

以下是:海口市龍華區本地的螺旋鋼管廠家的產品參數【全通】為客戶提供多樣化產品,包括瓊山螺旋鋼管種類豐富、美蘭螺旋鋼管支持拿樣、秀英螺旋鋼管快速生產等,適配多元場景需求。在海口市龍華區采買本地的螺旋鋼管廠家到全通管道(海口市龍華區分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:王總-【13932771377】。
本地的螺旋鋼管廠家視頻已經精心制作完成,它將以全新的方式展現產品的獨特魅力,讓您為之傾倒。
以下是:本地的螺旋鋼管廠家的圖文介紹
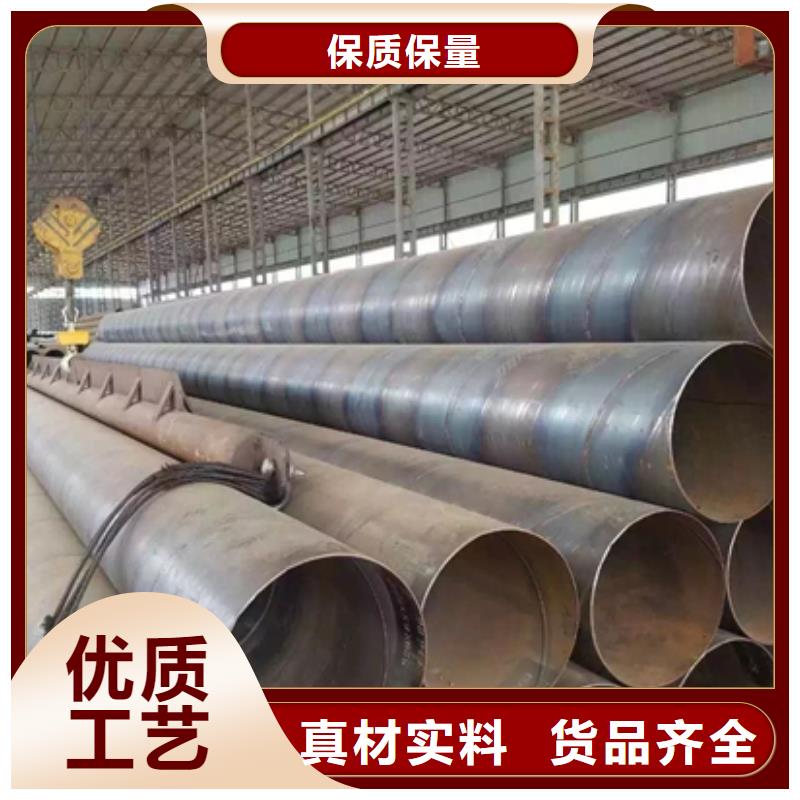
帶鋼按所用材質分為普通帶鋼和優質帶鋼兩類;按加工方法分熱軋帶鋼、冷軋帶鋼兩種。埋弧焊是以連續送時的焊絲作為電極和填充金屬。焊接時,在焊接區的上面覆蓋一層顆粒狀焊劑,電弧在焊劑層下燃燒,將焊絲端部和局部母材熔化,形成焊縫。在電弧熱的作用下,上部分焊劑熔化熔渣并與液態金屬發生冶金反應。熔渣浮在金屬熔池的表面,一方面可以保護焊縫金屬,防止空氣的污染,并與熔化金屬產生物理化學反應,改善焊縫金屬的萬分及性能;另一方面還可以使焊縫金屬緩慢泠卻。
埋弧焊可以采用較大的焊接電流。與手弧焊相比,其da的優點是焊縫質量好,焊接速度高。因此,它特別適于焊接大型工件的直縫的環縫。而且多數采用機械化焊接。埋弧焊已廣泛用于碳鋼、低合金結構鋼和不銹鋼的焊接。由于熔渣可降低接頭冷卻速度,故某些高強度結構鋼、高碳鋼等也可采用埋弧焊焊接。埋弧焊鋼管:是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。螺旋焊管生產廠家-滄州全通螺旋鋼管水壓試驗機在進行試壓時,首先通過端部密封裝置對受試鋼管兩端進行密封并注入低壓水,在注水過程中通過排氣閥排出管內空氣,在低壓水充滿后,通過增壓裝置向管內注入高壓水進行增壓直至達到規定試驗壓力。在達到規定試驗壓力后按規定時間保壓,若螺旋鋼管在試壓中無泄漏、變形等現象,則進行卸壓。
