
以下是:杭州市臨安區(qū)螺旋鋼管_價(jià)格優(yōu)的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說(shuō)明 電議 范圍 螺旋鋼管_價(jià)格優(yōu)供應(yīng)范圍覆蓋浙江省、杭州市、臨安區(qū)、上城區(qū)、下城區(qū)、江干區(qū)、拱墅區(qū)、西湖區(qū)、濱江區(qū)、蕭山區(qū)、余杭區(qū)、桐廬縣、淳安縣、建德市、富陽(yáng)區(qū)等區(qū)域。 【全通】為客戶(hù)提供多樣化產(chǎn)品,包括余杭螺旋鋼管快捷物流、蕭山螺旋鋼管廠(chǎng)家直銷(xiāo)直供、濱江螺旋鋼管品質(zhì)保障售后無(wú)憂(yōu)、下城螺旋鋼管品種全、桐廬螺旋鋼管精心等,適配多元場(chǎng)景需求。螺旋鋼管_價(jià)格優(yōu),全通管道(杭州市臨安區(qū)分公司)為您提供螺旋鋼管_價(jià)格優(yōu)的資訊,聯(lián)系人:王總,電話(huà):【0317-6309859】、【13932771377】。 浙江省,杭州市,臨安區(qū) 臨安縣建置始于東漢建安十六年(211年),時(shí)稱(chēng)臨水縣,縣治在高虹鎮(zhèn)高樂(lè)村。西晉太康元年(280年),因境內(nèi)臨安山而更名臨安縣。1996年12月28日,臨安撤縣設(shè)市。2017年9月15日,臨安撤市設(shè)區(qū)。臨安區(qū)是浙江高質(zhì)量發(fā)展建設(shè)共同富裕示范區(qū)第二批試點(diǎn)地區(qū)之一,有“中國(guó)天然氧吧”創(chuàng)建地區(qū)稱(chēng)號(hào),是中國(guó)特色農(nóng)產(chǎn)品優(yōu)勢(shì)區(qū)、全國(guó)綜合實(shí)力百?gòu)?qiáng)區(qū)、全國(guó)綠色發(fā)展百?gòu)?qiáng)區(qū)、全國(guó)農(nóng)村創(chuàng)新創(chuàng)業(yè)典型縣。境內(nèi)有浙江農(nóng)林大學(xué)、杭州醫(yī)學(xué)院、浙江警察學(xué)院和杭州電子科技大學(xué)信息工程學(xué)院等數(shù)所高校。
為了讓您更地了解我們的螺旋鋼管_價(jià)格優(yōu),我們精心制作了產(chǎn)品視頻。請(qǐng)花1分鐘時(shí)間觀看,您會(huì)發(fā)現(xiàn)更多細(xì)節(jié)和優(yōu)勢(shì)。
以下是:杭州臨安螺旋鋼管_價(jià)格優(yōu)的圖文介紹
