

以下是:吉安市泰和縣正規(guī)螺旋鋼管生產(chǎn)廠家的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說(shuō)明 電議 范圍 正規(guī)螺旋鋼管供應(yīng)范圍覆蓋江西省、吉安市、泰和縣、吉州區(qū)、青原區(qū)、吉水縣、峽江縣、新干縣、永豐縣、遂州縣、萬(wàn)安縣、安福縣、永新縣、井岡山市等區(qū)域。 【全通】業(yè)務(wù)覆蓋多元場(chǎng)景,提供以下產(chǎn)品和服務(wù):萬(wàn)安螺旋鋼管一手價(jià)格、吉州螺旋鋼管高品質(zhì)誠(chéng)信廠家、永新螺旋鋼管嚴(yán)格把控質(zhì)量、新干螺旋鋼管快速發(fā)貨、青原螺旋鋼管做工細(xì)致、遂州螺旋鋼管多種優(yōu)勢(shì)放心選擇等。正規(guī)螺旋鋼管生產(chǎn)廠家,全通管道(吉安市泰和縣分公司)quantong328-6為您提供正規(guī)螺旋鋼管生產(chǎn)廠家的資訊,聯(lián)系人:王總,電話:【0317-6309859】、【13932771377】,供應(yīng)服務(wù)范圍覆蓋江西省、吉安市、泰和縣、吉州區(qū)、青原區(qū)、吉水縣、峽江縣、新干縣、永豐縣、遂州縣、萬(wàn)安縣、安福縣、永新縣、井岡山市。 江西省,吉安市,泰和縣 泰和縣,隸屬江西省吉安市,位于江西省中南部、吉安市西南部,東與青原區(qū)、永豐縣相鄰,南與萬(wàn)安縣、興國(guó)縣相連,西與井岡山市、永新縣、遂川縣毗鄰,北與吉安縣、青原區(qū)接壤。全縣面積2495平方千米,轄23個(gè)鄉(xiāng)鎮(zhèn)場(chǎng)、279個(gè)行政村、30個(gè)社區(qū)。2022年末,泰和縣戶籍人口為57.86萬(wàn)人,其中城鎮(zhèn)人口21.46萬(wàn)人,鄉(xiāng)村人口36.39萬(wàn)人。
想要知道正規(guī)螺旋鋼管生產(chǎn)廠家產(chǎn)品如何?看視頻就知道!看視頻,選產(chǎn)品更明智!
以下是:吉安泰和正規(guī)螺旋鋼管生產(chǎn)廠家的圖文介紹
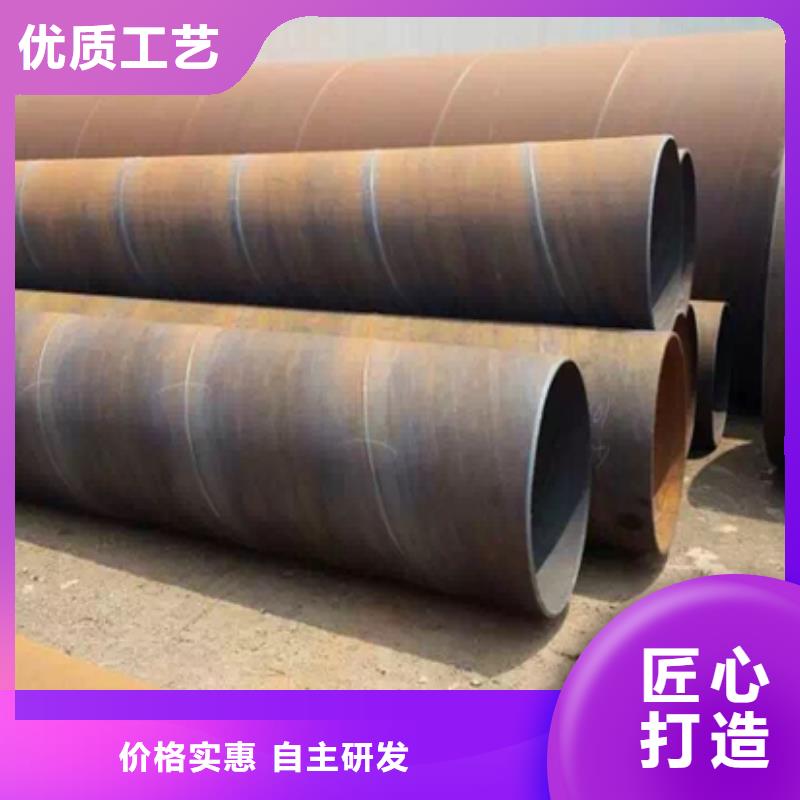
螺旋鋼管是以帶鋼卷板為原材料,經(jīng)常溫?cái)D壓成型,以自動(dòng)雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管.螺旋鋼管應(yīng)用非常廣泛主要應(yīng)用于自來(lái)水工程、石化工業(yè)、化學(xué)工業(yè)、電力工業(yè)、農(nóng)業(yè)灌溉、城市建設(shè),是我國(guó)的二十個(gè)重點(diǎn)產(chǎn)品之一。
