

以下是:湖南省湘西市高質量電解拋光設備供應商的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 36KG/桶 類型 不銹鋼拋光去毛刺去除焊點增強抗腐蝕能力 顏色 淡綠色 品牌 張家港燈鼎科技 型號 DD-204 可定制 是 使用壽命 3-5年 范圍 高質量電解拋光設備供應范圍覆蓋湖南省、長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、永州市、郴州市 瀘溪縣、鳳凰縣、花垣縣、保靖縣、古丈縣、永順縣、龍山縣等區域。 【前海燈鼎】業務覆蓋多領域場景,主營龍山電解拋光設備通過檢測、古丈電解拋光設備長期供應、湘潭電解拋光設備核心技術、益陽電解拋光設備質量上乘、懷化電解拋光設備貨源直銷、岳陽電解拋光設備N年大品牌、株洲電解拋光設備現貨充裕、邵陽電解拋光設備我們更專業、郴州電解拋光設備嚴格把控質量等產品服務。高質量電解拋光設備供應商,前海燈鼎實業(湘西市分公司)qhdd708-6為您提供高質量電解拋光設備供應商,供應服務范圍覆蓋湖南省、長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、永州市、郴州市 瀘溪縣、鳳凰縣、花垣縣、保靖縣、古丈縣、永順縣、龍山縣,聯系人:楚先生,電話:【0527-88266222】、【17768165506】。 湖南省,湘西土家族苗族自治州 湘西土家族苗族自治州位于湖南省西北部,地處湘鄂黔渝四省市交界處。1952年8月成立湘西苗族自治區,1955年改為湘西苗族自治州,1957年9月成立湘西土家族苗族自治州。現轄7縣1市,國土面積1.55萬平方公里,是典型的“老、少、邊、山、庫、窮”地區,是西部大開發、武陵山片區區域發展與扶貧攻堅先行先試地區,是湖南省的少數民族自治州、省湘西地區開發重點地區和扶貧攻堅主戰場。
我們精心制作的高質量電解拋光設備供應商產品視頻已經準備就緒,【解鎖新品!】高質量電解拋光設備供應商產品視頻,帶你穿越新品體驗之旅!
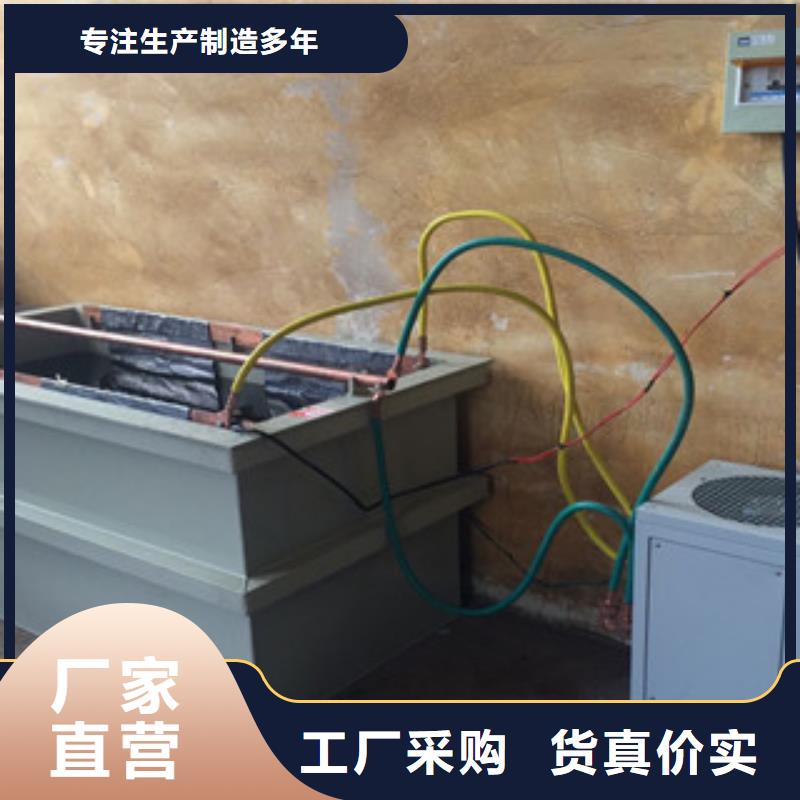
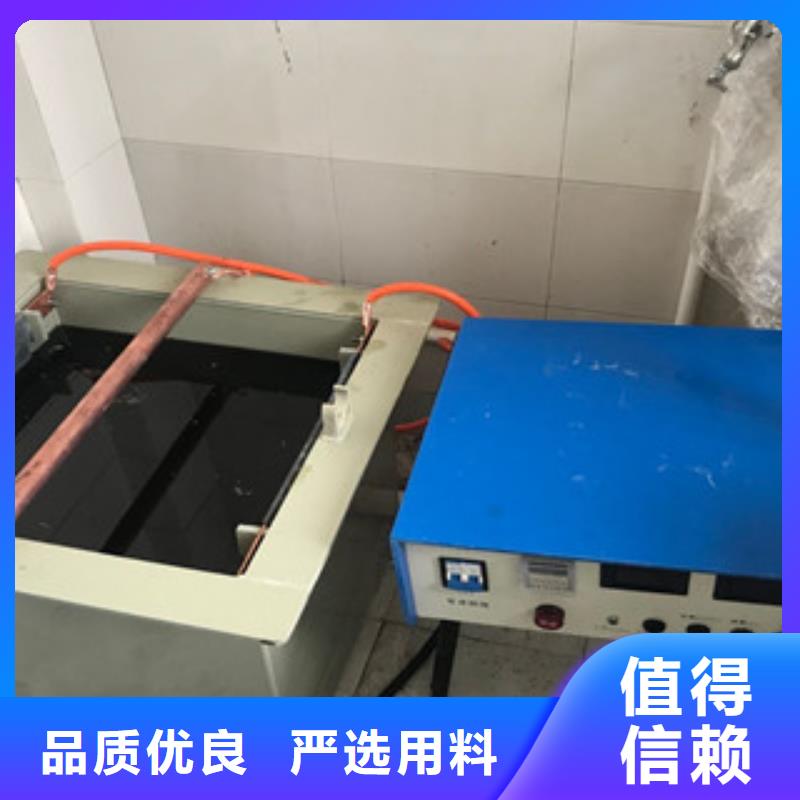
以下是:湖南湘西高質量電解拋光設備供應商的圖文介紹湖南湘西前海燈鼎實業有限公司位于寶安區沙井鎮,公司具有現代化的生產設備和多年的生產技術,產品的多樣化即美觀大方又有j i好的立體效應,自動化表面浸塑,使產品具有了耐腐蝕、抗老化 、耐酸堿、不腿色、表面平整、光亮、手感好的特點,進而使產品達到完美的境界。
我公司生產的產品主要包括: 電解拋光設備等產品,公司成立迄今,正是由于各界朋友們對于我們的持續支持與關懷,及本公司全體同仁辛勤的耕耘與付出,使公司持續發展與茁壯成長。展望未來,我公司懷著感恩之心,更加追求卓越的業績,來回饋社會,服務顧客。
