
以下是:遼寧省撫順市定制襯塑鋼管的批發商的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 名稱 襯塑復合管 材質 Q235B 執行標準 GB/T28897-2012 長度 6米 范圍 定制襯塑鋼管的供應范圍覆蓋遼寧省、沈陽市、大連市、鞍山市、撫順市、本溪市、丹東市、錦州市、營口市、阜新市、遼陽市、盤錦市、鐵嶺市、朝陽市、葫蘆島市 新撫區、東洲區、望花區、順城區等區域。 【利達】為您提供順城鍍鋅鋼管種類齊全、新撫鍍鋅鋼管優良材質、鐵嶺鍍鋅鋼管好品質售后無憂、阜新鍍鋅鋼管精選廠家好貨、盤錦鍍鋅鋼管供貨及時、鞍山鍍鋅鋼管高品質誠信廠家、錦州鍍鋅鋼管廠家案例、大連鍍鋅鋼管源頭采購等多元產品與服務。您是想要在遼寧省撫順市采購高質量的定制襯塑鋼管的批發商產品嗎?利達管道科技(撫順市分公司)tjchgg415-6是您的不二之選!我們致力于提供品質保證、價格優惠的定制襯塑鋼管的批發商產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:賈經理-【18762195566】,地址:《天津西青區中北鎮萬卉路南段西側華亭麗園三區31-2-802-1》。 遼寧省,撫順市 2022年,撫順市實現地區生產總值927.7億元,同比增長1.6%。
為了讓您更地了解我們的定制襯塑鋼管的批發商產品,只需花費一分鐘時間,您就能發現更多令人心動的細節和優勢,為您的購物體驗增添更多驚喜。以下是:遼寧撫順定制襯塑鋼管的批發商的圖文介紹
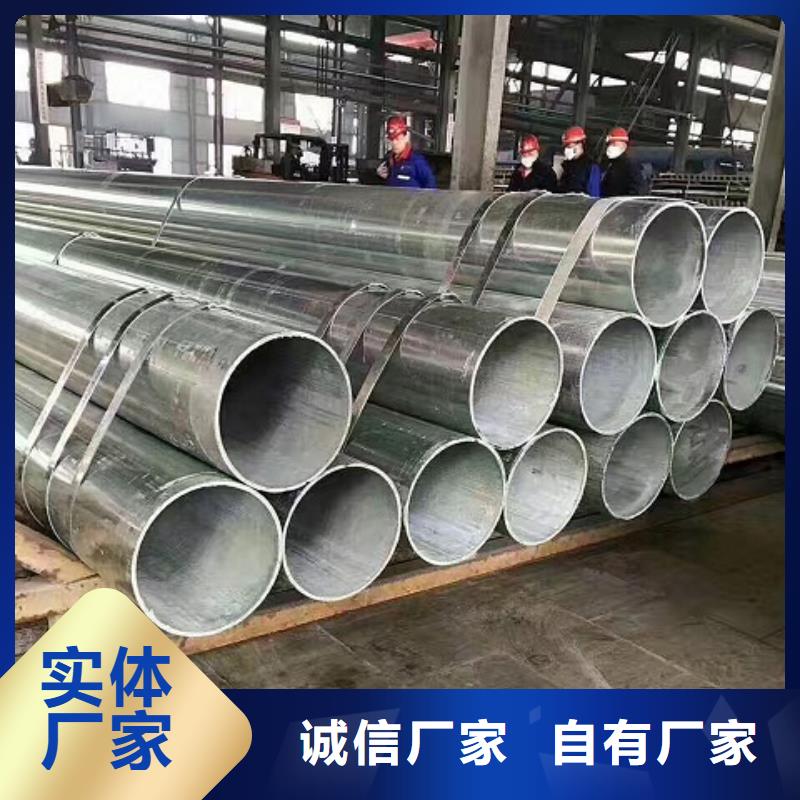
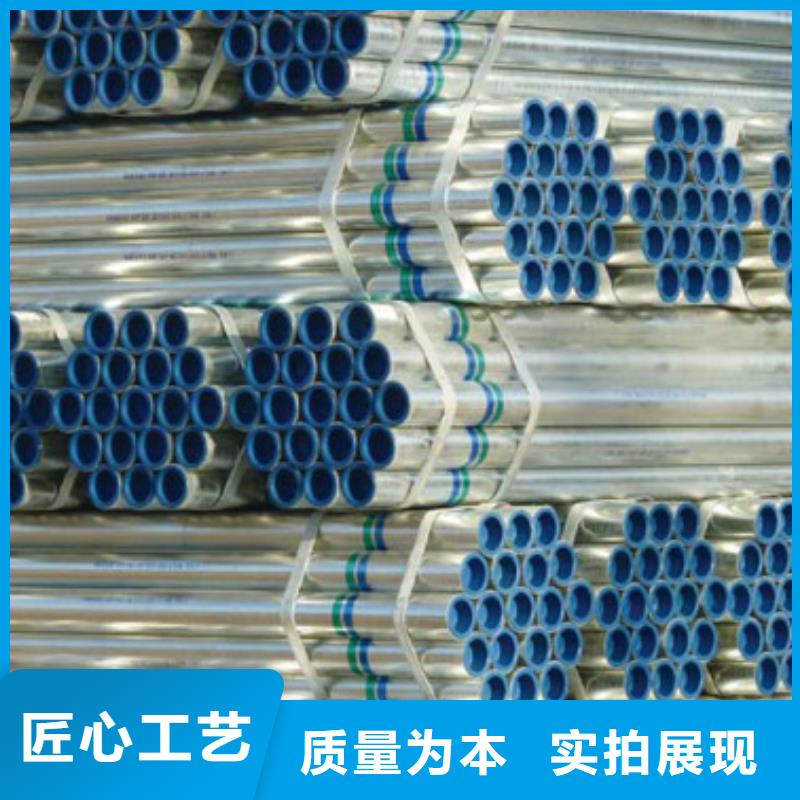
給水襯塑復合鋼管是以鍍鋅鋼管為基管,通過內襯塑料管得到既有鋼管機械強度,又有塑膠管防腐性能的復合管材。襯塑復合管有內襯PE和內襯PE-RT系列,其中內襯PE復合管適用于冷水輸送,內襯PE-RT復合管適合于熱水輸送。主要應用領域
① 民用供水 ② 工業供水 ③ 消防管道 ④ 通信電路⑤光纖電纜 ⑥煤氣輸送及食品加工 ⑦醫療、機械
產品特點
良好的抗腐蝕性能:給水襯塑復合鋼管內壁塑料層附著力強,致密性高,具有良好的抗腐蝕性能,能有效延長管道使用壽命。
良好的機械強度:給水襯塑復合鋼管具有與熱浸鍍鋅鋼管同等優點的機械強度,對沖擊、彎曲、壓力的外來影響,具有較強的承受力。
良好的衛生性能:采用聚乙烯形成的塑料管,無味,對水沒有污染,衛生標準符合生活飲用水輸配水設備及防護材料的性評價標準。
流體阻力小: 給水襯塑復合鋼管內壁光滑,磨擦系數小,不易積聚水垢,流體阻力小,不堵塞水流。
[注] 載體溫度:冷水管≤ 50 ℃ 熱水管≤ 90 ℃