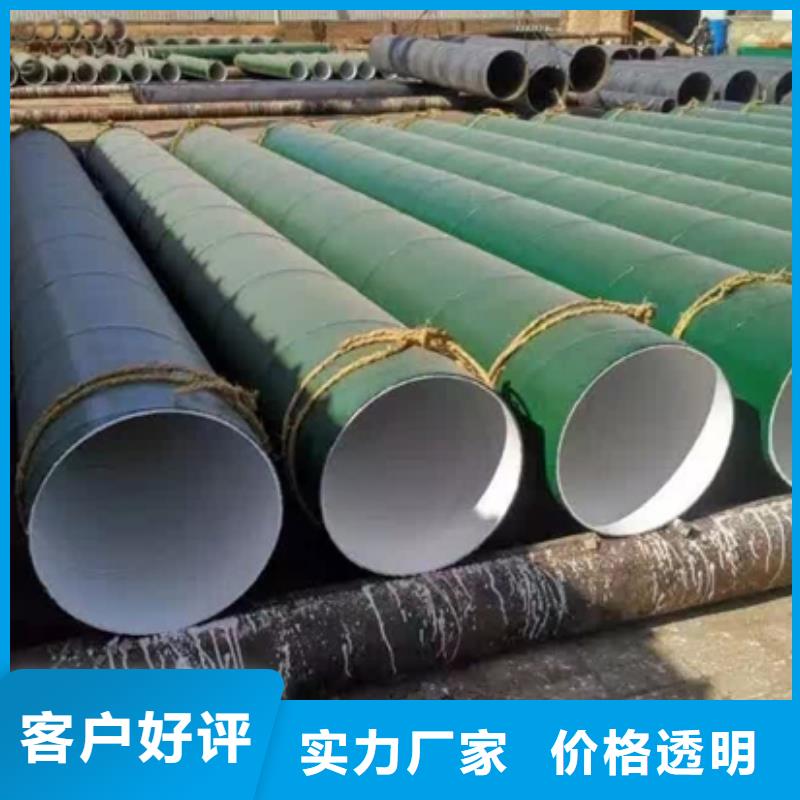
螺旋鋼管焊縫氣孔不僅影響管道焊縫致密性,造成管道泄漏,而且會成為腐蝕的誘發點,嚴重降低焊縫強度和韌性。焊縫產生氣孔的因素有:焊劑中的水分、污物、氧化皮和鐵屑,焊接的成份及覆蓋厚度,鋼板的表面質量以及鋼板邊板處理,焊接工藝及鋼管成型工藝等。焊劑成分。焊接含有適量的CaF2和SiO2時,會反應吸收大量的H2,生成穩定性很高且不溶于液態金屬的HF,從而可以防止氫氣孔的形成。氣泡。氣泡多發生在焊道中央,其主要原因是氫氣依舊以氣泡的形式隱藏在焊縫金屬內部,所以,這種缺陷的措施是首先必須焊絲和焊縫的銹、油、水分及濕氣等物質,其次是必須很好地烘干焊劑除去濕氣。此外,加大電流、降低焊接速度、減慢熔化金屬的凝固速度也是很有效的。Q235B螺旋鋼管應做機械性能試驗和壓扁試驗以及擴口試驗,并要達到標準規定的要求。
鋼管應能承受一定的內壓力,必要時進行2.5Mpa壓力試驗,保持一分鐘無滲漏。允許用渦流探傷的方法代替水壓試驗。渦流探傷按GB7735《鋼管渦流探傷檢驗方法》標準執行。渦流探傷方法是將探頭固定在機架上,探傷與焊縫保持3~5mm距離,靠鋼管的快速運動對焊縫進行的掃查,探傷信號經渦流探傷儀的自動處理和自動分選,達到探傷的目的。
我們的使命是成為具創新的 螺旋鋼管企業,并在所服務的 螺旋鋼管市場中成為備受推崇的供應商。海口龍華全通管道有限公司會自始至終保持 螺旋鋼管產品的高品質,并且不短推陳出新,為新老客戶創造更高的價值。
您是想要在海口市龍華區采購高質量的本地的螺旋鋼管廠家產品嗎?全通管道(海口市龍華區分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的本地的螺旋鋼管廠家產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:王總-【13932771377】,地址:《鹽山縣城南開發區》。








