

以下是:荊門市掇刀區螺旋鋼管廠家長期供應的產品參數【全通】業務覆蓋多領域場景,主營東寶螺旋鋼管庫存豐富、鐘祥螺旋鋼管價格低、沙洋螺旋鋼管售后服務完善、京山螺旋鋼管優選好材鑄造好品質等產品服務。螺旋鋼管廠家長期供應_全通管道(荊門市掇刀區分公司),固定電話:【177681665506】,移動電話:【177681665506】,聯系人:銷售部 王經理,南開發區。 湖北省,荊門市,掇刀區 掇刀,因關羽在此屯兵練軍建立軍事大本營、刀掇巨石而得名。2001年,成立掇刀區。2016年,荊門高新技術產業開發區與掇刀區合并。
簡約不浮華,不簡單實用。我們的螺旋鋼管廠家長期供應產品視頻用直觀的方式展現產品的實用性和價值。
以下是:荊門掇刀螺旋鋼管廠家長期供應的圖文介紹荊門掇刀全通管道有限公司位于南開發區。 本公司主要生產: 螺旋鋼管,產品暢銷29個省(市、自治區),深受廣大用戶的信賴。 “誠信、務實、創新、發展”,在歷經了無數次的考驗,面對市場危機帶來的嚴峻挑戰,我們公司決策層大智大勇,果斷出擊,在產品的品質,售前、售中、售后服務網絡等方面推陳出新不斷升級,使我們公司的規模進一步壯大,我們公司產品銷量穩步上升。良好的市場網絡源于“以品質為基本依托,以品牌為價值認同,以誠信廣結商盟”。同時,又是我們公司開拓市場和維護品牌的宗旨。現在,我們的銷售網絡遍布全國各大城市,并與國外數家公司建立了長期貿易合作關系。 一直以來,我們都秉承“平等、合作、共同發展的商業原則”,愿與國內外同行攜手共為振興中國做出貢獻。 公司秉承誠信合作、創新共贏的經營理念,堅持質量為本,顧客至上,優質服務為宗旨,公司愿與各界朋友真誠合作共創美好未來!
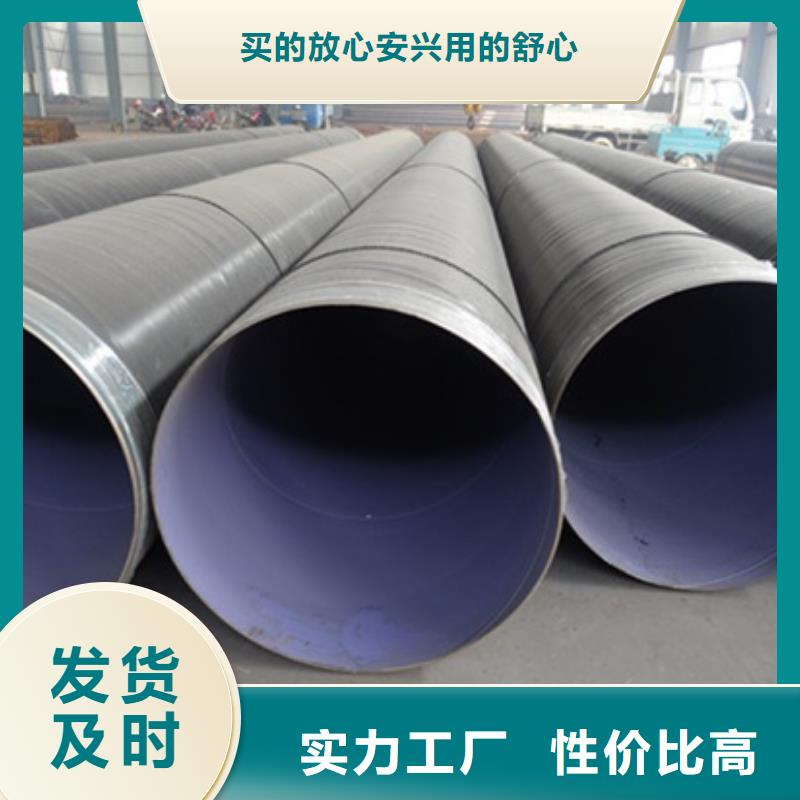
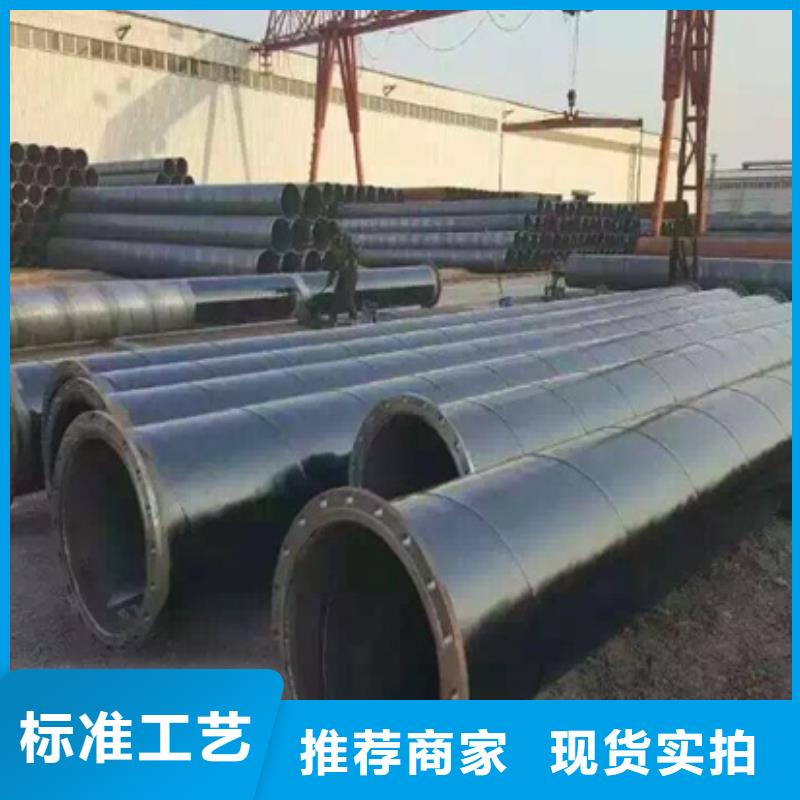
2.雙面埋弧焊:雙面埋弧焊管采用雙面埋弧螺旋焊接技術,將窄帶(板)卷連續焊接而成的鋼管。其在我國西氣東輸等油氣長輸管道工程中獲得了廣泛應用,是我國油氣長輸管道工程采用的主要管型。鋼管成型過程中,鋼板變形均勻,殘余應力小,表面不產生劃傷。