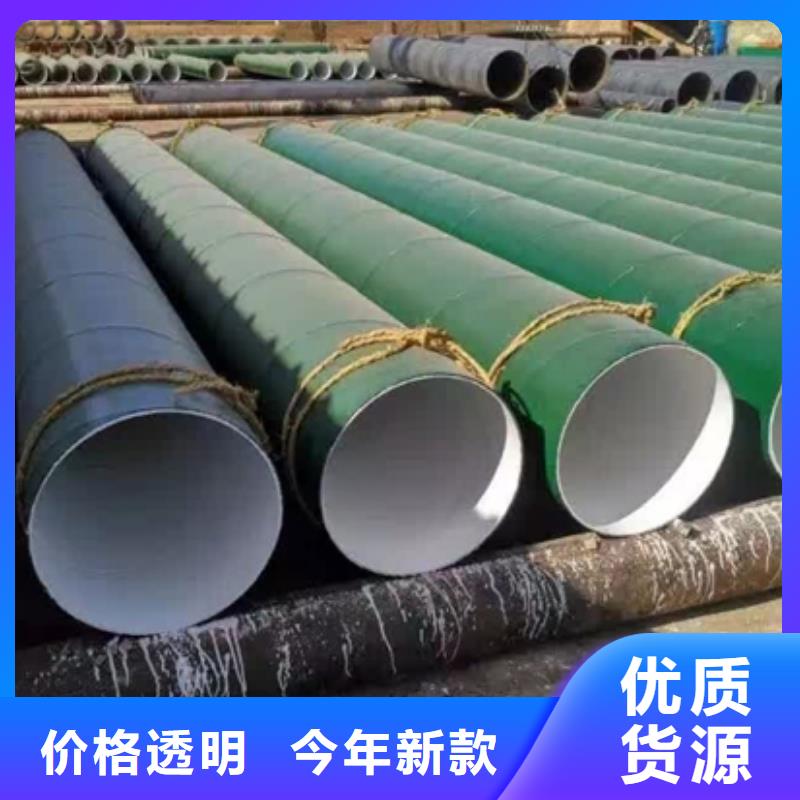


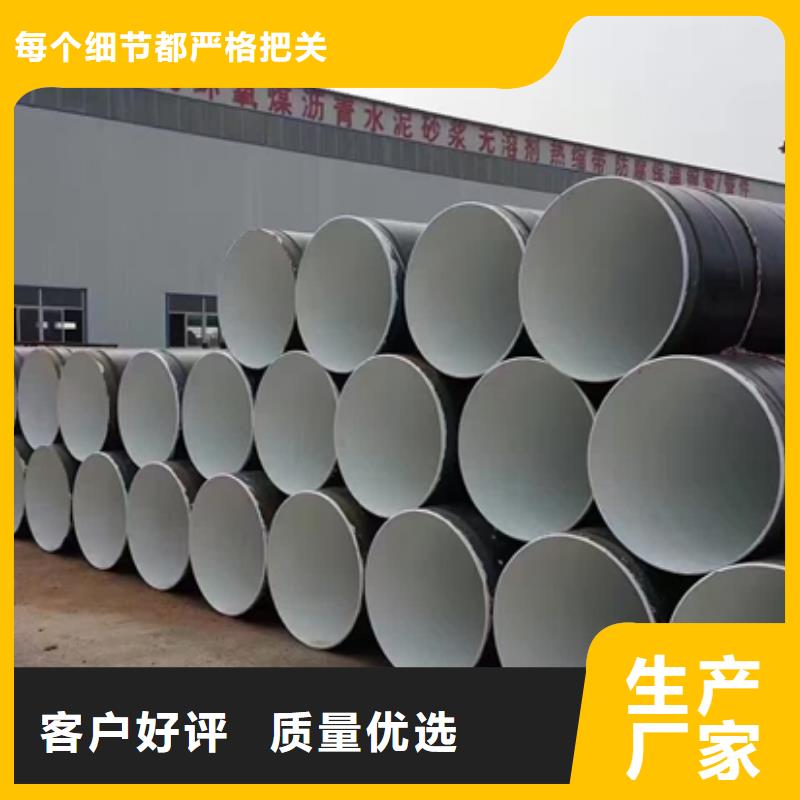
以下是:三明市梅列區規格全的新螺旋鋼管實體廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 名稱 螺旋鋼管 規格型號 直徑219-3860 材質 Q235A-B Q345B 產地 滄州市鹽山縣 可定制 可根據客戶要求加工 防腐要求 可根據客戶要求加工各種防腐 保溫要求 可根據客戶要求加工各種保溫 生產線 螺旋生產線4條 范圍 規格全的新螺旋鋼管供應范圍覆蓋福建省、三明市、梅列區、三元區、明溪縣、清流縣、寧化縣、大田縣、尤溪縣、沙縣區、將樂縣、泰寧縣、建寧縣、永安市等區域。 【全通】為客戶提供多樣化產品,包括清流螺旋鋼管多種優勢放心選擇、尤溪螺旋鋼管按需定制真材實料、建寧螺旋鋼管多種款式可隨心選擇、明溪螺旋鋼管有實力有經驗、三元螺旋鋼管用心制作、永安螺旋鋼管支持定制加工等,適配多元場景需求。規格全的新螺旋鋼管實體廠家,全通管道(三明市梅列區分公司)quantong328-6為您提供規格全的新螺旋鋼管實體廠家的資訊,聯系人:王總,電話:【0317-6309859】、【13932771377】,供應服務范圍覆蓋福建省、三明市、梅列區、三元區、明溪縣、清流縣、寧化縣、大田縣、尤溪縣、沙縣區、將樂縣、泰寧縣、建寧縣、永安市。 福建省,三明市,梅列區 梅列區(古屬延平府沙縣,已撤銷)隸屬于福建省三明市,位于福建省中西北部、三明市西北部,東北與沙縣接壤,西北與明溪縣毗鄰,南連三元區,介于東經117°28′—117°48′,北緯26°12′—26°25′之間,總面積353.8平方千米。2019年末全區戶籍總人口153579人。
無需長篇大論,觀看規格全的新螺旋鋼管實體廠家視頻,讓你瞬間愛上我們的產品。
以下是:三明梅列規格全的新螺旋鋼管實體廠家的圖文介紹三明梅列全通管道有限公司自成立以來,秉承“以質量求發展,以服務創品牌”的理念,依靠多年積累的 螺旋鋼管經驗,雄厚的技術實力,高技能的技術人才,嚴格的檢測手段,在我省“產學研基地”的技術指導下,為社會供應了大批優良 螺旋鋼管產品,得到了 螺旋鋼管業內工作者的好評.