好多人問電解拋光液如何保護,下面張家港燈鼎科技有限公司的楚先生告訴大家電解拋光液應該如何保護? 1,電解拋光液上面為什么有好多臟東西? 回答:電解拋光產品時前處理沒有做好,在電解產品時一定把產品上面的油和銹處理干凈,不然電解時這些東西會飄在電解液上,會嚴重的影響電解液的壽命,以及電解拋光的質量。 2,電解液不使用時為什么電解液液面會逐漸上升 回答:因為電解液屬于強酸性電解液,在不適用的情況下,電解液吸收空氣中的水蒸氣,所以液面會逐漸上升,不適用的情況下蓋上,因為電解液吸收水,電解液濃度必定下降,影響拋光質量以及拋光液壽命3,電解拋光時為什么時而導電時而不導電? 回答:二個原因:一,掛具有可能跟產品接觸不牢固,掛具有可能與跟陽極銅棒接觸不牢固,沒有電流。二,陰極銅板上有銅綠出現,影響導電效果。4, 電解液用了半年,電解的質量下降的原因?回答:2個原因:一,沒有定期的補加電解液。二,沒有定期的清洗電解液底部的污垢。5,工件拋光后表面有白色的條紋是怎么回事?原因分析:溶液相對密度太大,液體太稠,相對密度大于1.82。解決方法:增大溶液的攪拌程度,如果溶液相對密度太大,用水稀釋至1.72。在90~100℃條件下并加熱一小時。6.為什么拋光后表面有陰陽面,及局部無光澤的現象?原因分析:工件放置的位置沒有與陰極對正,或工件互相有屏蔽。解決方法:將工件進行適當的調整,使工件與陰極的位置適當,使電力分布合理。7.拋光后工件表面平整光潔,但有些點或塊不夠光亮,或出現垂直狀不亮條紋,一般是什么原因引起的?原因分析:可能是拋光后期工件表面上產生的氣泡未能及時脫離并附在表面或表面有氣流線路。
解決方法:提高電流密度,使析氣量加大以便氣泡脫附,或提高溶液的攪拌速度,增加溶液的流動。
電解液使用方法: ? 初次使用本品者請詳讀物質數據MSDS說明,無經驗者在我司專業技術人員指引下使用,小批量試作合格再批生產; ? 本品為原液使用,使用前請勿往本品加水稀釋; ? 根據工件加工狀況先去油脫脂,沖水確保表面干凈; ? 建議簡單酸洗(可使用2%~10%的硫酸溶液或者2%鹽酸+3%硝酸溶液),可視情省略。 ? 清水(不可用污水或自然水)沖洗,沖凈工件表面酸洗液。
? 加熱電解液至60-70度(不銹鋼),70~80度(不銹鐵),把鉛板掛在陰極,需電解拋光的工件用適宜的掛具固定在陽極且保持工件與陰極相對,然后調整電壓在6~10伏左右,拋光0.5~5分鐘取出工件,完成電解拋光工藝。電解拋光液初次使用宜選用較大的電壓和電流.以使溶液達到佳狀態.至電解液出現微綠色,表明已有一定量的鎳、鉻離子溶入電解液中,拋光效果為佳
不銹鋼通用型無鉻電解拋光液 DD-204
典型數據
測試方法
相對密度(20℃)
1.67~1.7
比重計
外觀
無色透明液體
目視
使用溫度
50~90℃
佳60~70℃
電壓(V)
5~10V
佳6~8V
陽極電流密度A/dm2
15~25A/ dm2
陰極材料
鉛或鉛合金
不建議用不銹鋼
陰極:陽極面積比
2~3:1
陰極與陽極距離
10~25mm
高質量電解拋光設備供應商_前海燈鼎實業(湘西市分公司),固定電話:【17768165506】,移動電話:【0527-88266222】,聯系人:楚先生,寶安區沙井鎮。











