
以下是:蘭州市皋蘭縣新螺旋鋼管源頭好貨的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 名稱 螺旋鋼管 規格型號 直徑219-3860 材質 Q235A-B Q345B 產地 滄州市鹽山縣 可定制 可根據客戶要求加工 防腐要求 可根據客戶要求加工各種防腐 保溫要求 可根據客戶要求加工各種保溫 生產線 螺旋生產線4條 范圍 新螺旋鋼管源頭好貨供應范圍覆蓋甘肅省、蘭州市、皋蘭縣、七里河區、西固區、安寧區、紅古區、永登縣、榆中縣等區域。 【全通】為客戶提供多樣化產品,包括永登螺旋鋼管服務至上、紅古螺旋鋼管拒絕差價、七里河螺旋鋼管懂您所需、西固螺旋鋼管量少也做、安寧螺旋鋼管隨到隨提、榆中螺旋鋼管品質優良等,適配多元場景需求。新螺旋鋼管源頭好貨,全通管道(蘭州市皋蘭縣分公司)專業從事新螺旋鋼管源頭好貨,聯系人:王總,電話:【0317-6309859】、【13932771377】,以下是新螺旋鋼管源頭好貨的詳細頁面。 甘肅省,蘭州市,皋蘭縣 皋蘭自西漢設縣,已有2100多年的歷史,公元前127年首置金城縣,1738年更名為皋蘭縣,至民國一直為甘肅首縣。皋蘭地靈人杰,孕育了一代書杰魏振皆、明御史鄒應龍、象棋大師彭述圣等一批歷史文化名人。皋蘭是太平鼓的故鄉,被文化部命名為;中國民間藝術縣。 2014年,皋蘭縣的什川鎮榮獲“世界古梨園”稱號和“影響世界的中國文化旅游名鎮”。
對于新螺旋鋼管源頭好貨產品,我們傾注了無盡的心血和熱情。而我們的視頻,正是我們向您展示這一成果的方式。
以下是:蘭州皋蘭新螺旋鋼管源頭好貨的圖文介紹
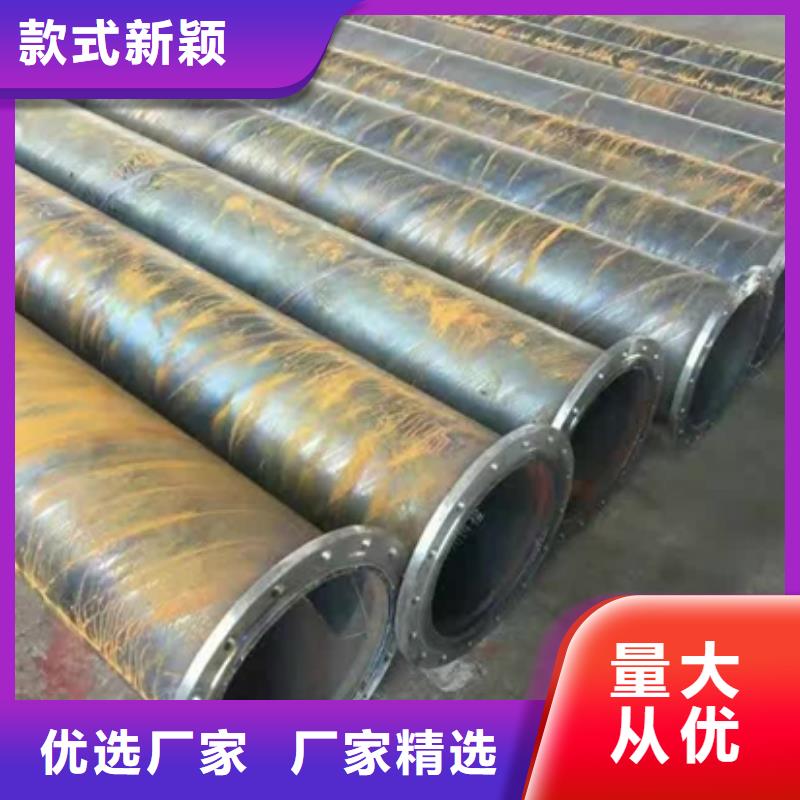
近年來,出現了許多新型防腐管材,其在油田的試用為油氣集輸工程提供了選擇的余地。環氧煤瀝青防腐鋼管主要用于埋地或水下鋼質輸油、輸氣、供水、供熱管道的外壁防腐,也適用于各類鋼結構、碼頭、船舶、水閘、煤氣儲罐、煉油化工廠設備防腐及混凝土管、污水池、樓頂防水層、衛生間、地下室等混凝土結構的防水和防滲漏。環氧煤瀝青防腐管廠家,我廠生產的防腐鋼管齊全,三油二布防腐鋼管,二布四油防腐鋼管,三布五油防腐鋼管,五油八布防腐鋼管,3PE防腐鋼管,水泥砂漿防腐鋼管,環氧煤瀝青防腐鋼管,IPN8710防腐鋼管等我廠常年存有大量現貨。環氧煤瀝青漆適用于長期埋地、長期或間隔浸水、干濕交替浪濺區域。主要用于埋地鋼制管道外壁防腐漆(介質溫度不超過110℃);也用于機械設備及儲罐的底面及近地部分、礦井支架及井下設施、浸水鋼結構、鋼結構橋梁及海洋平臺浪濺區、污水池、水庫閘門等。