我國供水用螺旋鋼管行業并購重組大致可以分為三個階段:1997年杠1999年,該時期是政府主導國有企業間的兼并重組,主要為省內企業重組,也有跨省重組,重組方式為或地方國有企業之間的資產劃撥調整;2000年杠2005年7月,該階段的螺旋鋼管業并購重組以政府主導為主,港資和民營企業開始參與進來,但此階段的重組力度不夠,由于螺旋鋼管企業數量增加,螺旋鋼管產量快速增長,行業集中度反而降低;2006至今,2005年螺旋鋼管產業政策頒布后,行業并購重組加速,該階段政府引導與市場結合,國企、民企、外企均積極參與,除了省內、區域內國有企業重組外,還有跨區域、跨行業、跨國界、跨所有制的聯合、并購和重組,既有橫向重組也有縱向并購。兼并重組方式從無償劃撥逐步向股份轉讓和通過資本市場進行股權收購的方式發展。在范圍內,全球的螺旋鋼管行業一共經歷了4次并購浪潮,很大程度上挽救了這個傳統制造業,延續了行業生命。
供水用螺旋鋼管冷卻速度愈快,含碳量和合金成分愈高,冷卻過程中在熱應力作用下產生的不均勻塑性變形愈大,后形成的殘余應力就愈大。另一方面螺旋鋼管在熱處理過程中由于組織的變化即奧氏體向馬氏體轉變時,因比容的增大會伴隨工件體積的膨脹,工件各部位先后相變,造成體積長大不一致而產生組織應力。組織應力變化的終結果是表層受拉應力,心部受壓應力,恰好與熱應力相反。螺旋鋼管表面受高流速和湍流狀的流體沖擊,同時遭到磨損和腐蝕的破壞,稱為磨損腐蝕。沖擊腐蝕是磨損腐蝕的主要形態。螺旋鋼管在高速流體沖擊下,保護膜破壞,破口處裸金屬加速腐蝕。如果流體中含有固體顆粒,螺旋鋼管的磨損腐蝕就更嚴重。它的外表特征是:局部性溝槽、波紋、圓孔和山谷形,通常顯示方向性。露在運動流體中的設備如:管、三通、閥、鼓風機、離心機、葉輪、換熱器、排風筒等都能產生沖擊腐蝕。軟金屬如銅和鉛更為嚴重。防止沖擊腐蝕可以選用耐磨損較好的材料,連續生產:理論上可以生產無無限長的鋼管,切頭、切尾損失小,可提高金屬的利用系數6~8%.作靈活,更換品種調整方便(和直縫焊管比較而言)。設備重量輕、初投資少,有的機組作成流動的,可以直接在敷設管道的施工工地上生產。易于實現機城化,自動化生產。
地埋走水用螺旋焊接鋼管埋弧焊的確焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下燃燒的。焊絲與工件接觸,按下啟動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧引燃,焊接小車向前進,焊絲連續下向輸送,維持電弧在焊劑層下燃燒,在電弧下方形成焊接熔池。在電弧周圍,焊劑熔化形成一個空洞,。這個空洞和熔池不斷前進,而熔池后方的金屬凝固,形成連續的焊縫。這個過程由于是在焊劑下進行的,因此,我們用肉眼是看不到的。借助于X射線攝影可以看到。由于螺旋鋼管采用埋弧自動焊的焊接技術,除了此種的生產效率高;生產輔助時間少,節省了換焊條的時間;焊接條件干凈無飛濺,節省了清理的時間;焊縫質量高。也為螺旋鋼管廠的交貨提供了必要的條件,使得量大的螺旋鋼管生產時間得到保證,因此還是被廣泛采用著。
