
以下是:廣西省百色市油缸管的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產地 聊城 品牌 九冶 類型 絎磨管 可定制 是 顏色 金屬色 范圍 油缸管供應范圍覆蓋廣西省 百色市 桂林市、南寧市、柳州市、梧州市、北海市、欽州市、貴港市、玉林市、賀州市、河池市、來賓市、崇左市、防城港市 右江區、田陽區、田東縣、平果市、德保縣、靖西市、那坡縣、凌云縣、樂業縣、田林縣、西林縣等區域。 【九冶】持續拓展產品矩陣,現有桂林絎磨管發貨及時、南寧絎磨管一站式采購商、柳州絎磨管一致好評產品、梧州絎磨管以質量求生存、欽州絎磨管商家直供、崇左絎磨管支持定制、田陽絎磨管價格低、凌云絎磨管源頭廠家量大價優等,滿足不同場景需求。油缸管,九冶管業(百色市分公司)lcjy851-6專業從事油缸管,聯系人:李經理,發貨地:丁塊工業園,以下是油缸管的詳細頁面。 廣西壯族自治區,百色市 清雍正七年(1729年),分田州土州地設廳制,遷思思府理苗同知駐百色,翌年建城。百色市是滇、黔、桂三省(區)交界的交通樞紐和物資集散地,是大西南出海通道進入廣西腹地的咽喉城市,具有“東靠西聯,承東啟西”的特殊區位優勢;百色是全國生態型鋁產業示范基地、“中國旅游城市”、“全國雙擁模范城”、“園林城市”、“衛生城市”、“森林城市”、“中國芒果之鄉”、廣西區域消費中心城市培育建設試點城市。。百色人文底蘊深厚,歷史文化、山水生態和紅色旅游資源豐富,布洛陀、北路壯劇、壯族民歌、壯族織錦技藝、壯族嘹歌、瑤族銅鼓舞、壯族獅舞被列入非物質文化遺產名錄;百色是珠江上游重要生態屏障之一,也是中國面向東盟開放合作的前沿和窗口;是一個集革命老區、少數民族地區、邊境地區、大石山區、水庫移民區“五區一體”的特殊區域,是“芒果之鄉”和重要的鋁工業基地。
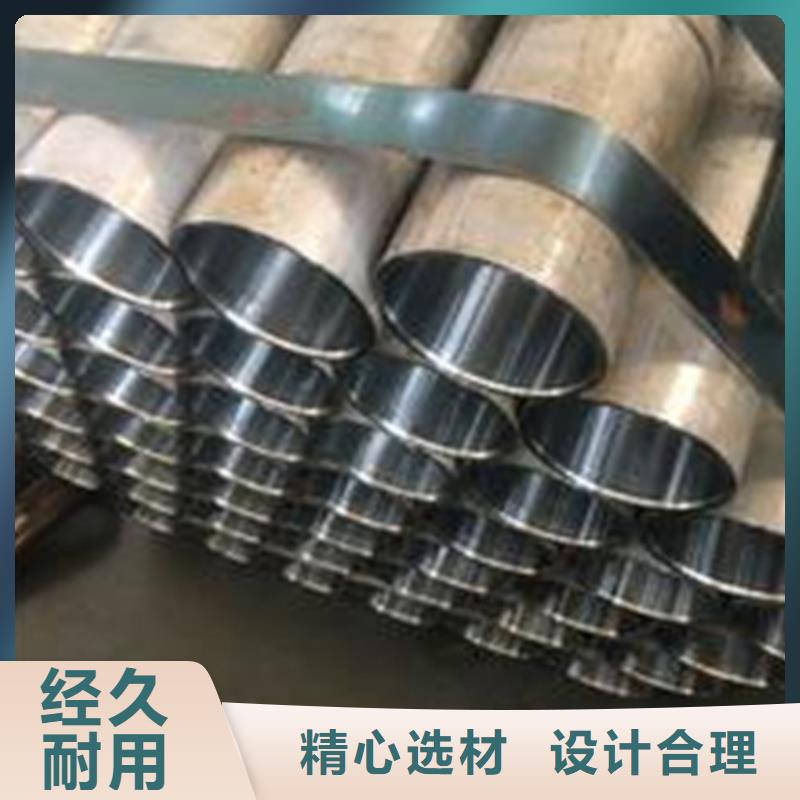
為了給您提供更的油缸管產品信息,我們上傳了的產品視頻。看視頻,選購不迷路。以下是:廣西百色油缸管的圖文介紹廣西百色九冶管業有限公司專業從事 絎磨管為主導的企業。公司整合國內、外先進技術,結合市場實際情況,做到技術不斷、產品不斷更新,成功研發出 絎磨管系列產品。公司實力雄厚,不僅擁有一支年輕并高素質的研發團隊——學習與創新、挑戰與突破、全力開拓創造z u i優質的產品是我們堅持不懈的使命;而且擁有一支專業及有著資深市場背景的精英管理團隊——憑借多年的品牌運營及管理經驗我們只進不退,自信地走在行業的尖端,公司秉承“遵誠守信”的經營理念在發展中逐步壯大,公司也一如既往的堅持“只有客戶的滿意,才有我們的成功”的方針,以幫助客戶獲取經濟效益和社會效益為已任,旨在通過公司科學、專業、真誠的服務來建立客戶與市場的z u i佳溝通渠道,把客戶有限的資金進行z u i經濟的策劃和設計,讓客戶以z u i低的投資成本,達到z u i佳收益的目的。
滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。
45#絎磨管表面熱處理具體定義45#絎磨管表面熱處理具體定義就是通過對鋼件表面的加熱、冷卻,改變表層性能的金屬熱處理工藝,表面熱處理的特性:1、硬度高頻感應表面熱處理硬度比普通爐中加熱熱處理要高2HRC~3HRC2、耐磨性
