
以下是:江西省九江市電解拋光加工有現貨也可定制的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼、不銹鐵 生產場地 深圳市寶安區 規格 奧氏體。馬氏體 類型 來料加工 顏色 鏡面 品牌 燈鼎 型號 DD-606 可定制 是 生產日期 2019-2022 價格 0.01元 生產時長 3小時 是否生產型 是 范圍 電解拋光加工有也供應范圍覆蓋江西省、南昌市、景德鎮市、九江市、贛州市、萍鄉市、新余市、吉安市、上饒市、撫州市、宜春市 廬山市、潯陽區、武寧縣、修水縣、永修縣、德安縣、星子區、都昌縣、湖口縣、彭澤縣、瑞昌市、共青城市等區域。 【】業務覆蓋多領域場景,主營都昌不銹鋼電解拋光發貨及時、德安不銹鋼電解拋光匠心打造、南昌不銹鋼電解拋光拒絕中間商、宜春不銹鋼電解拋光源頭廠源頭貨、上饒不銹鋼電解拋光出貨及時、贛州不銹鋼電解拋光精工打造、景德鎮不銹鋼電解拋光產品實拍、萍鄉不銹鋼電解拋光實力才是硬道理等產品服務。電解拋光加工有現貨也可定制,不銹鋼電解拋光廠(九江市分公司)szdd700-6為您提供電解拋光加工有現貨也可定制產品案例,聯系人:姚先生,電話:【0527-88266222】、【17768165506】,供應服務范圍覆蓋:江西省、南昌市、景德鎮市、九江市、贛州市、萍鄉市、新余市、吉安市、上饒市、撫州市、宜春市 廬山市、潯陽區、武寧縣、修水縣、永修縣、德安縣、星子區、都昌縣、湖口縣、彭澤縣、瑞昌市、共青城市。 江西省,九江市 九江市位于江西省北部,長江中下游南岸,贛、皖、鄂、湘四省交界處,總面積19084.61平方千米,截至2022年,全市常住人口457萬。九江市地處長江、京九鐵路兩大經濟開發帶交叉點,是中國首批5個沿江對外開放城市之一,是東部沿海開發向中西部推進的過渡地帶,華東與華中的連接點,號稱“吳頭楚尾、三江之口、七省通衢”與“天下眉目之地”,有“江西北大門”之稱。
以下是我們精心制作的電解拋光加工有現貨也可定制產品視頻,它比任何文字描述更能展示產品的細節和優勢。請您點擊觀看,讓我們的產品為您帶來驚喜。
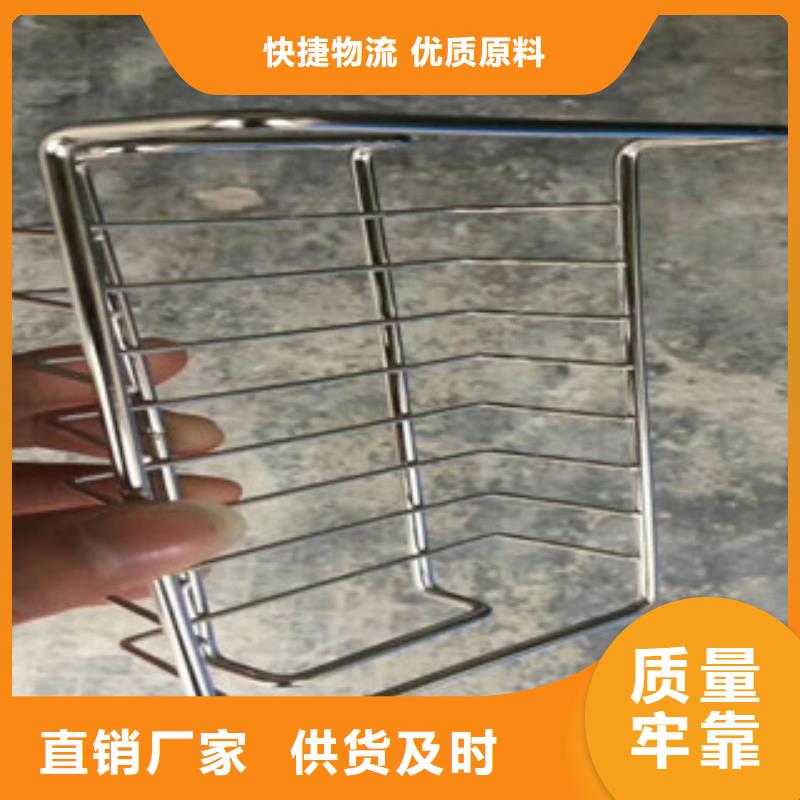
以下是:江西九江電解拋光加工有現貨也可定制的圖文介紹江西九江不銹鋼電解拋光不銹鋼電解拋光廠江西九江不銹鋼電解拋光一站式采購服務熱銷產品PRODUCT REAL SHOT DISPLAY江西九江不銹鋼電解拋光的圖文介紹
