

以下是:南昌市東湖區值得信賴的螺旋鋼管經銷商的產品參數【全通】業務覆蓋多元場景,提供以下產品和服務:灣里螺旋鋼管實力優品、青云譜螺旋鋼管直銷廠家、新建螺旋鋼管拒絕偽劣產品、安義螺旋鋼管信譽至上、進賢螺旋鋼管設計合理、青山湖螺旋鋼管一站式采購方便省心等。在南昌市東湖區采購值得信賴的螺旋鋼管經銷商請認準全通管道(南昌市東湖區分公司)quantong1364-6,品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,供應服務范圍覆蓋江西省、南昌市、東湖區、青云譜區、灣里區、青山湖區、新建區、安義縣、進賢縣,讓您購買到更加實惠、更加可靠的產品。(聯系人:銷售部 王經理-【177681665506】)。 江西省,南昌市,東湖區 東湖區,隸屬于江西省南昌市,地處南昌市東北部,東以北京西路與洪都大道的交會點、洪都北大道、青山湖西岸線、青山北路、青山湖閘與富大有堤交會點為界;南以北京西路、八一廣場南端、八一大道、中山路、中山橋、中山西路為界;西、北均以贛江南航道中心線為界,總面積56.95平方千米。截至2022年末,東湖區常住總人口41.8881萬人。截至2022年10月,東湖區轄7個街道、1個鎮,另設有2個管理處。
想了解值得信賴的螺旋鋼管經銷商產品的更多信息?一部視頻,讓你輕松get到所有重點!
以下是:南昌東湖值得信賴的螺旋鋼管經銷商的圖文介紹
埋弧焊的原理:埋弧焊是利用電弧熱能進行焊接的,與手工焊條電弧焊不同的是:埋弧焊的焊絲是裸露的,上面沒有涂料,埋弧焊的確焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下燃燒的埋弧焊的形成過程是這樣的焊絲與工件接觸,按下啟動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧引燃,焊接小車向前進,焊絲連續下向輸送,維持電弧在焊劑層下燃燒,在電弧下方形成焊接熔池。在電弧周圍,焊劑熔化形成一個空洞,。這個空洞和熔池不斷前進,而熔池后方的金屬凝固,形成連續的焊縫。這個過程由于是在焊劑下進行的,因此,我們用肉眼是看不到的。借助于X射線攝影可以看到由于螺旋鋼管采用埋弧自動焊的焊接技術,除了此種的生產效率高;生產輔助時間少,節省了換焊條的時間;焊接條件干凈無飛濺,節省了清理的時間;焊縫質量高。也為螺旋焊管廠的交貨提供了必要的條件,使得量大的螺旋鋼管生產時間得到保證,因此目前還是被廣泛采用著。Q235B螺旋鋼管廠家-滄州全通管道有限公司已成為國內較大規模的螺旋鋼管,厚壁螺旋焊管,大口徑螺旋管,Q235b矩管,q235螺旋管,大口徑螺旋管,螺旋鋼管價格,螺旋管生產廠家,小口徑鍍鋅管的銷售基地,先后與全國各大電廠,鍋爐廠,石油,化工,機械等企業相繼建立了穩定的供貨關系,公司遵循誠信經營,貨真價實,優質服務的宗旨,贏得了用戶,拓展了市場,建立了廣泛的銷售網絡,以質量求信譽,以信譽求發展,以雄厚的實力、優質的產品、低廉的價格深得新老用戶的信賴;歡迎來電垂詢或親臨指導。