一般來說鋼塑復合管中的鋼管部分為非標管,厚度較薄,大管徑采用絲接肯定不行,法蘭連接還是比較保險的。當然溝槽連接也可以。如果是管道安裝,DN100以上(含100)采用卡箍(即溝槽)連接,相對于鋼塑復合管的造價應該不算貴,但其管件用在飲用水或生活給水上必須熱鍍鋅,同時內壁涂塑(有衛生許可證達到衛生標準的),連接件的襯墊必須為食品級硅橡膠。如果是設備接口安裝將管道的開口整體預制好(同時壓好槽),然后進行整體熱鍍鋅和內壁涂塑(無法進行襯塑)。采用卡箍(即溝槽)連接管道嚴密性較好,試壓基本無滲漏,較好的保證了施工質量。一般小于等于DN70的采用螺紋連接,大于DN70的采用溝槽連接(卡箍連接)。注意要用鋼塑管廠家機械,不要破壞塑料層。法蘭連接一般用在大口徑的多。應該都是專用的配套管件,一般是法蘭連接和羅紋連接, 鋼塑復合管管道 生產廠家有配套的專業管件;還應該按照設計要求的連接方法連接,螺紋連接較經濟。 鋼塑復合管特點:(一)。高機械強度、高延伸性;(二)連接性能好,確保無滲漏;(三).復合管端面特殊密封;(四)。傳統工藝安裝,便於推廣;(五)衛生性能好,可輸送凈水;(六)耐高溫,可輸送熱水、沸水;(七).不會老化,使用壽命長;(八)低溫脆性好,膨脹系數小;(十)價格低廉 鋼塑復合管或內復不銹鋼凈水管是在外層鋼管內襯以聚乙烯塑料管或薄壁不銹鋼管,這樣降低了制造成本,又確保了厚度以保證強度,使安裝鋼塑復合管和不銹鋼內復合鍍鋅鋼管的費用同聚丙烯PP-R管差不多,接近鋁塑復合管,大大低於純不銹鋼管和純銅管。
遼寧撫順利達管道科技有限公司專注生產加工 鍍鋅鋼管, 擁有十多年生產經驗。本公司是您優選的商業合作伙伴! 公司以“質量為本、客戶至上、精益求精”為指導,通過人才培訓,設備更新,技術革新,產業升級等一系列措施,并運用成熟的工藝、科學的管理使公司成為一家具有j i強競爭力的企業。 我們將以優的產品、真誠的服務與各界合作伙伴攜手共進,共謀發展!
利達管道鋼塑復合管有很多分類,可根據管材的結構分類為:鋼帶增強鋼塑復合管無縫鋼管增強鋼塑復合管,孔網鋼帶鋼塑復合管以及鋼絲網骨架鋼塑復合管。當前,市面上為流行的是鋼帶增強鋼塑復合管,也就是我們鋼塑復合管結構常說的鋼塑復合壓力管,這種管材中間層為高碳鋼帶通過卷曲成型對接焊接而成的鋼帶層,內外層均為高密度聚乙烯HDPE)。這種管材中間層為鋼帶,所以管材承壓性能非常好,不同于鋁帶承壓不高,管材口徑只能做到63mm,鋼塑管的口徑可以做到200mm,甚至更大;由于管材中間層的鋼帶是密閉的,所以這種鋼塑管同時具有阻氧作用,可直接用于直飲水工程,而其內外層又是塑料材質,具有非常好的耐腐蝕性。如此優良的性能,使得鋼塑復合管的用途非常廣泛,石油、天然氣輸送,工礦用管,飲水管,排水管等等各種領域均可以見到這種管的身影
選購定制襯塑鋼管的批發商來遼寧省撫順市找利達管道科技(撫順市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:賈經理-【18762195566】,地址:[天津西青區中北鎮萬卉路南段西側華亭麗園三區31-2-802-1]。