
以下是:廣州市黃埔區(qū)襯塑鋼管、襯塑鋼管現(xiàn)貨直銷的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說明 電議 名稱 襯塑復(fù)合管 材質(zhì) Q235B 執(zhí)行標(biāo)準(zhǔn) GB/T28897-2012 長(zhǎng)度 6米 范圍 襯塑鋼管、襯塑鋼管直銷供應(yīng)范圍覆蓋廣東省、廣州市、黃埔區(qū)、荔灣區(qū)、越秀區(qū)、海珠區(qū)、天河區(qū)、白云區(qū)、番禹區(qū)、花都區(qū)、南沙區(qū)、蘿崗區(qū)、增城區(qū)、從化區(qū)等區(qū)域。 【利達(dá)】持續(xù)拓展產(chǎn)品矩陣,現(xiàn)有荔灣鍍鋅鋼管省心又省錢、花都鍍鋅鋼管專業(yè)生產(chǎn)廠家、越秀鍍鋅鋼管質(zhì)檢合格發(fā)貨、南沙鍍鋅鋼管無中間商廠家直銷、增城鍍鋅鋼管專業(yè)生產(chǎn)N年、番禹鍍鋅鋼管專注生產(chǎn)制造多年、蘿崗鍍鋅鋼管讓客戶買的放心等,滿足不同場(chǎng)景需求。襯塑鋼管、襯塑鋼管現(xiàn)貨直銷,利達(dá)管道科技(廣州市黃埔區(qū)分公司)為您提供襯塑鋼管、襯塑鋼管現(xiàn)貨直銷的資訊,聯(lián)系人:賈經(jīng)理,電話:【0527-88266888】、【17768165506】。 廣東省,廣州市,黃埔區(qū) 黃埔文化資源豐富,文物繁盛,境內(nèi)有古代“海上絲綢之路”發(fā)祥地——南海神廟,近代中國(guó)民主革命策源地和有中國(guó)“將帥搖籃”之稱的黃埔軍校舊址,東江縱隊(duì)增從番獨(dú)立大隊(duì)隊(duì)部舊址,嶺南建筑的瑰寶—玉巖書院、橫沙書香街、深井古民居、蓮塘古村等。
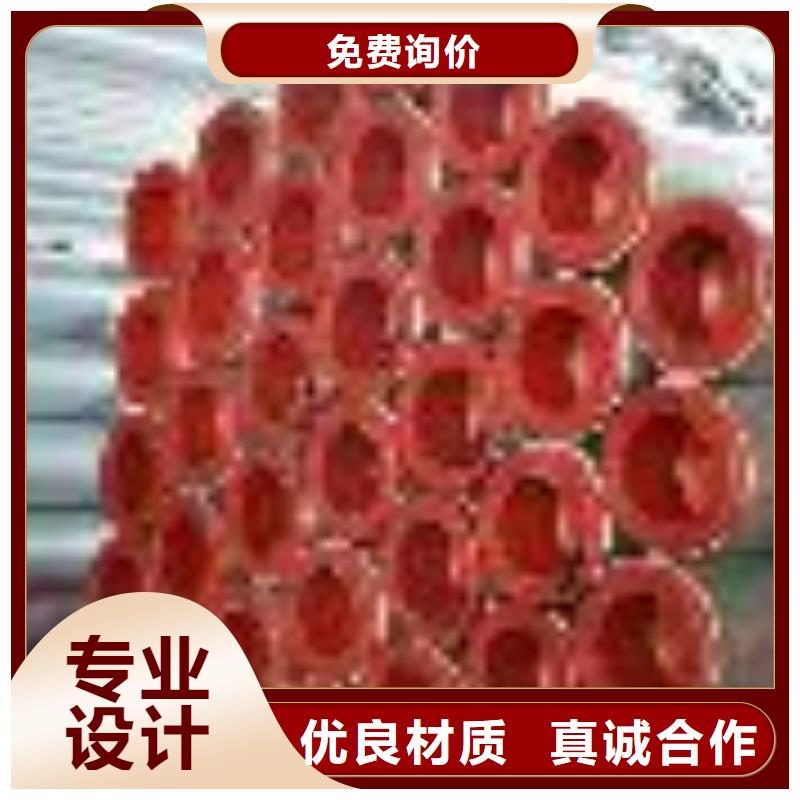
想要體驗(yàn)襯塑鋼管、襯塑鋼管現(xiàn)貨直銷產(chǎn)品的魅力?不妨點(diǎn)擊我們精心打造的視頻,它將用更直觀、更動(dòng)人的方式展現(xiàn)產(chǎn)品的精彩之處。以下是:廣州黃埔襯塑鋼管、襯塑鋼管現(xiàn)貨直銷的圖文介紹廣州黃埔鍍鋅鋼管利達(dá)管道科技有限公司廣州黃埔鍍鋅鋼管的詳細(xì)介紹
優(yōu)良工藝層層質(zhì)檢