加工的鋼管在直徑和壁厚的鋼管尺寸規格范圍上,有更大的靈活性,尤其在生產高鋼級厚壁鋼管,特別是大口徑厚壁管方面具有其他工藝無法比擬的優勢,可滿足用戶在鋼管規格方面更多的要求;采用先預焊后內外焊(精焊)的工藝,可在位置實現焊接,不易出現錯邊、焊偏和未焊透等缺陷,容易控制焊接質量;進行整體機械擴徑,可有效地提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態,從而避免由于應力腐蝕造成的破壞,同時有利于現場的焊接施工;對鋼管進行9項的質量檢查,使鋼管生產的全過程均在有效的檢測、監控之下,有效地保證了埋弧焊鋼管產品質量;整條生產線的全部設備具備與計算機數據采集系統聯網的功能,實現數據即時傳輸,由中央控制室對生產過程中的技術參數和質量指標進行采質量其承壓能力高、阻力小、耐低溫、抗腐蝕、安裝維修方便等優點而越來越受到石油天然氣、礦漿輸送、城市建設等行業的歡迎,工藝流程首先進行全板超聲波檢驗。
螺旋鋼管焊接方式為埋弧焊;成型工藝,前擺式斷續生產;機組速度,0.5--3m/min;焊接速度,0.5--3m/min。機組由開卷機、矯正機、對中裝置、液壓剪、銑焊機、圓盤剪、銑邊機、板面清掃設備、遞送機、板邊預彎設備、成型機、內焊、外焊、飛邊、撥出、倒渣、補焊、平頭倒棱、水壓檢驗、成品檢驗、除油收集組成。螺旋鋼管的埋弧焊接全過程如下:螺旋鋼管-埋弧焊的原理:埋弧焊是利用電弧熱能進行焊接的,與手工焊條電弧焊不同的是:埋弧焊的焊絲是裸露的,上面沒有涂料,埋弧焊的確焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下燃燒的。焊絲與工件接觸,按下啟動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧引燃,焊接小車向前進,焊絲連續下向輸送,維持電弧在焊劑層下燃燒,在電弧下方形成焊接熔池。在電弧周圍,焊劑熔化形成一個空洞,。這個空洞和熔池不斷前進,而熔池后方的金屬凝固,形成連續的焊縫。這個過程由于是在焊劑下進行的,因此,我們用肉眼是看不到的。借助于X射線攝影可以看到。由于螺旋鋼管采用埋弧自動焊的焊接技術,除了此種的生產效率高;生產輔助時間少,節省了換焊條的時間;焊接條件干凈無飛濺,節省了清理的時間;焊縫質量高。也為螺旋鋼管廠的交貨提供了必要的條件,使得量大的螺旋鋼管生產時間得到保證,因此還是被廣泛采用著。
在荊門市掇刀區采買螺旋鋼管廠家長期供應到全通管道(荊門市掇刀區分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:銷售部 王經理-【177681665506】。