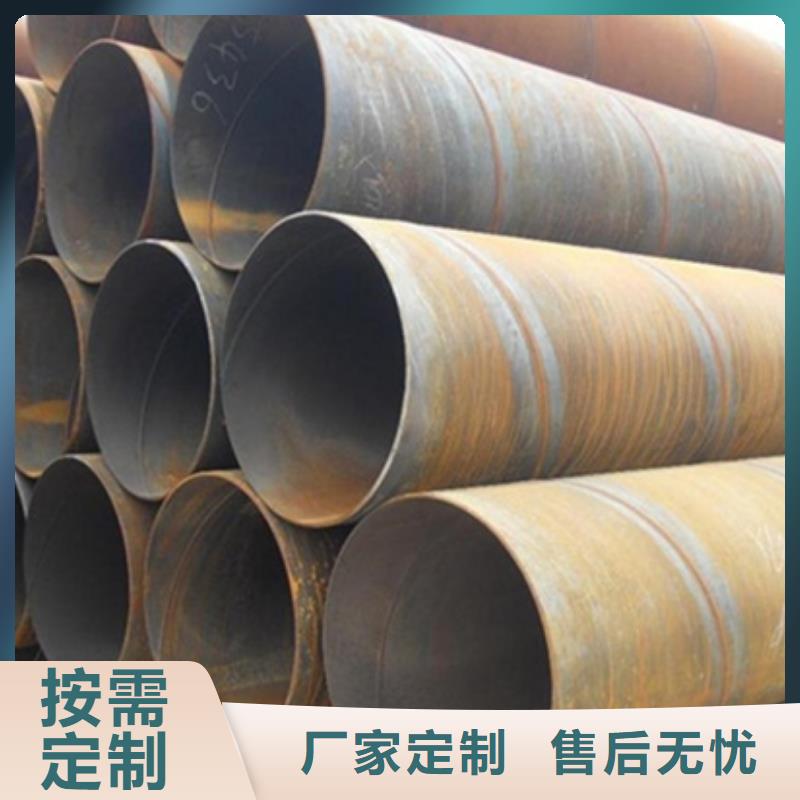
螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管.主要生產流程如下:(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。(3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理,(4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。(5)采用外控或內控輥式成型。(6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。(7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。(8)焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。(9)采用空氣等離子切割機將鋼管切成單根。(10)切成單根鋼管后,每批鋼管頭三根要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。(11)焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。
我公司秉承:不收不良產品、不做不良產品、不出不良產品.嚴格把握質量要求的產品。讓每一位客戶放心選擇我們.您的開始將是我們的!合作愉快!螺旋鋼管分為單面埋弧焊的和雙面埋弧焊:1.單面埋弧焊:單面焊成形方式分為強制成形和自由成形,現今一般使用強制成形,通常利用陶瓷襯墊。在焊接鋼筋的時候,兩個鋼筋接頭,只在接頭的一面(或側)施焊的焊接就叫單面焊。焊接長度為10倍d(d是鋼筋直徑)。例如兩個直徑25毫米的鋼筋搭接,焊縫長度要到達25厘米或者25厘米以上。焊縫的小厚度為0.05d。焊縫寬度小為0.1d。才能達到焊接的要求。2.雙面埋弧焊:雙面埋弧焊管采用雙面埋弧螺旋焊接技術,將窄帶(板)卷連續焊接而成的鋼管。其在我國西氣東輸等油氣長輸管道工程中獲得了廣泛應用,是我國油氣長輸管道工程采用的主要管型。鋼管成型過程中,鋼板變形均勻,殘余應力小,表面不產生劃傷。