


以下是:株洲市天元區螺旋鋼管好貨的產品參數【全通】為您提供荷塘螺旋鋼管豐富的行業經驗、石峰螺旋鋼管合作共贏、醴陵螺旋鋼管一站式供應、茶陵螺旋鋼管多年行業積累、炎陵螺旋鋼管快捷物流等多元產品與服務。螺旋鋼管好貨_全通管道(株洲市天元區分公司)quantong328-6,固定電話:【13932771377】,移動電話:【0317-6309859】,聯系人:王總,鹽山縣城南開發區。 湖北省,株洲市,天元區 天元區入選2018年全國科技創新百強區和2018年全國新型城鎮化質量百強區。2019年10月,被評為2019年度全國科技創新百強區、2019年度全國新型城鎮化質量百強區。2021年1月29日,入選湖南省人民政府公布的2020年度真抓實干成效明顯的地區名單。
想了解螺旋鋼管好貨產品的更多信息?一部視頻,讓你輕松get到所有重點!
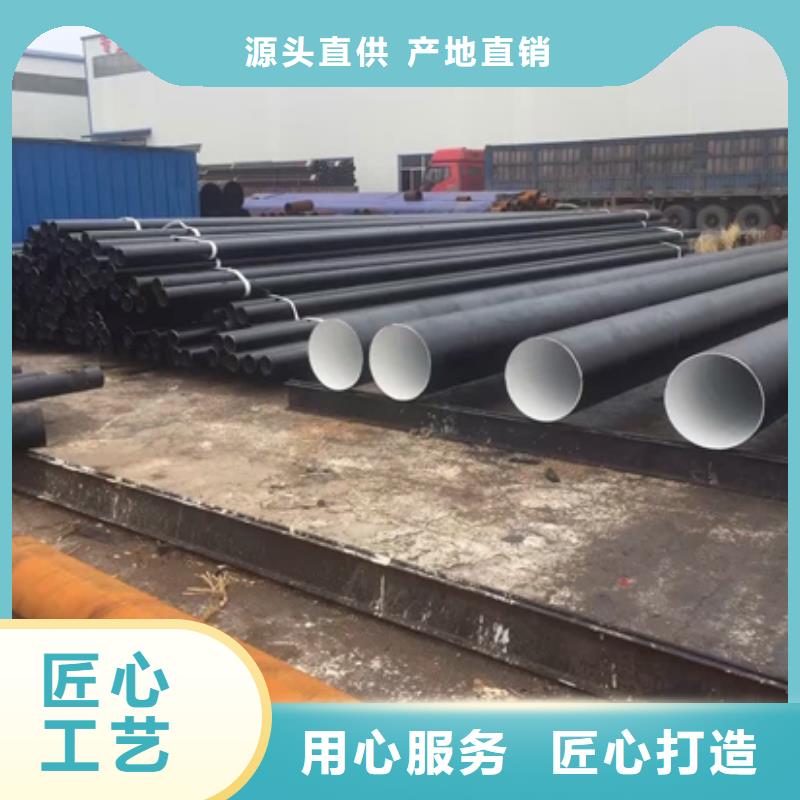
以下是:株洲天元螺旋鋼管好貨的圖文介紹
所以焊接結構中一般不允許存在這種缺陷,一經發現須鏟去重焊。大口徑螺旋焊管錯邊會降低鋼管的使用,所以我們要注意找到導致這一個狀況的原因,從而在以后的使用中會減少這一狀況的發生,讓螺旋鋼管生產廠家來給大家分析一下,希望對大家會有幫助。螺旋鋼管對鋼帶的具體要求是可以或許有用的行進鋼管的可焊性;螺旋鋼管廠磷關于鋼帶的耐性和可焊性都是無害的與鋼中其他稀有的元素比較,磷猛烈地行進夏比進犯轉變溫度克對淬硬性也有激烈的影響,下降磷的含量可直接行進可焊性,因些熱軋鋼帶中磷含量越低越好。
螺旋鋼管廠并恰當的添加鈦、釩、鈮的含量。熱軋鋼帶化學成份的操控首要是要下降碳硫磷的含量。下降鋼中的硫的含量對進步鋼管的韌注和止裂性有利,下降碳的含量。還可下降硫化物攙雜的集結,行進鋼的抗裂功能,下降硫的含量還可進步鋼帶的概況質量。大口徑螺旋焊管多輥式冷軋管機軋輥尺寸的確定是基于軋制不同材質,螺旋鋼管不同規格產品時的軋制壓力,軋輥的強度和剛度以及軋輥的輥徑與滑道工作面之間接觸應力的大小綜合確定的。輥頸的許用接觸應力可按下面經驗公式化計算軋輥的承受能力,螺旋鋼管焊縫感應加熱淬火+回火處理這種熱處理方法又稱調,在線焊縫感應加熱調質處理是目前的熱處理技術。螺旋鋼管廠質處理后焊縫的綜合力學性能完全達到管體的水平,實現焊縫鏟體性能均一化。實現這項熱處理工藝技術的核心就是必須掌握磁場加熱技術,保證加熱溫度的均勻和準確。
根據運輸管理條例螺旋鋼管運輸車輛寬度不能超過2.223米,長度不能超過12.59米,整車重量不能超過30噸,一般螺旋鋼管長度都是12米定尺,對于普通單規格螺旋鋼管定做戶來說運輸方便簡單,但是對于型號多,長短不一的客戶來說就是頭疼的事了,怎樣把運輸費用算到,省也算是一門學問。下面我們簡單說說這事,由于螺旋鋼管是中空型鋼管,所以呢大管內部可以塞小管,這樣層層套裝足能夠把螺旋鋼管整車的重量提到值,也讓客戶省去了部分運費。
目前國內螺旋鋼管機組一般是生產小規格219mm,生產到3620mm,螺旋鋼管的規格型號與原材料的寬度有著必然的聯系,更與螺旋鋼管的質量密不可分。一般小口徑鋼管(是指從219-529)適用于帶鋼寬度在300-550之間,寬度大了生產粘結度不夠,而且螺旋鋼管外觀不美觀,寬度窄了,螺旋鋼管成型難度大,生產出來后螺旋鋼管焊縫基本沒有角度,快成直角了,對于螺旋鋼管口徑在1000之間的基本用1100板寬,對于螺旋鋼管口徑在1500以上,必須用卷板,卷板寬度是1500mm,大口徑鋼管生產比小口徑鋼管技術更為嚴格。