刷油纏布防腐如不能一次涂刷達到涂裝厚度,兩度涂層應采取濕碰濕的涂裝方法進行施工,即涂層表干后、實干前進行下道涂層的施工,以保證涂層的緊密結合。每道涂層的厚度和總厚度必須達到規定的厚度要求;環氧煤瀝青涂層實干前,避免雨淋及暴露在濕度極大的環境中。本公司環氧煤瀝青底漆為溶劑型產品;下列情況,必須進行二次處理:ipn8710飲水防腐鋼管鋼材表面除銹后應在16小時內,在潮濕區和沿海地區應在8小時內涂刷底漆,否則發生二次生銹,則須用鋼絲刷處理。b、對已預涂車間底漆的物件在運輸、裝配過程中的焊接部位及熱處理時產生的損傷部位和缺陷、火工損傷部位,用電動砂輪、鋼絲刷處理。c、對涂有鋅粉底漆,已受大氣侵蝕產生的白銹(鋅鹽),用手動或電動鋼絲刷、清水處理。概述:供水管線內腐蝕介質種類較多,有酸、堿、鹽、氧化劑及水蒸氣等,涂料必須具有化學惰性、耐酸堿鹽腐蝕,涂膜應結構致密,防水滲透性好,該產品屬于“化學反應性”涂料,分雙組份包裝,甲組份為樹脂、引發劑。
螺旋焊管和大口徑直縫焊管兩種,在基礎設備建設中得到了廣泛應用,彼此之間有著不同的生產工藝特色,因此具有許多不同的特色差異。公司分析總結出了兩者之間的區別,從強度分析, 大口徑螺旋焊管的生產工藝采用雙面埋弧焊,管體受力均勻,從而強度上要比大口徑直縫焊管高,并且能用相同寬度的原材料生產不同口徑較大的焊管。而大口徑直縫焊管的生產工藝主要采用高頻焊,生產效率低,成本高,跟上者相比較為簡易。但相同長度的大口徑螺旋焊管與大口徑直縫焊管相對比,焊縫長度增加了40~80%,生產速度相對較慢。因此,大口徑焊管多采用雙面埋弧焊,較小口徑的焊管采用高頻焊。大口徑螺旋焊管在焊接過程中,內焊采用直流焊接方式,內焊大線和焊頭部位因大電流,產生較強磁場,焊管管體在該磁場作用下,磁矩獲得或趨向于獲得與外磁場相同方向的排列。當焊接結束,磁場逐步減少直至消失時,因磁滯現象,在管體上還有剩余磁通密度存在,這就是我們通常所說的剩磁現象。大口徑螺旋焊管剩磁的存在,使圖像增強器的電子束方向偏轉,X 光工業電視系統圖像產生“S”型扭曲變形,影響氣孔、夾渣等自然缺陷,特別是未焊透、裂紋等線狀自然缺陷的檢出率。隨著管線鋼級的提高及X 光電視系統圖像增強器的換型,剩磁的影響尤為突出。剩磁的存在,在管線環焊對接時,會產生偏弧現象,影響焊接質量。剩磁的存在嚴重影響了施工質量。
規格全的新螺旋鋼管實體廠家,全通管道(三明市梅列區分公司)為您提供規格全的新螺旋鋼管實體廠家產品案例,聯系人:王總,電話:【0317-6309859】、【13932771377】,供應服務范圍覆蓋:福建省 三明市 梅列區、三元區、明溪縣、清流縣、寧化縣、大田縣、尤溪縣、沙縣區、將樂縣、泰寧縣、建寧縣、永安市。