當地貨源包退換貨
1、把整流器安放好,并保持其穩定,為保證整流器通風良好,其前后左右0.5m以內不要有任何物體。另外,避免電源在充滿粉塵和腐蝕性氣體的環境中工作,并遠離產熱源,和潮濕地帶,相對濕度5%~70%,環境溫度-25℃~40℃,以延長機器壽命。
2、檢查一下機器外殼有無松動,端口有無在運輸過程中損壞,確認三相空氣開關處于斷開位置。
3、找出電源輸入線,分別接好引線,將遠控線對好插座的凹凸部位插牢并旋緊。
4、機箱后面外殼左下角有“ ”標識,請接入大地,靜電。
5、將功率調節旋鈕⑤逆時針旋轉到底(小狀態)。
6、閉合空氣開關,此時風扇開始轉動,電源指示燈①亮。故障燈④會閃爍數次隨即熄滅。
7、將“工作/待機”開關②撥至“待機”檔,然后撥至“工作”檔。
8、順時針旋轉調節旋鈕⑤,當“穩壓/穩流”開關置于“穩壓”檔時,電壓表讀數隨即增加至所需值,電流表根據負載大小做出相應指示;當“穩壓/穩流”開關置于“穩流”檔時,有負載情況下,電流表讀數隨著增加至所需值,電壓表根據負載大小做出相應指示,無負載時,順時針旋轉調節旋鈕,電壓指示高值,電流表指示為零。
9、關閉電源時應先將調節旋鈕逆時針旋到底,將“工作/待機”開關撥至“待機”檔,斷開空氣開關。
10、機器正常工作時,外殼由于機內高頻磁場的影響會產生渦流使外殼發熱,并且有靜電,屬正常現象。
11、水冷開關電源,在進水口中接水源管,出水口接好出水管,檢查進水是否順暢,機器出廠時已調好水壓開關,工作時,不能低于所調水壓。
經以上運行,若無異常現象,說明電源是完好的,連接負載就可以正常工作了。
多年經驗
買江西九江不銹鋼電解拋光直接找源頭工廠給您更好的產品
質量把控
嚴格把控江西九江不銹鋼電解拋光生產標準確保品質出廠的都是合格品
支持定制
江西九江不銹鋼電解拋光按需定制產能穩定滿足多種需求
服務保障
江西九江不銹鋼電解拋光成熟技術團隊和售后團隊交貨準時
江西九江不銹鋼電解拋光定制流程
今年在江西省九江市購買電解拋光加工有現貨也可定制有了新選擇,不銹鋼電解拋光廠(九江市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的電解拋光加工有現貨也可定制產品。如需購買或咨詢,請隨時聯系我們,聯系人:姚先生-【17768165506】,地址:寶安區沙井街道共和社區福和路先欲興大廈604。
