埋弧焊可以采用較大的焊接電流,的優點是焊縫質量好,焊接速度高。因此,它特別適于焊接大口徑的螺旋鋼管。而且多數采用自動化焊接,目前已廣泛用于碳鋼、低合金結構鋼和不銹鋼的焊接。高頻焊同頻焊是它是一種固相電阻焊方法,高頻焊根據高頻電流在工件中產生熱的方式可分為接觸高頻焊和感應高頻焊。接觸高頻焊時,高頻電流通過與工件機械接觸而傳入工件。感應高頻焊時,高頻電流通過工件外部感應圈的耦合作用而在工件內產生感應電流。高頻焊是專業化較強的焊接方法,要根據產品配備專用設備。生產率高,焊接速度可達30m/min。以固體電阻熱為能源,焊接時利用高頻電流在工件內產生的電阻熱使工件焊接區表層加熱到熔化或接近的塑性狀態,隨即施加(或不施加)頂鍛力而實現金屬的結合。
螺旋管有單面焊的和雙面焊的,焊管應保證水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。螺旋鋼管的特點:螺旋鋼管的強度一般比直縫焊管高,能用較窄的坯料出產管徑較大的焊管,還可以用同樣寬度的坯料出產管徑不同的焊管。但是與相同長度的直縫管比擬,焊縫長度增加30~,而且出產速度較低。螺旋管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的大口徑螺旋鋼管。
環氧煤瀝青防腐鋼管的底漆和面漆都是黑色的,纏繞布為玻璃纖維布,一般涂一層底漆裹一層玻璃纖維布再涂一層面漆以此類推為幾布幾油.大口徑螺旋焊管經常會出現管壁偏厚或偏薄的現象,連軋工藝的調整是導致螺旋焊管管壁厚薄不均勻的主要根源。主要成因在于,1.管坯前端彎曲度、切斜度過大、管坯定心孔不正,因而造成河北螺旋焊管管壁壁厚不均。
2.穿孔機拋鋼不穩定同樣會造成毛管尾部壁厚不均勻。3.穿孔時延伸系數太大、軋輥轉速太高、軋制不穩定。補救措施有三點,1.檢查管坯質量,防止管坯前端切斜度、壓下量大,更換孔型或檢修均應校正定心孔。2.關注導盤使用狀態并加大對導盤螺栓的檢查力度,降低導盤在軋鋼時的竄動幅度,保證拋鋼穩定。3.采用較低的穿孔速度,以確保軋制的穩定性和毛管壁厚的均勻度。
大口徑螺旋焊管工藝簡單,消費效率高,本錢低,開展較快。螺旋焊管的強度普通比直縫焊管高,能用較窄的坯料消費管徑較大的焊管,還能夠用同樣寬度的坯料消費管徑不同的焊管。螺旋焊管主要用于石油、自然氣的保送管線,其規格用外徑*壁厚表示。普通焊縫成型系數控制在1.3-1.5,厚壁焊管取值,薄壁取小值。大口徑螺旋焊管具有高的導電性、導熱性和耐磨.即應有足夠的高溫強度和硬度。
螺旋鋼管,是株洲天元全通管道有限公司主營產品,品質好價格優,貨源庫存充足,歡迎詢價!
選購螺旋鋼管好貨來株洲市天元區找全通管道(株洲市天元區分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:王總-【13932771377】,地址:[鹽山縣城南開發區]。