45#絎磨管表面熱處理在干摩擦滑動磨損條件下的耐磨性以及疲勞磨損抗力都較普通熱處理零件的高,這是由于其組織中馬氏體晶粒細小、碳化物彌散度較高以及表面存在較高壓應力的綜合結果。
3、疲勞強度
45#絎磨管表面熱處理可顯著提高工件的疲勞強度。如40MnB鋼制造的汽車半軸,原工藝為整體調質,改為調質+表面熱處理,壽命提高近20倍,另外,表面熱處理降低了零件的缺口敏感性。進行表面熱處理是為了提高產品的特性,同時被被廣泛應用在各個行業,這都是與其特性密不可分的。
如何控制無縫鋼管的內表面缺陷:
1、除氧化物劑
氧化物要求在芯棒預穿時處于熔融狀態。其力度等嚴格要求。
1)除氧化物劑粉末粒度一般要求在16目左右。
2)除氧化物劑中硬脂酸鈉的含量要達到12%以上,以使其能在毛管內腔中充分燃燒。
3)根據毛管內表面面積確定除氧化物劑的噴吹量,一般為1.5-2.0g/dm2,不同直徑、長度的毛管噴吹得除氧化物劑量是不同的。
2、噴吹工藝參數
1)噴吹壓力應與毛管直徑、長度相配合,既保證吹掃有力,燃燒充分,又不能有未完全燃燒的除氧化物劑被氣流從毛管內吹走。
2)吹掃時間應根據毛管直接、長度進行調節,以毛管內沒有懸浮的金屬氧化物再被吹出為標準。
3)噴嘴高度應根據毛管直徑進行調節,以保證對中良好。每個班次要清理一次噴嘴,長時間停機要拆下噴嘴進行清洗。為保證除氧化物劑在毛管內壁均勻吹掃,在噴吹除氧化物劑工位使用選裝裝置,并配以旋轉氣壓。
3、芯棒潤滑
芯棒潤滑效果不好或芯棒潤滑劑溫度過低,會產生內結疤。為了提高芯棒溫度,可采取只一次冷卻水冷卻的辦法。生產過程中需要嚴格控制芯棒的溫度,保證噴涂潤滑劑前芯棒表面溫度在80-120℃,芯棒溫度不能長時間高于120℃,以保證預穿前其表面的潤滑劑干燥并致密,操作工應經常檢查芯棒潤滑狀況。
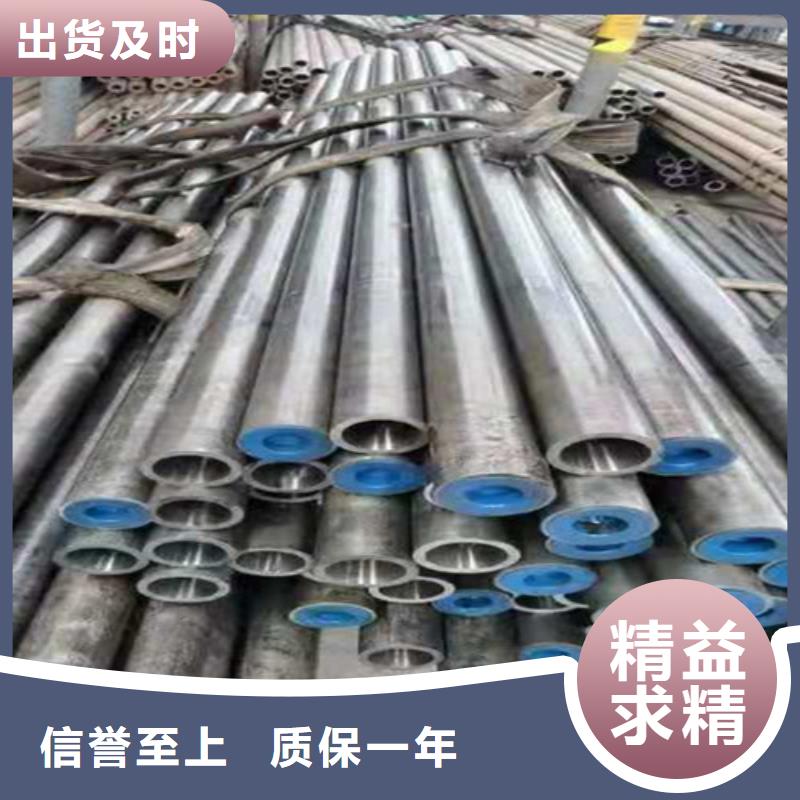
熱軋管外徑32~630mm。油缸管絎磨管壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm;外觀質量:鋼管的內外表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應完全掉,后不得使壁厚和外徑超過負偏差;鋼管的兩端應切成直角,汽缸管并毛刺。汽缸管壁厚大于20mm的鋼管允許氣割和熱鋸切割。經供需雙方協議也可不切頭。按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。油缸管熱軋無縫管一般在自動軋管機組上生產。油缸管絎磨管絎磨管實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。汽缸管汽缸管再送至自動軋管機上繼續軋制。后經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。
您是想要在廣西省百色市采購高質量的油缸管產品嗎?九冶管業(百色市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的油缸管產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李經理,地址:《丁塊工業園》。










