

以下是:支持定制的絎磨管基地的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產地 聊城 品牌 九冶 類型 絎磨管 可定制 是 顏色 金屬色 在吉林省四平市采購支持定制的絎磨管基地請認準九冶管業有限公司(四平分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:李經理-17768165506,QQ:1958857549,地址:丁塊工業園)。 吉林省,四平市 2022年,四平市地區生產總值實現581.71億元,同比增長3.9%。
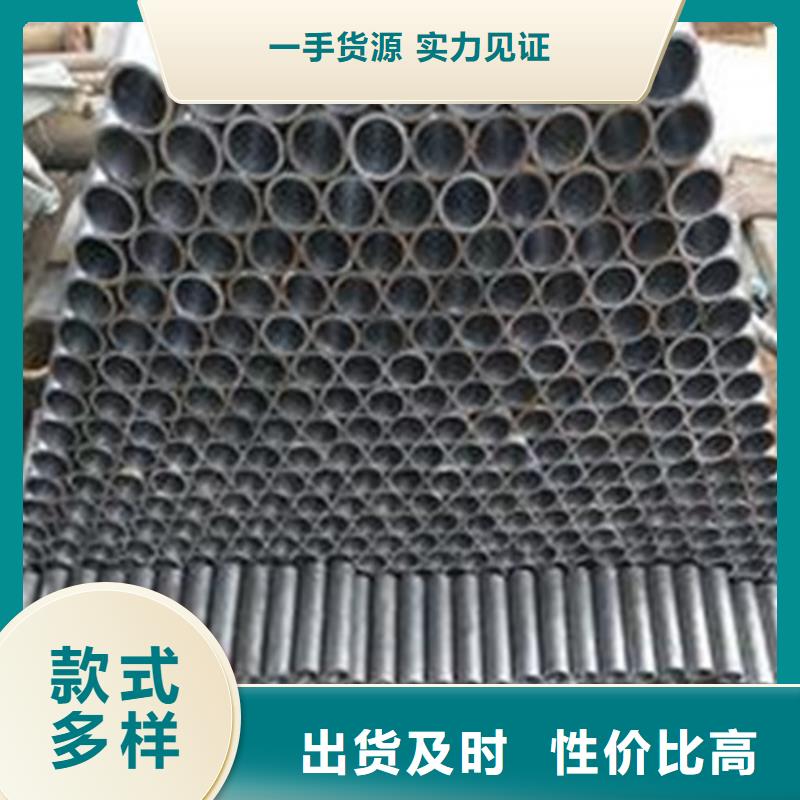
以下是我們上傳的支持定制的絎磨管基地實拍視頻,您可以點擊觀看。以下是:支持定制的絎磨管基地的圖文介紹
熱軋(擠壓無縫鋼管):絎磨管圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫。軋制無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱汽缸管,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。
近年來應用塑料(金剛砂)混合壓制成的珩磨工,根據不同用途可壓制各種形狀,使珩磨不僅能用于加工內孔,并能加工外圓、平面、球面及各種特形表面,如外圓表面化的珩磨工具為柱形珩輪,齒輪的珩磨工具為磨料齒輪。
為進一步提高珩磨生產率,珩磨工藝朝著強力珩磨、自動控制尺寸的自動珩磨、電解珩磨和超聲珩磨等方向發展。我公司本著不端創新和進步的理念,在不斷加強各種缸筒的研究和創新的基礎上,增加在液壓機械等方面的發展,這無疑是給企業的發展帶來了無窮的力量和希望!經過這些年的發展,不斷的開發新產品來配合客戶需求,使產品的各項優越性得到快速,產品被廣泛應用于冶金、鍛壓、鑄造、機床、礦山、起重、船舶、煤炭、運輸、化工、科研、軍工等工業領域。冷拔絎磨管新工藝流程
冷拔(軋)無縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
油缸缸筒選用的就是大口徑的珩磨管,并在其端部配有支承襯套,要跟大家強調的是珩磨管支承襯套的裝配部位和裝配間隙,不能出現較大的誤差,以免損壞缸筒內壁,甚至是導致鋼桶報廢。一般情況下,支承襯套是鑲在珩磨管導向套內徑凹槽處,它主要是對活塞桿起導向及支承作用,要求其內徑與活塞桿外徑間隙保持在0.08-0.16mm之間。如果間隙小于0.08mm時,活塞桿的運動阻力就會增大,造成油缸發顫,支承襯套磨損加快,嚴重時伴有異響,失去支承作用。但如果間隙超過0.16mm的話,珩磨管就會與活塞桿發生偏磨,使得襯套單邊受力,導致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內徑接觸,其理想的設計間隙為0.1-0.19mm,過小或過大也會造成珩磨管受損。從上述分析可見,珩磨管的裝配間隙對油缸質量至關重要,而裝配間隙應以支承襯套來調整,才能符合實際要求而達到理想的作業效果。
您好,感謝您在萬千 絎磨管中您找到了我們,關于 絎磨管的任何問題,您都可以通過頁面的聯系方式找到我們,我們會給您細致的回答。
今年在吉林省四平市購買支持定制的絎磨管基地有了新選擇,九冶管業有限公司(四平分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的支持定制的絎磨管基地產品。如需購買或咨詢,請隨時聯系我們,聯系人:李經理-17768165506,QQ:1958857549,地址:丁塊工業園。