地埋走水用螺旋焊接鋼管埋弧焊的確焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下燃燒的。焊絲與工件接觸,按下啟動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧引燃,焊接小車向前進,焊絲連續下向輸送,維持電弧在焊劑層下燃燒,在電弧下方形成焊接熔池。在電弧周圍,焊劑熔化形成一個空洞,。這個空洞和熔池不斷前進,而熔池后方的金屬凝固,形成連續的焊縫。這個過程由于是在焊劑下進行的,因此,我們用肉眼是看不到的。借助于X射線攝影可以看到。由于螺旋鋼管采用埋弧自動焊的焊接技術,除了此種的生產效率高;生產輔助時間少,節省了換焊條的時間;焊接條件干凈無飛濺,節省了清理的時間;焊縫質量高。也為螺旋鋼管廠的交貨提供了必要的條件,使得量大的螺旋鋼管生產時間得到保證,因此還是被廣泛采用著。
刷油纏布防腐如不能一次涂刷達到涂裝厚度,兩度涂層應采取濕碰濕的涂裝方法進行施工,即涂層表干后、實干前進行下道涂層的施工,以保證涂層的緊密結合。每道涂層的厚度和總厚度必須達到規定的厚度要求;環氧煤瀝青涂層實干前,避免雨淋及暴露在濕度極大的環境中。本公司環氧煤瀝青底漆為溶劑型產品;下列情況,必須進行二次處理:ipn8710飲水防腐鋼管鋼材表面除銹后應在16小時內,在潮濕區和沿海地區應在8小時內涂刷底漆,否則發生二次生銹,則須用鋼絲刷處理。b、對已預涂車間底漆的物件在運輸、裝配過程中的焊接部位及熱處理時產生的損傷部位和缺陷、火工損傷部位,用電動砂輪、鋼絲刷處理。c、對涂有鋅粉底漆,已受大氣侵蝕產生的白銹(鋅鹽),用手動或電動鋼絲刷、清水處理。概述:供水管線內腐蝕介質種類較多,有酸、堿、鹽、氧化劑及水蒸氣等,涂料必須具有化學惰性、耐酸堿鹽腐蝕,涂膜應結構致密,防水滲透性好,該產品屬于“化學反應性”涂料,分雙組份包裝,甲組份為樹脂、引發劑。
蘭州皋蘭全通管道有限公司自投產以來,通過優良的 螺旋鋼管產品性能和完善的售后服務體系逐步贏得了客戶的信賴并全國各地。公司一貫堅持以人為本的管理理念,人才薈萃是我們創新發展的基礎,質優量大是我們競爭前進的優勢。我們的生產工藝規范,技術力量雄厚,可根據客戶要求和使用環境不同制造出符合客戶需求的 螺旋鋼管。
螺旋鋼管螺旋鋼管的制作工藝:原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送.采用外控或內控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接質量。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根。切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。
新螺旋鋼管源頭好貨,全通管道(蘭州市皋蘭縣分公司)為您提供新螺旋鋼管源頭好貨產品案例,聯系人:王總,電話:【0317-6309859】、【13932771377】。