有人說(shuō):京津冀地區(qū)空氣污染嚴(yán)重,隨著智能鋼鐵發(fā)展,污染源會(huì)大量減少,不但人們的生活環(huán)境會(huì)逐步變好,高品質(zhì)鋼鐵產(chǎn)品也會(huì)給行業(yè)帶來(lái)更好的效益。目前,地下走水用螺旋鋼管廣泛采用雙面埋弧焊的焊接技術(shù),下面淺談一下埋弧自動(dòng)焊的形成過(guò)程及特點(diǎn)。埋弧焊的原理:埋弧焊是利用電弧熱能進(jìn)行焊接的,與手工焊條電弧焊不同的是:埋弧焊的焊絲是裸露的,上面沒(méi)有涂料,埋弧焊的確焊劑是預(yù)先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下燃燒的埋弧焊的形成過(guò)程是這樣的焊絲與工件接觸,按下啟動(dòng)按動(dòng)鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧引燃,焊接小車(chē)向前進(jìn),焊絲連續(xù)下向輸送,維持電弧在焊劑層下燃燒,在電弧下方形成焊接熔池。
在電弧周?chē)竸┤刍纬梢粋€(gè)空洞,。這個(gè)空洞和熔池不斷前進(jìn),而熔池后方的金屬凝固,形成連續(xù)的焊縫。這個(gè)過(guò)程由于是在焊劑下進(jìn)行的,因此,我們用肉眼是看不到的。借助于X射線(xiàn)攝影可以看到由于螺旋鋼管采用埋弧自動(dòng)焊的焊接技術(shù),除了此種的生產(chǎn)效率高;生產(chǎn)輔助時(shí)間少,節(jié)省了換焊條的時(shí)間;焊接條件干凈無(wú)飛濺,節(jié)省了清理的時(shí)間;焊縫質(zhì)量高。
杭州臨通管道有限公司配備了先進(jìn)的 螺旋鋼管生產(chǎn)設(shè)備、雄厚的技術(shù)力量及完善的檢測(cè)手段, 技術(shù)力量水平居 螺旋鋼管行業(yè)較高地位。 螺旋鋼管產(chǎn)品暢銷(xiāo)全國(guó)各地,深受用戶(hù)信賴(lài)。 面對(duì)激烈的市場(chǎng)競(jìng)爭(zhēng)及新的考驗(yàn),公司將繼續(xù)不斷引進(jìn)新技術(shù)、 新工藝,以適應(yīng)客戶(hù)需求。
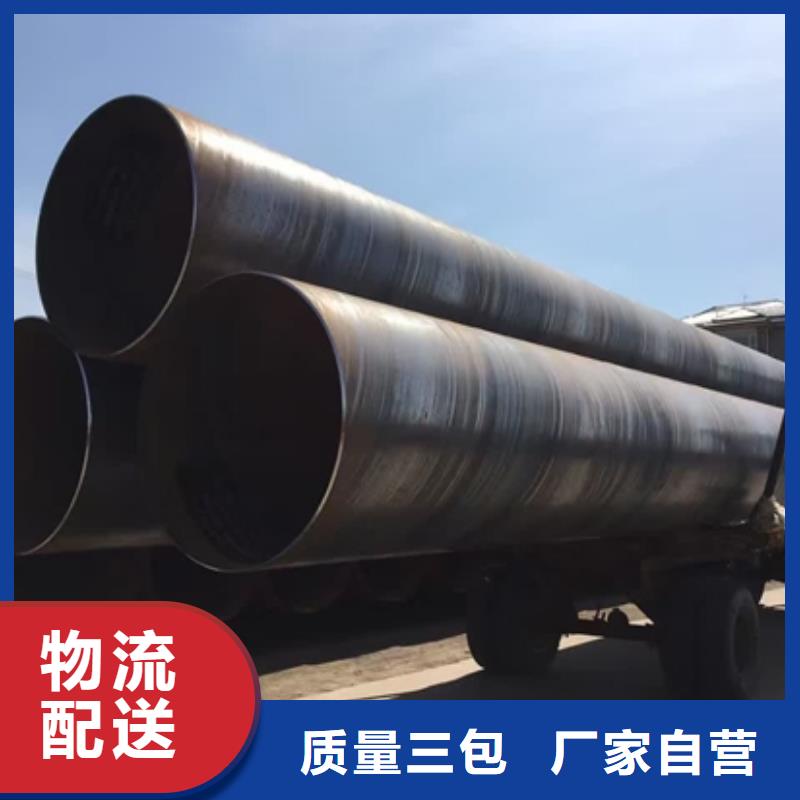
螺旋鋼管由于以下原因它能廣泛地應(yīng)用于大直徑鋼管的生產(chǎn)中:1)只要改變成形角度,就可以用同一寬度的帶鋼生產(chǎn)各種口徑的鋼管;2)因?yàn)槭沁B續(xù)彎曲成形,所以鋼管的定尺長(zhǎng)度不受限制;3)焊縫螺旋形均勻分布在整個(gè)鋼管圓周上,所以鋼管的尺寸精度高,強(qiáng)度也較高;4)易于變更尺寸,適合于小批量、多品種鋼管的生產(chǎn)。螺旋鋼管的制作工藝流程:帶鋼頭尾對(duì)接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動(dòng)埋弧焊補(bǔ)焊。(3)成型前,帶鋼經(jīng)過(guò)矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。