
以下是:四川省瀘州市圓管彎管機-實體廠家質量放心的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 圓管彎管機-質量放心供應范圍覆蓋四川省、成都市、綿陽市、攀枝花市、瀘州市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、阿壩市、資陽市、雅安市、遂寧市、內江市、南充市、自貢市、德陽市、廣元市、眉山市 江陽區、納溪區、龍馬潭區、瀘縣、合江縣、敘永縣、古藺縣等區域。 【愚公斧】為客戶提供多樣化產品,包括龍馬潭愚公斧巖石撐裂機價格低、瀘縣愚公斧巖石撐裂機專業品質、成都愚公斧巖石撐裂機好貨直供、資陽愚公斧巖石撐裂機歡迎新老客戶垂詢、涼山愚公斧巖石撐裂機實體廠家大量現貨、自貢愚公斧巖石撐裂機工廠批發、德陽愚公斧巖石撐裂機發貨迅速等,適配多元場景需求。圓管彎管機-實體廠家質量放心,愚公斧開山機械設備制造(瀘州市分公司)yuanganlengwanji237-6為您提供圓管彎管機-實體廠家質量放心,供應服務范圍覆蓋四川省、成都市、綿陽市、攀枝花市、瀘州市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、阿壩市、資陽市、雅安市、遂寧市、內江市、南充市、自貢市、德陽市、廣元市、眉山市 江陽區、納溪區、龍馬潭區、瀘縣、合江縣、敘永縣、古藺縣,聯系人:李總工,電話:【13934163543】、【18762195566】。 四川省,瀘州市 瀘州市,四川省轄地級市,古稱“江陽”,別稱酒城、江城,位于四川省東南;屬亞熱帶濕潤氣候區,南部山區立體氣候明顯;截至2022年12月底,全市轄3個市轄區、4個縣,行政區域面積12236.2平方千米;戶籍總人口503.82萬人。
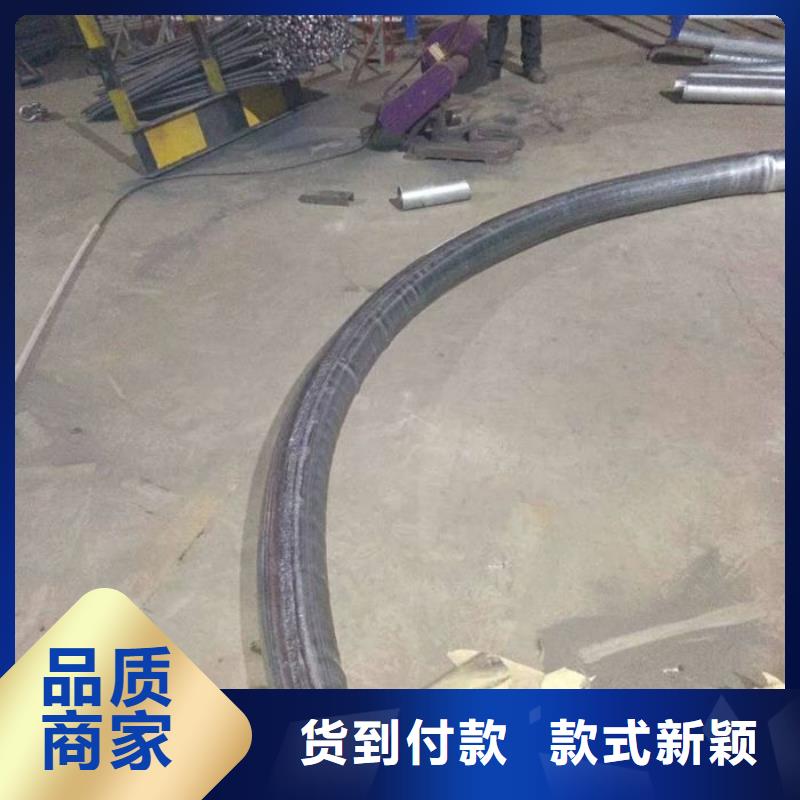
想要直觀了解圓管彎管機-實體廠家質量放心產品嗎?別猶豫,快來觀看我們的視頻,讓產品自己說話!以下是:四川瀘州圓管彎管機-實體廠家質量放心的圖文介紹
圓管彎管機操作規程
1、機床必須良好的接地,導線不得小于4mm2銅質軟線。不允許接入高過規定范圍的電源電壓,不能帶電插拔插件,否則可能損壞器件。定期在滑動部位加潤滑油。
2、開機前準備:檢查油箱油位是否到油位線,各潤滑點加油,開機確認電機轉向,檢查油泵有無異常聲音,開機后檢查液壓系統有無漏油現象。
3、機床開動時注意人體不得進入轉臂旋轉掃過的范圍。機床工作時,所有人員禁止進入轉臂及管件掃過的空間范圍!
