴、安丘60si2mn圓鋼貼心服務等。方鋼限時優惠,聚鑫美特金屬材料銷售(濰坊市坊子區分公司)為您提供方鋼限時優惠的資訊,聯系人:李欣,電話:【0527-88266222】、【17768165506】。 山東省,濰坊市,坊子區 坊子區,隸屬山東省濰坊市。位于濰坊市區東南部,地處山東半島中部,總面積412平方千米,轄7個街道。2021年,坊子區戶籍人口33.11萬人,常住人口36.29萬人。
想要了解方鋼限時優惠產品嗎?點擊觀看我們上傳的視頻介紹,它將用更直觀的方式展現產品的特點和優勢,讓您對產品有更深入的了解。
以下是:濰坊坊子方鋼限時優惠的圖文介紹
專業供應18crmnti圓鋼批發 對于18crmnti合金圓鋼堆焊藥芯焊絲的焊接來說,送絲不均勻是比較常見的一種問題,作為一種特殊的焊接材料,為了保證優質的焊接效果,在焊接時需要特別注意。據分析,引起18crmnti合金圓鋼堆焊藥芯焊絲焊接不均勻的原因主要有以下幾種: 1、18crmnti合金圓鋼堆焊藥芯焊絲繞焊絲盤的繞盤方式有很大的影響。解決這種原因造成的送絲不均勻好的方法就是從隨機繞盤改成密排層繞,改善效果相當明顯。 2、18crmnti合金圓鋼堆焊藥芯焊絲波浪彎曲對送絲均勻性的影響。18crmnti合金圓鋼堆焊藥芯焊絲一旦彎曲,將無法正常通過焊嘴,這樣難免會影響送絲均勻性,所以,好的方法就是加裝抑振裝置,改變18crmnti合金圓鋼堆焊藥芯焊絲的振動頻率,不形成共振從而也就避免了形成波浪彎曲。 3、送絲軟管內的18crmnti合金圓鋼堆焊藥芯焊絲自身重量并不大,送絲推力也無需很大,過大的推力很可能會造成18crmnti合金圓鋼堆焊藥芯焊絲的彎曲,影響送絲的均勻度。 4、18crmnti合金圓鋼堆焊藥芯焊絲在制造過程中殘余應力的影響。焊接的送絲過程對鋼絲內部殘余應力的要求較為嚴格,標準對這一特性只是籠統地以18crmnti合金圓鋼堆焊藥芯焊絲的挺度和松弛直徑、翹距等大致來分。
濰坊坊子聚鑫美特金屬材料銷售有限公司常年生產銷售各種材質與規格的 60si2mn圓鋼, 60si2mn圓鋼生產廠家,可定做各種型號 60si2mn圓鋼,,歡迎來人來電洽談業務。
方鋼限時優惠
20crmnti合金圓鋼時存在的四大問題 四個問題在20crmnti合金圓鋼 1,硬化組織的熱影響區 20crmnti合金圓鋼低臨界冷卻速度,奧氏體的穩定性大,珠光體相變容易產生正常冷卻,由此冷卻發生到較低的溫度馬氏體轉變。正因為如此,20crmnti合金圓鋼硬化和大冷裂傾向。由于具有不同的密度,膨脹系數和不同的晶格形式,其中,所述加熱和冷卻過程中必然具有不同的體積膨脹和收縮不同的熱影響區;在另一方面,由于焊接接頭T91的焊接熱和具有非均勻的高溫特性,并因此一個大的內部應力。用于20crmnti合金圓鋼,它是非常穩定的奧氏體結構,以馬氏體被冷卻至較低的溫度。粗質硬而脆的馬氏體組織,并在聯合復雜應力狀態。同時,氫的焊接過程中冷卻至焊縫區域附近的擴散,氫脆的存在導致馬氏體,這是組合效應的結果,它在硬化區域容易產生冷裂。 