天津利達(dá)管道科技有限公司擁有石油套管生產(chǎn)線3條,年產(chǎn)能20萬噸:高頻焊管生產(chǎn)線11條(ф21.3mm-ф340mm),年產(chǎn)能80萬噸;熱浸鍍鋅鋼管生產(chǎn)線10條(ф21.30-ф219.10),年產(chǎn)能60萬噸;鋼塑復(fù)合管生產(chǎn)線6條(ф21.30-ф219.10),年產(chǎn)能6萬噸;公司已于2000年通過ISO9000質(zhì)量體系認(rèn)證,并取得行業(yè)內(nèi)首批API 5L和API 5CT會(huì)標(biāo)使用許可,“利達(dá)”商標(biāo)被工商總局認(rèn)定為“”。2010年度實(shí)現(xiàn)銷售收入48億元,上繳稅金2800余萬元;2011年實(shí)現(xiàn)銷售收入50億元,上繳稅金3300余萬元。
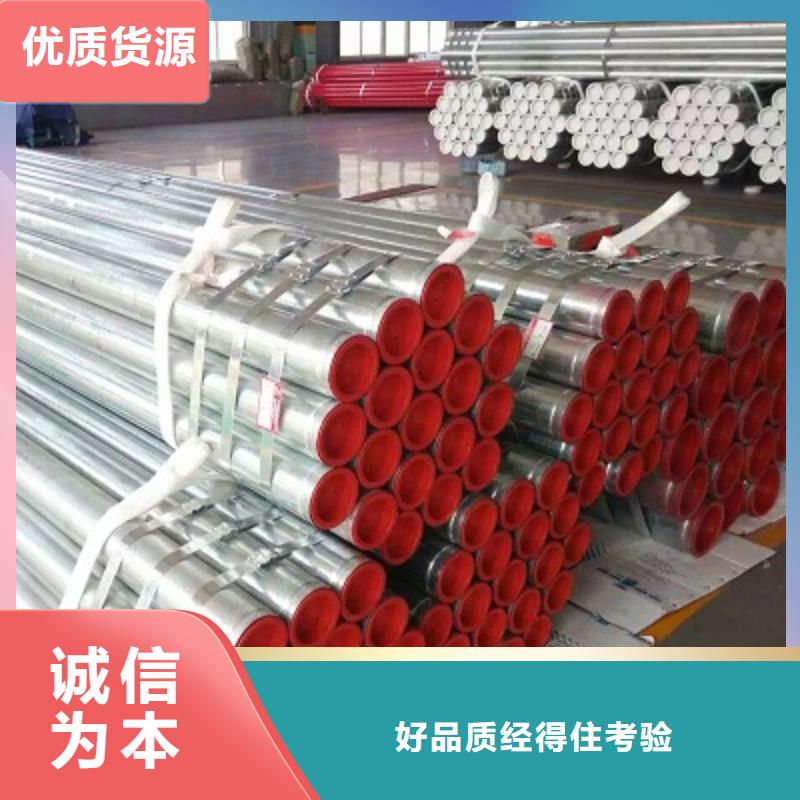
產(chǎn)品主要應(yīng)用于石油和天然氣的輸送管線、油井抽油管、油井套管、及工業(yè)和民用供水、供氣、供熱、供油及建筑五金等領(lǐng)域。本公司堅(jiān)持外抓市場(chǎng),內(nèi)抓管理,走質(zhì)量效益型發(fā)展道路,取得了良好的經(jīng)濟(jì)和社會(huì)效益,憑借雄厚的資金實(shí)力、先進(jìn)的管理經(jīng)驗(yàn)、優(yōu)良的銷售服務(wù)、嚴(yán)格的質(zhì)量管理體系和科學(xué)的整體營(yíng)銷手段,形成以京津地區(qū)為中心,立足華北,面向全國(guó),輻射全球的穩(wěn)定的營(yíng)銷網(wǎng)絡(luò),以優(yōu)良的質(zhì)量、可靠的信譽(yù)、熱忱的服務(wù)深受海內(nèi)外客戶的信賴。廠家直營(yíng)大型工廠甄選廣州黃埔鍍鋅鋼管原材料無中間商
規(guī)格多樣多種廣州黃埔鍍鋅鋼管規(guī)格可選滿足客戶多種需求
加工定制來圖來樣可根據(jù)您的需求定制廣州黃埔鍍鋅鋼管
貼心售后廣州黃埔鍍鋅鋼管發(fā)貨迅速多年行業(yè)經(jīng)驗(yàn)值得信賴
點(diǎn)擊查看利達(dá)管道科技(廣州市黃埔區(qū)分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
在廣州市黃埔區(qū)采購(gòu)襯塑鋼管、襯塑鋼管現(xiàn)貨直銷請(qǐng)認(rèn)準(zhǔn)利達(dá)管道科技(廣州市黃埔區(qū)分公司),品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購(gòu)買到更加實(shí)惠、更加可靠的產(chǎn)品。(聯(lián)系人:賈經(jīng)理-【17768165506】)。

貨直銷")

貨直銷")
貨直銷")


貨直銷")
貨直銷")
貨直銷")
貨直銷")