加工的鋼管在直徑和壁厚的鋼管尺寸規格范圍上,有更大的靈活性,尤其在生產高鋼級厚壁鋼管,特別是大口徑厚壁管方面具有其他工藝無法比擬的優勢,可滿足用戶在鋼管規格方面更多的要求;采用先預焊后內外焊(精焊)的工藝,可在位置實現焊接,不易出現錯邊、焊偏和未焊透等缺陷,容易控制焊接質量;進行整體機械擴徑,可有效地提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態,從而避免由于應力腐蝕造成的破壞,同時有利于現場的焊接施工;對鋼管進行9項的質量檢查,使鋼管生產的全過程均在有效的檢測、監控之下,有效地保證了埋弧焊鋼管產品質量;整條生產線的全部設備具備與計算機數據采集系統聯網的功能,實現數據即時傳輸,由中央控制室對生產過程中的技術參數和質量指標進行采質量其承壓能力高、阻力小、耐低溫、抗腐蝕、安裝維修方便等優點而越來越受到石油天然氣、礦漿輸送、城市建設等行業的歡迎,工藝流程首先進行全板超聲波檢驗。
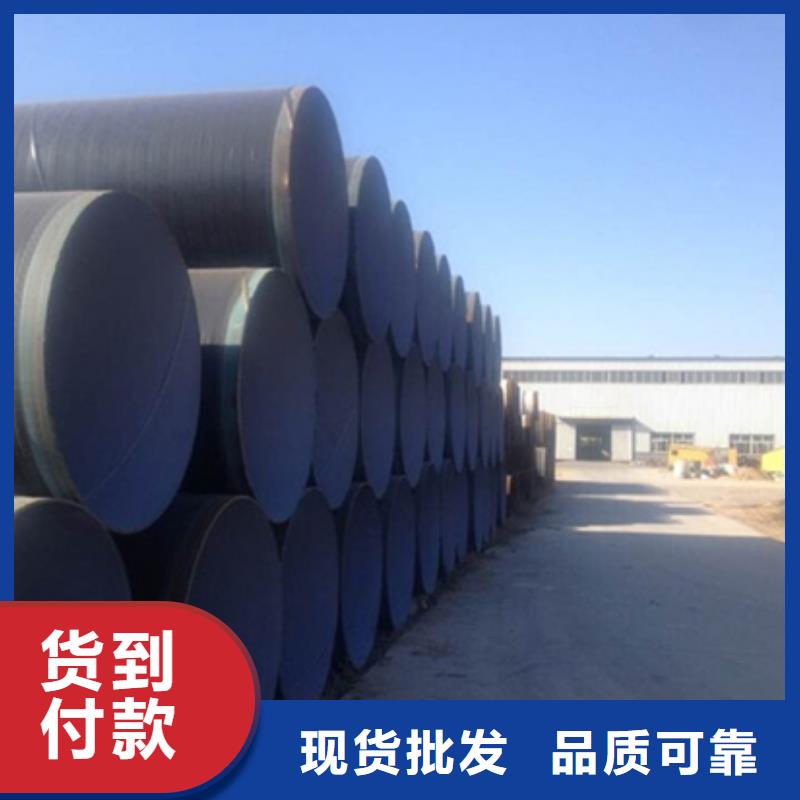
螺旋焊管統稱的種類:螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊管。1. 承壓流體輸送,用螺旋縫埋弧焊鋼管SY5036-83,主要用于輸送石油、天然氣的管線;承壓流體輸送用螺旋縫高頻焊鋼管SY5038-83,用高頻搭接焊法焊接的,用于承壓流體輸送的螺旋縫高頻焊鋼管。鋼管承壓能力強,塑性好,便于焊接和加工成型; 一般低壓流體輸送用螺旋縫埋弧焊鋼管SY5037-83,采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。現在螺旋鋼管的常用標準一般分為:SY/T5037-2000(部標、也叫普通流體輸送管道用螺旋縫埋弧焊鋼管)、GB/T9711.1-1997(國標、也叫石油天然氣工業輸送鋼管交貨技術條件第1部分:A級鋼管(到目前要求嚴格的有GB/T9711.2B級鋼管))、API-5L(美國石油協會、也叫管線鋼管;其中分為PSL1和PSL2兩個級別)、SY/T5040-2000(樁用螺旋焊縫鋼管)。SY/T5037-2000是石油部設標準一般都稱做部標 GB9711.1-1997國標螺旋管,石油天然氣工業輸送鋼管,A級null一般低壓流體輸送用螺旋縫高頻焊鋼管(SY5039-83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,采用高頻搭接焊法焊接用于一般低壓流體輸送用螺旋縫高頻焊鋼管。
南昌東湖全通管道有限公司為您提供詳細的 螺旋鋼管產品報價、參數、圖片等商品信息,如需進一步了解 螺旋鋼管,請與廠家直接聯系。
今年在南昌市東湖區購買值得信賴的螺旋鋼管經銷商有了新選擇,全通管道(南昌市東湖區分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的值得信賴的螺旋鋼管經銷商產品。如需購買或咨詢,請隨時聯系我們,聯系人:銷售部 王經理-【177681665506】,地址:南開發區。