2,熱影響區的晶粒長大 焊接熱循環對焊接接頭的谷物熱影響區中的顯著影響長大,尤其是靠近熔合區的高加熱溫度。當冷卻速率是小的,會出現粗大的塊狀鐵素體,并在焊接熱影響區中的碳化物結構,塑料20crmnti合金圓鋼下降;冷卻速度是大的,由于產生粗大的馬氏體,而且也使焊接接頭的延展性降低。 3,軟化層 在淬火狀態下的焊接熱影響區的軟化的層中產生的20crmnti合金圓鋼比軟化珠光體耐熱鋼不可避免的,和更嚴重的。當與本說明書中,軟化的更大程度的緩慢加熱和冷卻速率相比。另外,軟化層的寬度,并且從焊接線,不僅加熱和焊接特性的距離,同時也得到了預熱,焊后熱處理以及其他相關。 如圖4所示,應力腐蝕開裂 PWHT之前20crmnti合金圓鋼,冷卻溫度不低于100℃下下.]C中,如果在室溫下冷卻和比較潮濕的環境中,容易產生應力腐蝕裂紋。在德國:必須PWHT之前被冷卻到150℃以下。工件厚,存在一個不良魚片和幾何形狀,冷卻溫度不低于100℃下。如果在室溫下,非濕度冷卻,否則易發生應力腐蝕裂紋。
冷壓焊的主要焊接參數有:20crnimo圓鋼界面的表面狀態、塑性變形程度及焊接壓力。各參數對接頭質量的影響為: 20crnimo圓鋼冷壓焊的焊接參數 1、20crnimo圓鋼界面的表面狀態 冷壓焊工藝要求待焊界面的表面狀態良好。清潔度是指20crnimo圓鋼表面存在的金屬氧化膜和其他薄膜。金屬氧化膜會影響接頭質量。除了-些脆性金屬氧化膜在塑性變形量>65%的條件下允許保留外,都必須。而其他薄膜在擠壓過程中會延展成微小膜粒,無論多大的塑性變形量都難以將其徹底擠出界面,故務必要將其在焊前徹底。至于粗糙度,除非塑性變形量<25%,以及精密真空壓焊時要求待焊表面有較低粗糙度外,-般要求并不嚴格。 2、塑性變形程度 即實現冷壓焊所需要的放小變形量,是評價材料冷壓焊焊接性和控制焊接質量的關鍵參數。小變形量大小取決于材料的性質,如純鋁要求的變形程度小,鈦次之,表明它們的冷壓焊焊接性良好。焊接時的實際變形量要大于該材料的“變形程度”標稱值,但也不宜過大,因為會增加冷作硬化,使接頭韌性下降。 冷壓焊表示變形程度的方法與接頭形式有關。搭接接頭以壓縮率ε表示,系20crnimo圓鋼被壓縮的厚度與總厚度的%; 3、焊接壓力 焊接壓力是冷壓焊過程中唯-外加能量,通過模具傳遞到待焊處,使待焊處金屬產生塑性變形。焊接壓力既與所焊材料的強度及斷面積有關,也與模具的結構和尺寸有關:F=PS;式中F--焊接壓力(N);P--壓強(MPa);S--20crnimo圓鋼斷面積(mm2)。 冷壓焊過程中因塑性變形產生硬化和模具所產生的拘束力,使壓強大大增加,可超過母材強度許多。此外冷壓焊模具的結構和尺寸對焊接壓力影響很大,而且冷壓焊接頭所必須的變形程度也是由模具確定的,故模具在冷壓焊生產中起決定性作用。實際上只要模具選擇正確,20crnimo圓鋼表面特合要求,壓力充分,接頭的質量就能保證,與操作技巧關系并不大。
方鋼限時優惠,聚鑫美特金屬材料銷售(濰坊市坊子區分公司)為您提供方鋼限時優惠產品案例,聯系人:李欣,電話:【0527-88266222】、【17768165506】。