


以下是:漳州市漳浦縣焊管批發零售的產品參數【天鑫達】業務覆蓋多領域場景,主營薌城H型鋼廠家精工制作、南靖H型鋼廠家選擇我們沒錯、詔安H型鋼廠家大量現貨供應、東山H型鋼廠家一對一為您服務、龍海H型鋼廠家精心、華安H型鋼廠家商家直供、云霄H型鋼廠家N年大品牌等產品服務。焊管批發零售,天鑫達特鋼有限責任公司(漳州市漳浦縣分公司)gbcj5286-6為您提供焊管批發零售產品案例,聯系人:楊經理,電話:【18853178958】、【18853178958】,供應服務范圍覆蓋:福建省、漳州市、漳浦縣、薌城區、龍文區、云霄縣、詔安縣、長泰區、東山縣、南靖縣、平和縣、華安縣、龍海區。 福建省,漳州市,漳浦縣 元,割西城佐建南靖縣。明嘉靖九年(1530年),割二、三、國、五都置詔安縣。嘉靖四十五年(1566年),割二十三都的九圖建海澄縣。清,割出六都的三十個保設云霄廳(云霄縣)。民國5年(1916年),割出古留半島佐建東山縣。有南溪、鹿溪、佛潭溪、赤湖溪、杜潯溪、浯江溪等河流,年降水量1600毫米,年均氣溫21.8℃。海岸線216千米,大小島礁178個,海灣6個,港灣5個。
不要錯過我們上傳的焊管批發零售視頻!它將為您提供比圖文更直觀、更的產品介紹,點擊觀看,讓您輕松了解產品詳情。
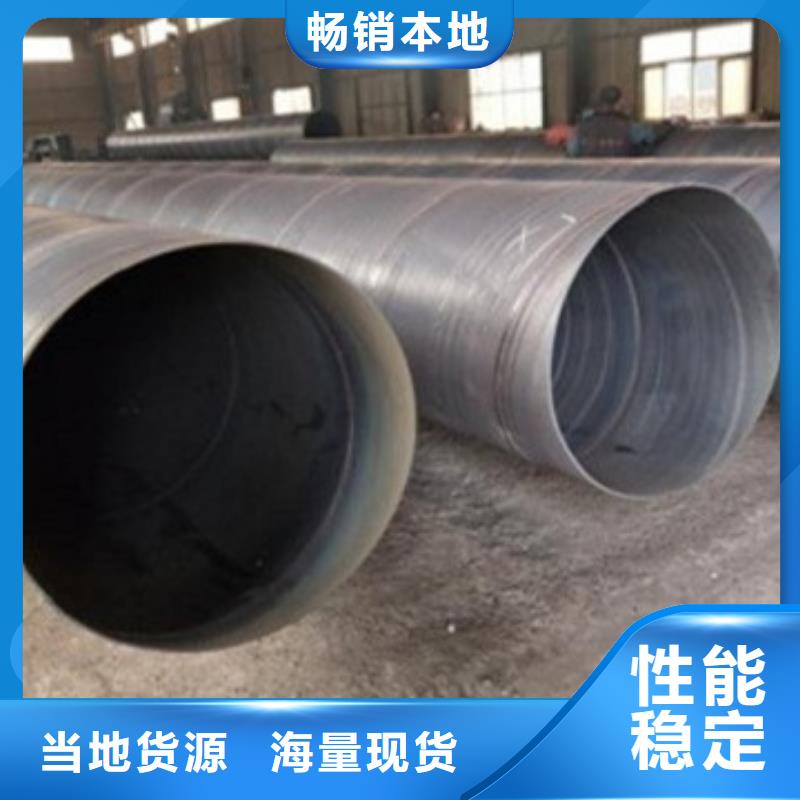
以下是:漳州漳浦焊管批發零售的圖文介紹
生產工藝編輯
螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管.原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。
內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根。切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。
焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。每根鋼管經過靜水壓試驗,壓力采用徑向密封。
(5)采用外控或內控輥式成型。
(6)采用焊縫間隙控制裝置來保證焊縫間隙焊接要求,管,錯邊量和焊縫間隙都嚴格控制。
(7)內焊和外焊均采用電焊機進行單絲或雙絲埋弧焊接,從而焊接。
(8)焊完焊縫均經過連續超聲波自動傷儀檢查,保證了螺旋焊縫無損檢測覆蓋率。若有缺陷,自動并噴涂標記,生產工人依此隨時工藝參數,及時缺陷。
(9)采用空氣等離子切割機將鋼管切成單根。
(10)切成單根鋼管后,每批鋼管都要進行嚴格首檢制度,檢查焊縫力學性能,化學成份,溶合狀況,鋼管表面以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。
(11)焊縫上有連續聲波探傷標記部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。
焊接壓力?