具體可應(yīng)用到給水、排水。作氣體輸送用:、蒸氣、。作結(jié)構(gòu)用:作打樁管、作橋梁;碼頭、道路、建筑結(jié)構(gòu)用管等領(lǐng)域。滄州全通管道有限公司是河北一家專業(yè)的大口徑螺旋鋼恭家,Q235B大口徑螺旋鋼管,螺旋鋼管用途廣泛,自來(lái)水施工用螺旋鋼管,自來(lái)水工程用螺旋鋼管,飲水工程用大口徑螺旋鋼管,Q235B螺旋鋼管,飲用水專用Q235B螺旋鋼管,天然氣管道用防腐螺旋鋼管,飲水專業(yè)防腐螺旋鋼管,我廠常年存有大量管材。螺旋管主要用于石油、天然氣的輸送管線,其規(guī)格用外徑*壁厚表示。螺旋管有單面焊的和雙面焊的,焊管應(yīng)保證水壓試驗(yàn)、焊縫的抗拉強(qiáng)度和冷彎性能要符合規(guī)定。螺旋鋼管的特點(diǎn):螺旋鋼管的強(qiáng)度一般比直縫焊管高,能用較窄的坯料出產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料出產(chǎn)管徑不同的焊管。但是余同長(zhǎng)度的直縫管比擬,焊縫長(zhǎng)度30~,而且出產(chǎn)速度較低。
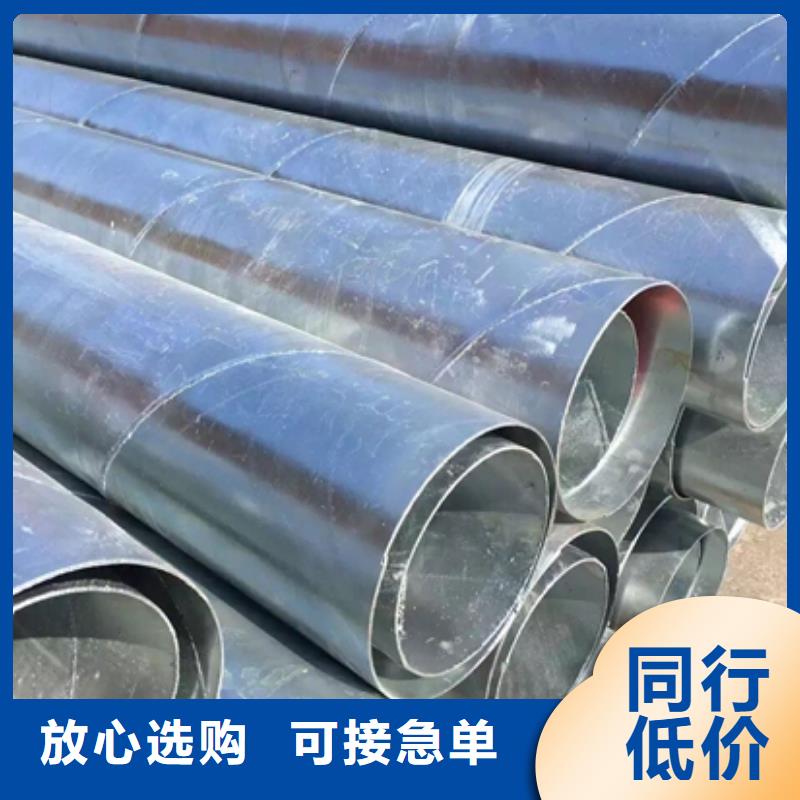
污水排放用Q235B螺旋鋼管價(jià)格以帶鋼卷板為原材料,經(jīng)常溫?cái)D壓成型,以自動(dòng)雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管對(duì)焊帶鋼對(duì)焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經(jīng)過(guò)X射線電視或拍片檢查。螺旋管主要應(yīng)用于自來(lái)水工程、石化工業(yè)、化學(xué)工業(yè)、電力工業(yè)、農(nóng)業(yè)灌溉、城市建設(shè),是我國(guó)開發(fā)的二十個(gè)重點(diǎn)產(chǎn)品之一。
作液體輸送用:給水、排水,污水處理工程,輸泥,海洋輸水。作氣體輸送用:煤氣、蒸氣、液化石油氣。作結(jié)構(gòu)用:作打樁管、作橋梁;碼頭、道路、建筑結(jié)構(gòu)用管,海洋打樁管等。焊縫處理:螺旋鋼管將帶鋼送入焊管機(jī)組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。
1.如間隙過(guò)大,則造成鄰近效應(yīng)減少,渦流熱量不足,焊縫晶間接合不良而產(chǎn)生未熔合或開裂。2.如間隙過(guò)小則造成鄰近效應(yīng)增大,焊接熱量過(guò)大,造成焊縫燒損;或者焊縫經(jīng)擠壓、滾壓后形成深坑,影響焊縫表面質(zhì)量。將管坯的兩個(gè)邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結(jié)晶,終形成牢固的焊縫。
