以下是:河源市紫金縣異型管廠家-的產品參數(shù)【千鶴】為客戶提供多樣化產品,包括源城精密管貨到付款、東源精密管工廠認證、連平精密管專注生產制造多年、龍川精密管質量層層把關等,適配多元場景需求。異型管廠家-,千鶴鋼管(河源市紫金縣分公司)lcqh1587-6為您提供異型管廠家-產品案例,聯(lián)系人:賀經理,電話:【18864897226】、【18864897226】,供應服務范圍覆蓋:廣東省、河源市、紫金縣、源城區(qū)、龍川縣、連平縣、東源縣。 廣東省,河源市,紫金縣 明隆慶三年(1569)朝廷批準設立永安縣。民國3年(1914年),廣東永安縣改名為紫金縣。1949年5月,隸屬東江專區(qū)。1952年改屬粵東行政區(qū),1956年隸屬惠陽專區(qū),1959年改屬汕頭專區(qū),1963年復屬惠陽地區(qū),1988年成為河源市轄縣。
為了展現(xiàn)異型管廠家-產品的優(yōu)勢,我們呈現(xiàn)了制作的產品視頻。幾分鐘的沉浸,將讓您對這款產品有更深入的了解。以下是:河源紫金異型管廠家-的圖文介紹
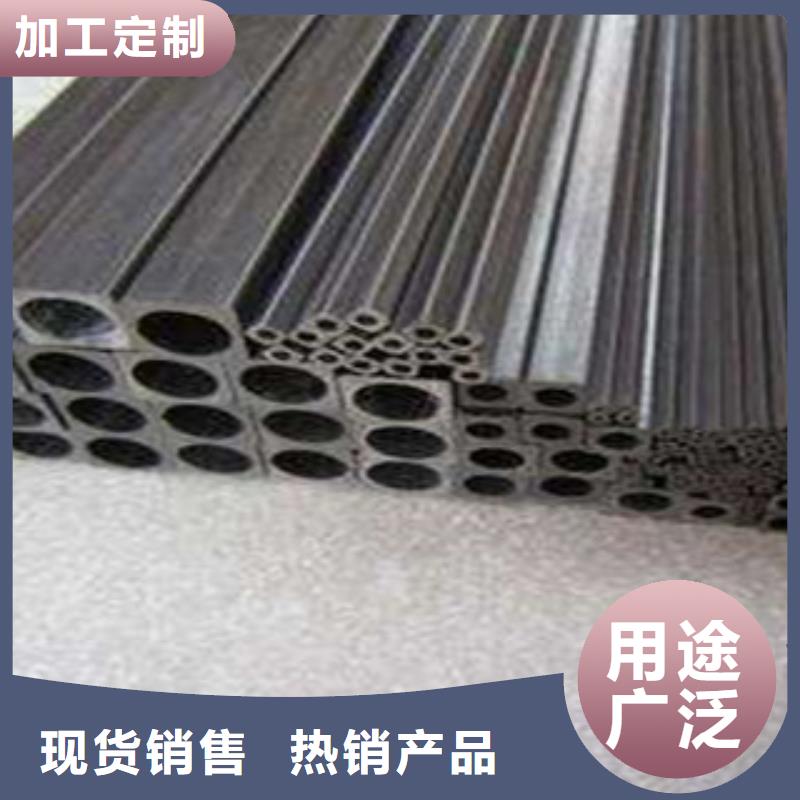
為了減少彈性變形,對于精密無縫異型管機組加工變形道次都比普通無縫異型管道次相應增加2~3道次。在變形安排上,應減少初始時變形角度,保證穩(wěn)定的咬入,中間彎形角度適當加大,后部變形適當減少,增加變形道次不僅僅是減少變形力,還可使帶鋼有釋放表面應力的機會,讓表面應力增加的梯度緩慢,可以避免出現(xiàn)裂紋。在調整過程中,首先應保證垂直中心線的各道次統(tǒng)一,以中心作為基軸,找準定位尺寸及中間套,在水平線的位置上,應按照工藝安排,形成上山線(下山線)平直線,不能出現(xiàn)曲線跳動。在沒有穿帶前,就應該調整好各機架的孔型形狀,測量各道次尺寸,保證產品穩(wěn)定進入各機架。在調整中要均衡受力,不可以在一個機架上強行變形,保證角穩(wěn)定均勻變化。
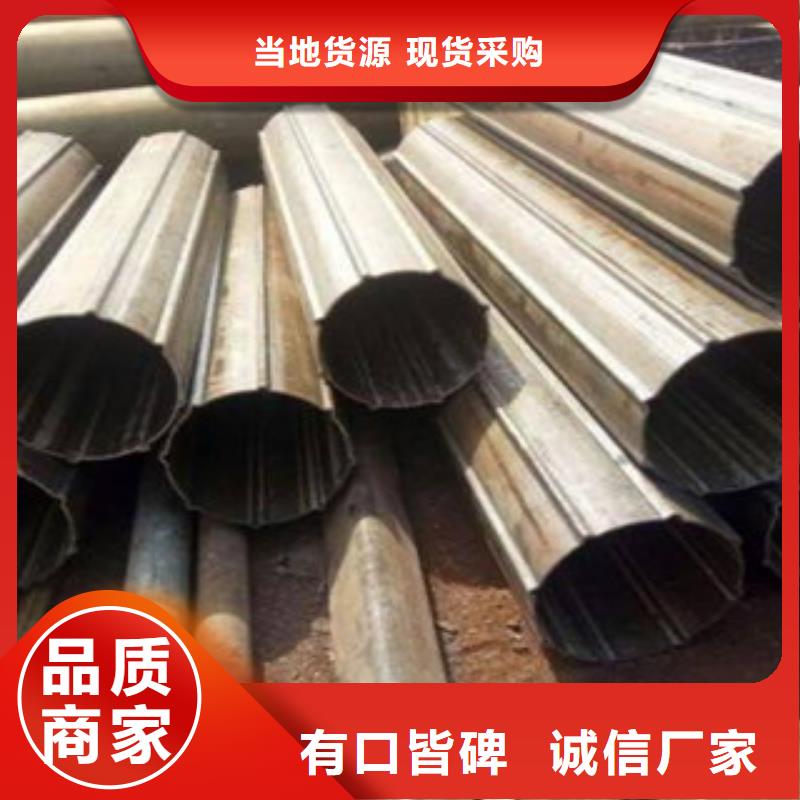