焊接壓力是焊接工藝的主要參數之一,管坯的兩邊緣加熱到焊接溫度后,在擠壓力作用下形成共同的金屬晶粒即相互結晶而產生焊接。焊接壓力的大小影響著焊縫的強度和韌性。若所施加的焊接壓力小,使金屬焊接邊緣不能充分壓合,焊縫中殘留的非金屬夾雜物和金屬氧化物因壓力小不易排出,焊縫強度降低,受力后易開裂;壓力過大時,達到焊接溫度的金屬大部分被擠出,不但降低焊縫強度,而且產生內外毛刺過大或搭焊等缺陷。因此應根據不同的品種規格在實際中求得與之相適應的焊接壓力。根據實踐經驗單位焊接壓力一般為20~40MPa。?
由于管坯寬度及厚度可能存在的公差,以及焊接溫度和焊接速度的波動,都有可能涉及到焊接擠壓力的變化。焊接擠壓量一般通過調整擠壓輥之間的距離進行控制,也可以用擠壓輥前后管筒周差來控制。
3 焊接速度?
焊接速度也是焊接工藝主要參數之一,它與加熱制度、焊縫變形速度以及相互結晶速度有關。在高頻焊管時,焊接質量隨焊接速度的加快而提高。這是因為加熱時間的縮短使邊緣加熱區寬度變窄,縮短了形成金屬氧化物的時間,如果焊接速度降低時,不僅加熱區變寬,而且熔化區寬度隨輸入熱量的變化而變化,形成內毛刺較大。在低速焊時,輸入熱量少使焊接困難,若不符合規定值時易產生缺陷。?
因此在高頻焊管時,應在機組的機械設備和焊接裝置所允許的速度下,根據不同規格品種選擇合適的焊速。
4 開口角?
開口角是指擠壓輥前管坯兩邊緣的夾角,開口角的大小與燒化過程的穩定性有關,對焊接質量的影響很大。?
減小開口角時,邊緣之間的距離也減小,從而使鄰近效應加強,在其它條件相同的情況下便可增大邊緣的加熱溫度,從而提高焊接速度。開口角如果過小時,將使會合點到擠壓輥中心線的距離加長,從而導致邊緣并非在溫度下受到擠壓,這樣便使焊接質量降低,功率消耗增加。?
實際生產經驗表明,可移動導向輥的縱向位置來調整開口角大小,通常在2~6°之間變化。在導向輥不能縱向調整的情況下,可用導向環厚度或壓下封閉孔型來調整開口角的大小。
漳州漳浦山東天鑫達特鋼有限責任公司多年來秉承“追求卓越,用心鑄造好品質”的企業核心理念,與時俱進,推行品牌運營戰略,使公司 H型鋼廠家產品有著優良的性價比以及快捷的服務特點,以“誠信為本、務實創新、強化管理、力創新高”的經營方針,打造充滿活力和競爭力的企業,用務實的姿態與海內外客商精誠合作,攜手共創美好明天。
焊管批發零售_天鑫達特鋼有限責任公司(漳州市漳浦縣分公司),固定電話:【18853178958】,移動電話:【18853178958】,聯系人:楊經理,鋼材市場。