吉安泰和全通管道有限公司價(jià)值觀:創(chuàng)新、品質(zhì)、誠(chéng)信、合作共贏
使命:讓地面更美好,讓生活更幸福
理念:用更有價(jià)值的 螺旋鋼管產(chǎn)品與理念讓更多人真正受益
愿景:致力于打造一家受人尊敬的,更具社會(huì)影響力的 螺旋鋼管企業(yè)
所以焊接結(jié)構(gòu)中一般不允許存在這種缺陷,一經(jīng)發(fā)現(xiàn)須鏟去重焊。大口徑螺旋焊管錯(cuò)邊會(huì)降低鋼管的使用,所以我們要注意找到導(dǎo)致這一個(gè)狀況的原因,從而在以后的使用中會(huì)減少這一狀況的發(fā)生,讓螺旋鋼管生產(chǎn)廠家來(lái)給大家分析一下,希望對(duì)大家會(huì)有幫助。螺旋鋼管對(duì)鋼帶的具體要求是可以或許有用的行進(jìn)鋼管的可焊性;螺旋鋼管廠磷關(guān)于鋼帶的耐性和可焊性都是無(wú)害的與鋼中其他稀有的元素比較,磷猛烈地行進(jìn)夏比進(jìn)犯轉(zhuǎn)變溫度克對(duì)淬硬性也有激烈的影響,下降磷的含量可直接行進(jìn)可焊性,因些熱軋鋼帶中磷含量越低越好。
螺旋鋼管廠并恰當(dāng)?shù)奶砑逾仭⑩C、鈮的含量。熱軋鋼帶化學(xué)成份的操控首要是要下降碳硫磷的含量。下降鋼中的硫的含量對(duì)進(jìn)步鋼管的韌注和止裂性有利,下降碳的含量。還可下降硫化物攙雜的集結(jié),行進(jìn)鋼的抗裂功能,下降硫的含量還可進(jìn)步鋼帶的概況質(zhì)量。大口徑螺旋焊管多輥式冷軋管機(jī)軋輥尺寸的確定是基于軋制不同材質(zhì),螺旋鋼管不同規(guī)格產(chǎn)品時(shí)的軋制壓力,軋輥的強(qiáng)度和剛度以及軋輥的輥徑與滑道工作面之間接觸應(yīng)力的大小綜合確定的。輥頸的許用接觸應(yīng)力可按下面經(jīng)驗(yàn)公式化計(jì)算軋輥的承受能力,螺旋鋼管焊縫感應(yīng)加熱淬火+回火處理這種熱處理方法又稱調(diào),在線焊縫感應(yīng)加熱調(diào)質(zhì)處理是目前的熱處理技術(shù)。螺旋鋼管廠質(zhì)處理后焊縫的綜合力學(xué)性能完全達(dá)到管體的水平,實(shí)現(xiàn)焊縫鏟體性能均一化。實(shí)現(xiàn)這項(xiàng)熱處理工藝技術(shù)的核心就是必須掌握磁場(chǎng)加熱技術(shù),保證加熱溫度的均勻和準(zhǔn)確。
螺旋鋼管廠家報(bào)價(jià),我公司生產(chǎn)的螺旋鋼管不僅質(zhì)量可靠,螺旋鋼管價(jià)格也是公道的,行不行打個(gè)試試,一個(gè)又耽誤不了您多少時(shí)間,您的嘗試就是我們合作的開始,也是我們共贏的開始!我們本著誠(chéng)信為本的原則,以質(zhì)量求生存,以信譽(yù)得發(fā)展的企業(yè)經(jīng)營(yíng)理念,不斷開拓進(jìn)取。