(4)采用電接點(diǎn)壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。螺旋鋼管工藝流程(高精度無(wú)縫鋼管,DIN2391精密無(wú)縫鋼管,冷拔精密光亮管):螺旋鋼管的使用率是比較高的,應(yīng)用非常的廣泛,但是在挑選時(shí)要注意質(zhì)量,那應(yīng)該怎樣去挑選呢?種方法也是比較專(zhuān)業(yè)的檢測(cè)方式,就是通過(guò)受壓容器的強(qiáng)度來(lái)進(jìn)行檢測(cè)。
常見(jiàn)的,我們會(huì)利用大氣壓和水壓力進(jìn)行檢測(cè),這種方式可以檢測(cè)在壓力工作環(huán)境中螺旋鋼管的工作狀況,也能夠檢測(cè)螺旋鋼管的密封性如何,一般采取的是大氣壓檢測(cè),因?yàn)檫@樣性比較高,而且如果通過(guò)水汽壓進(jìn)行檢測(cè)的話(huà),在檢測(cè)后還需要把螺旋鋼管的水除掉,比較麻煩。第二種方法也是比較簡(jiǎn)單的,就是通過(guò)表面的進(jìn)行觀察。憑借肉眼發(fā)現(xiàn)螺旋鋼管中在焊接和尺寸上的問(wèn)題,如果有必要,還可以借助于標(biāo)準(zhǔn)樣本與待選購(gòu)的產(chǎn)品進(jìn)行比較,發(fā)現(xiàn)問(wèn)題。
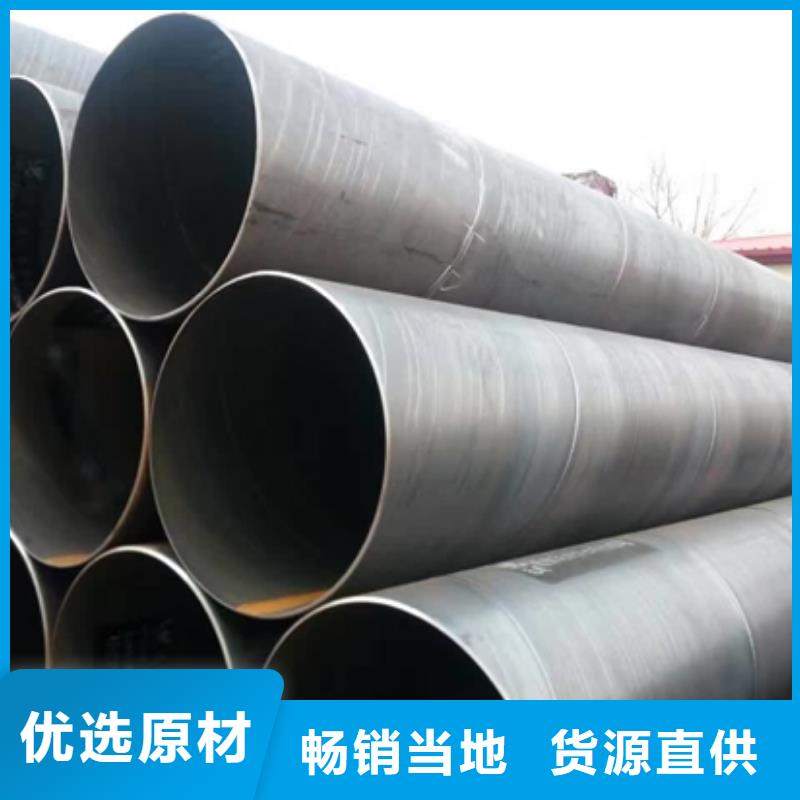
螺旋焊接鋼管也稱(chēng)焊管,是用鋼板或帶鋼經(jīng)過(guò)卷曲成型后焊接制成的鋼管。焊接鋼管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)效率高,品種規(guī)格多,設(shè)備資少,但一般強(qiáng)度低于無(wú)縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。按生產(chǎn)方法分類(lèi):工藝分類(lèi)-電弧焊管,電阻焊管,(高頻,低頻)氣焊管,爐焊管。直縫焊管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)效率高,{芤}成本低,發(fā)展較快。
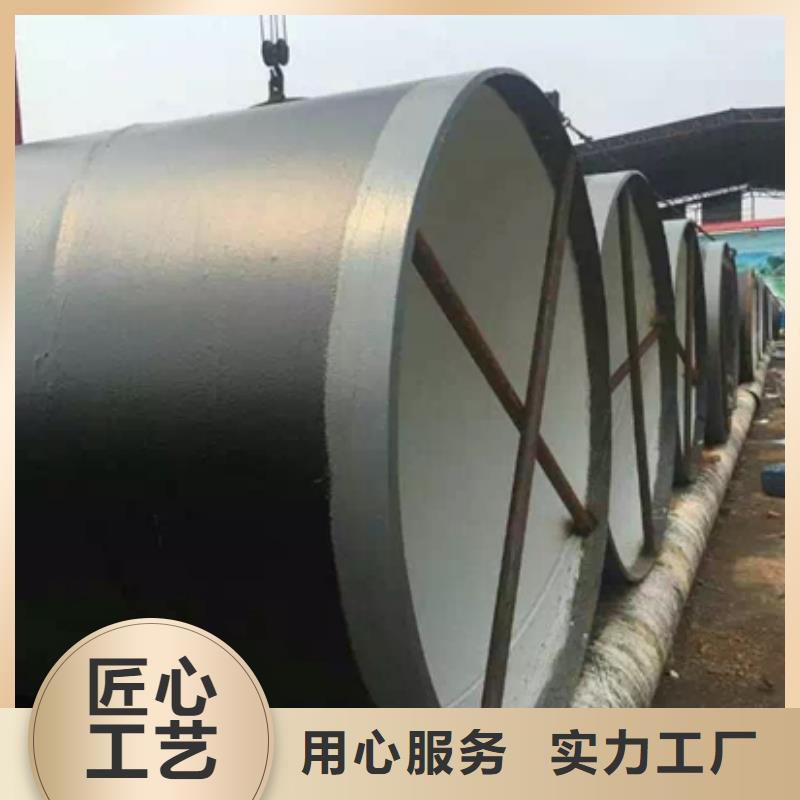
螺旋焊管的強(qiáng)度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長(zhǎng)度的直縫管相比,焊縫長(zhǎng)度增加30~,而且生產(chǎn)速度較低。較小口徑的焊管采用直縫焊,大口徑焊管則多采用螺旋焊;按鋼管端部形狀分為圓形焊管和異型(方、矩型等)焊管;按材質(zhì)和用途不同分為礦用流體輸送焊接鋼管、低壓流體輸送用鍍鋅焊接鋼管、帶式輸送機(jī)托輥電焊鋼管等。螺旋焊接鋼管由于直埋于潮濕的土壤中,并且其常年浸沒(méi)在污水環(huán)境中,管道所埋的環(huán)境中有一些介質(zhì),比如:O2、CO2、H2S、SO2、Cl2等類(lèi),導(dǎo)致管道被腐蝕。比如O2的腐蝕作用主要由于管道內(nèi)輸送的水中或者管溝內(nèi)的存在積水,積水中含有溶解氧,使得鋼鐵被氧化。由于氧對(duì)管道的腐蝕比較強(qiáng)烈而且速度較快,因此,管道的腐蝕穿孔常是因?yàn)檠醯母g。