要異型管焊縫氣孔的產生,我們建議采取以下措施:(一)焊劑厚度,焊劑的聚集厚度通常為25-45mm,焊劑顆粒度大、密度小時聚集厚度取大值,反之取小值。大電流、低焊速聚集厚度取大值,反之取小值。另外高溫天氣或周圍濕度大時,使用的焊劑應烘干后再利用;(二)鋼板板邊處置,鋼板板邊應設置鐵銹和毛刺掃除裝置,以避免產生氣孔的可能。掃除裝置的位置好安置在銑邊機和圓盤剪后,裝置的布局是一邊2個上下位置可調解間隙的自動鋼絲輪,上下壓緊板邊;(三)減小次級磁場,為了避免磁偏吹的影響,應使工件上焊接電纜的毗連位置盡可能遠離焊接終端,防止焊接電纜在異型管上發(fā)生次級磁場;(四)元素參與,焊接含有適量的CaF2和SiO2時,會反向吸取大量的H2,產生穩(wěn)固性很高且不溶于液態(tài)金屬的HF,從而可以防備氫氣孔的形成;(五)成型工藝,當?shù)吐浜附铀俾驶蛟龃箅娏鳎瑥亩沟煤缚p熔池金屬的結晶速率,以便于氣體逸出,同時要是異型管帶鋼遞送位置不穩(wěn)固,應實時進行調解,杜絕通過微調前橋或后橋維持成型,造成氣體逸出困難;(六)鋼板外貌處置,為防止開卷矯平脫落的氧化鐵皮等雜物進入成型工序,應設置板面排除裝置;(七)焊縫形貌,異型管焊縫的成型系數(shù)過小,焊縫的形狀窄而深,氣體和混合物不容易浮出,易形成氣孔和夾渣。通常焊縫成型系數(shù)控制在1.3-1.5,聲測管取大值,薄壁取小值。
河源紫金千鶴鋼管有限公司于2016年成立,坐落于美麗的河源紫金,是一家致力于集銷售 精密管公司,并可根據(jù)客戶的要求,定做客戶所需的 精密管產品,以滿足 精密管市場需求. 公司以“質量為主,用戶滿意”的企業(yè)宗旨,堅持走”科技興廠,質量取勝”的道路。以產品的質量,客戶的信賴求發(fā)展。“科學進取,誠信待人,團結務實,雷厲風行“的企業(yè)文化。客戶用的開心,用的滿意使我們長期以來的方向。
異型管廠家-_千鶴鋼管(河源市紫金縣分公司),固定電話:【18864897226】,移動電話:【18864897226】,聯(lián)系人:賀經理,經濟開發(fā)區(qū)。