4、機床液壓系統采用YA-N32普通液壓油(原牌號20號),正常情況下每年更換一次,濾油器必須同時清洗。
5、調整機床(模具)時,應由調整者自已按動按鈕進行調整。不可一人在機床上調整,另一人在控制柜上操作。
6、調整機床或開空車時應卸下芯桿。液壓系統壓力不可大于14Mpa。
7、手動調整側推油缸速度時轉臂應旋轉至≥900時進行調整,調整速度為轉臂轉動彎管模具邊緣的線速度同步,禁止在手動狀態下側推推進速度大于旋轉模具邊緣的線速度。
8、一般機器使用一段時間后應檢查鏈條的漲緊程度,保持上下鏈條松緊一致。
9、自動操作時在有芯彎曲模式中,彎臂返回前,操作人員必須保證芯頭在管子里面,或確保芯軸在彎臂返回時沒有阻擋現象,否則,芯頭或芯桿有可能被折彎或折斷。
彎管機的用途和領域
1、機械工業用管。如機場鋼結構管(無縫圓管、有縫焊接圓管)。
2、化學工業用管。如:石油裂化管,化工設備熱交換器及管道用管、不銹耐酸管、化肥用高壓管以及輸送化工介質用管等。
3、煤礦擴建儲煤棚,金礦儲蓄廠棚等大型廠房建設。
數控圓管冷彎機視頻技術參數
電機:4kw*3
電壓:380V
卷圓速度:7r/min
適用管材:
100型設備:直徑≤100mm ?壁厚≤5mm
150型設備:直徑≤150mm ?壁厚≤6mm
220型設備:直徑≤220mm ?壁厚≤8mm
尺寸:2000mm*1500*1400mm
主要用于電力施工,公鐵路建設,鍋爐、橋梁,煤礦,鐵礦、鋁礦等方面的管道鋪設及修造,具有功能多、結構合理、操作簡單等優點。本機器除了具備彎管功能外,還能將油缸作為液壓千斤頂使用,相對于數控彎管設備而言具有價格便宜,使用方便的特點,在彎管機市場占據產品位置。
對鐵管、圓管、方管、扁管進行加工彎曲,主要用在電力施工、鐵路、公路建設、橋梁、船舶家具裝潢等方面的鋪設和修造。具有功能多、結構合理、操作簡單等優點。
彎管機的用途和領域
1、機械工業用管。如機場鋼結構管(無縫圓管、有縫焊接圓管)。
2、化學工業用管。如:石油裂化管,化工設備熱交換器及管道用管、不銹耐酸管、化肥用高壓管以及輸送化工介質用管等。
3、煤礦擴建儲煤棚,金礦儲蓄廠棚等大型廠房建設
主要用于電力施工,公鐵路建設,鍋爐、橋梁,煤礦,鐵礦、鋁礦等方面的管道鋪設及修造,具有功能多、結構合理、操作簡單等優點。本機器除了具備彎管功能外,還能將油缸作為液壓千斤頂使用,相對于數控彎管設備而言具有價格便宜,使用方便的特點,在彎管機市場占據產品位置。
對鐵管、圓管、方管、扁管進行加工彎曲,主要用在電力施工、鐵路、公路建設、橋梁、船舶家具裝潢等方面的鋪設和修造。具有功能多、結構合理、操作簡單等優點。
定制數控方管彎管機設備參數:
重量1.5t
電機功率4kw*3
生產速度5m/min
配用電機jy112m-4
外形尺寸1200×1420×1150mm
電壓380v
安裝、使用、維護全操作規程。
1、安裝在堅硬的基礎面上、設備保持平穩。開機前減速器應加潤滑油。
2、使用設備前、請認真閱讀說明書、再進行設備操作。嚴格遵守規章制度和安
3、操作人員應了解并掌握設備的結構及工作原理和保養檢查點。掌握開機、停機的方法和順序(按電磁調速電機的使用說明書操作)。
4、設備正在運行時如須打反轉、則應先將調速開關復位、停機后停1分鐘再開機。
5、被動輪進給時、應先將緊固螺栓松開、進給達到刻度后、再將圓螺母擰緊固定;被動輪兩邊的螺栓(4-m30)擰緊、固定。每次被動輪進給時需將工件完全退出后再進給。
6、使用過程中應及時清理壓輪槽內及工作臺表面的雜滓。請注意、本機電源為三項四線。
四川瀘州愚公斧開山機械設備制造有限公司秉承質量為首,誠信的經營宗旨和以技術為先導、創新、專業、差異的經營理念,堅持精益求精,不斷創新,品質取勝,顧客滿意的質量方針,堅持高起點、高質量、高技術的經營思路,不斷加大 愚公斧巖石撐裂機科技開發力度,已經成為 愚公斧巖石撐裂機行業中的一顆璀璨的恒星,展望未來,本公司全體同仁們將始終秉承敬業、愛業的企業精神,銳意改革、不斷創新與廣大用戶攜手共進,締造輝煌的明天
圓管彎管機-實體廠家質量放心,愚公斧開山機械設備制造(瀘州市分公司)為您提供圓管彎管機-實體廠家質量放心的資訊,聯系人:李總工,電話:【13934163543】、【18762195566】,供應服務范圍覆蓋四川省 瀘州市 成都市、綿陽市、攀枝花市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、阿壩市、資陽市、雅安市、遂寧市、內江市、南充市、自貢市、德陽市、廣元市、眉山市 江陽區、納溪區、龍馬潭區、瀘縣、合江縣、敘永縣、古藺縣。