污水排放用Q235B螺旋鋼管價(jià)格以帶鋼卷板為原材料,經(jīng)常溫?cái)D壓成型,以自動(dòng)雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管對(duì)焊帶鋼對(duì)焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經(jīng)過(guò)X射線(xiàn)電視或拍片檢查。螺旋管主要應(yīng)用于自來(lái)水工程、石化工業(yè)、化學(xué)工業(yè)、電力工業(yè)、農(nóng)業(yè)灌溉、城市建設(shè),是我國(guó)開(kāi)發(fā)的二十個(gè)重點(diǎn)產(chǎn)品之一。
作液體輸送用:給水、排水,污水處理工程,輸泥,海洋輸水。作氣體輸送用:煤氣、蒸氣、液化石油氣。作結(jié)構(gòu)用:作打樁管、作橋梁;碼頭、道路、建筑結(jié)構(gòu)用管,海洋打樁管等。焊縫處理:螺旋鋼管將帶鋼送入焊管機(jī)組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開(kāi)口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。
1.如間隙過(guò)大,則造成鄰近效應(yīng)減少,渦流熱量不足,焊縫晶間接合不良而產(chǎn)生未熔合或開(kāi)裂。2.如間隙過(guò)小則造成鄰近效應(yīng)增大,焊接熱量過(guò)大,造成焊縫燒損;或者焊縫經(jīng)擠壓、滾壓后形成深坑,影響焊縫表面質(zhì)量。將管坯的兩個(gè)邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結(jié)晶,終形成牢固的焊縫。點(diǎn)擊查看全通管道(杭州市臨安區(qū)分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
螺旋鋼管_價(jià)格優(yōu),全通管道(杭州市臨安區(qū)分公司)為您提供螺旋鋼管_價(jià)格優(yōu)產(chǎn)品案例,聯(lián)系人:王總,電話(huà):【0317-6309859】、【13932771377】。

格優(yōu)")
格優(yōu)")
格優(yōu)")
格優(yōu)")
格優(yōu)")
格優(yōu)")
格優(yōu)")
格優(yōu)")
格優(yōu)")
格優(yōu)")
格優(yōu)")
格優(yōu)")
格優(yōu)")