在激烈的市場(chǎng)競(jìng)爭(zhēng)中,憑借良好的合作關(guān)系公司茁壯發(fā)展,在持續(xù)改進(jìn)、追求卓越不斷進(jìn)取、永不滿足的信念,企業(yè)在不斷創(chuàng)新中求發(fā)展,個(gè)人靠創(chuàng)新精神求進(jìn)步,日積月累,量變到質(zhì)變,每天的一小步,就是企業(yè)將來(lái)的一大步,點(diǎn)滴的匯集,使公司成長(zhǎng)的實(shí)力雄厚的流通企業(yè)。螺旋鋼管在出廠之前應(yīng)做機(jī)械性能試驗(yàn)和壓扁試驗(yàn)以及擴(kuò)口試驗(yàn),并要達(dá)到標(biāo)準(zhǔn)規(guī)定的要求。直縫鋼管的質(zhì)量檢測(cè)方法如下:1、從表面上判斷,也就是在外觀檢驗(yàn)。焊接接頭的外觀檢驗(yàn)是一種手續(xù)簡(jiǎn)便而又應(yīng)用廣泛的檢驗(yàn)方法,是成品檢驗(yàn)的一個(gè)重要內(nèi)容,主要是發(fā)現(xiàn)焊縫表面的缺陷和尺寸上的偏差。一般通過(guò)肉眼觀察,借助標(biāo)準(zhǔn)樣板、量規(guī)和放大鏡等工具進(jìn)行檢驗(yàn)。
若焊縫表面出現(xiàn)缺陷,焊縫內(nèi)部便有存在缺陷的可能。2、物理方法的檢驗(yàn):物理的檢驗(yàn)方法是利用一些物理現(xiàn)象進(jìn)行測(cè)定或檢驗(yàn)的方法。材料或工件內(nèi)部缺陷情況的檢查,一般都是采用無(wú)損探傷的方法。無(wú)損探傷有超聲波探傷、射線探傷、滲透探傷、磁力探傷等。螺旋鋼管成型過(guò)程:1.螺旋鋼管成型前;螺旋鋼管采用先進(jìn)的雙面埋弧焊的制作工藝,可在zui佳位置實(shí)現(xiàn)焊接,不容易出現(xiàn)錯(cuò)邊、焊偏和未焊透等缺陷,容易控制焊接質(zhì)量和位置。
點(diǎn)擊查看全通管道(吉安市泰和縣分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
正規(guī)螺旋鋼管生產(chǎn)廠家_全通管道(吉安市泰和縣分公司),固定電話:【13932771377】,移動(dòng)電話:【0317-6309859】,聯(lián)系人:王總,鹽山縣城南開發(fā)區(qū)。
螺旋鋼管生產(chǎn)廠家")
螺旋鋼管生產(chǎn)廠家")
螺旋鋼管生產(chǎn)廠家")
螺旋鋼管生產(chǎn)廠家")
螺旋鋼管生產(chǎn)廠家")
螺旋鋼管生產(chǎn)廠家")
螺旋鋼管生產(chǎn)廠家")
螺旋鋼管生產(chǎn)廠家")
螺旋鋼管生產(chǎn)廠家")
螺旋鋼管生產(chǎn)廠家")
螺旋鋼管生產(chǎn)廠家")
螺旋鋼管生產(chǎn)廠家")
螺旋鋼管生產(chǎn)廠家")
螺旋鋼管生產(chǎn)廠家")
