
以下是:異型管-異型管質(zhì)量優(yōu)的產(chǎn)品參數(shù)異型管-異型管質(zhì)量優(yōu),千鶴鋼管有限公司(建甌分公司)專業(yè)從事異型管-異型管質(zhì)量優(yōu),聯(lián)系人:賀經(jīng)理,電話:18864897226、18864897226,QQ:270591967,發(fā)貨地:經(jīng)濟開發(fā)區(qū),以下是異型管-異型管質(zhì)量優(yōu)的詳細頁面。 福建省,南平市,建甌市 建甌市是“千年酒城”、“中國筍竹之都”,是全國文化先進縣、首批省級歷史文化名城、全國十八個千名進士縣之一,歷代出過1154名進士、6名狀元、10名宰輔,現(xiàn)有東岳廟、建寧府孔廟、北苑御焙遺址、迪口值慶橋4個全國重點文物保護單位以及歸宗巖、萬木林、光孝禪寺、威武門、臨江門、通濟門、通仙門等旅游景點。
我們精心制作的異型管-異型管質(zhì)量優(yōu)產(chǎn)品視頻已經(jīng)準備就緒,讓您一睹產(chǎn)品的風采。無論您是初次接觸還是再次了解,視頻都將為您帶來全新的視角和體驗。以下是:異型管-異型管質(zhì)量優(yōu)的圖文介紹
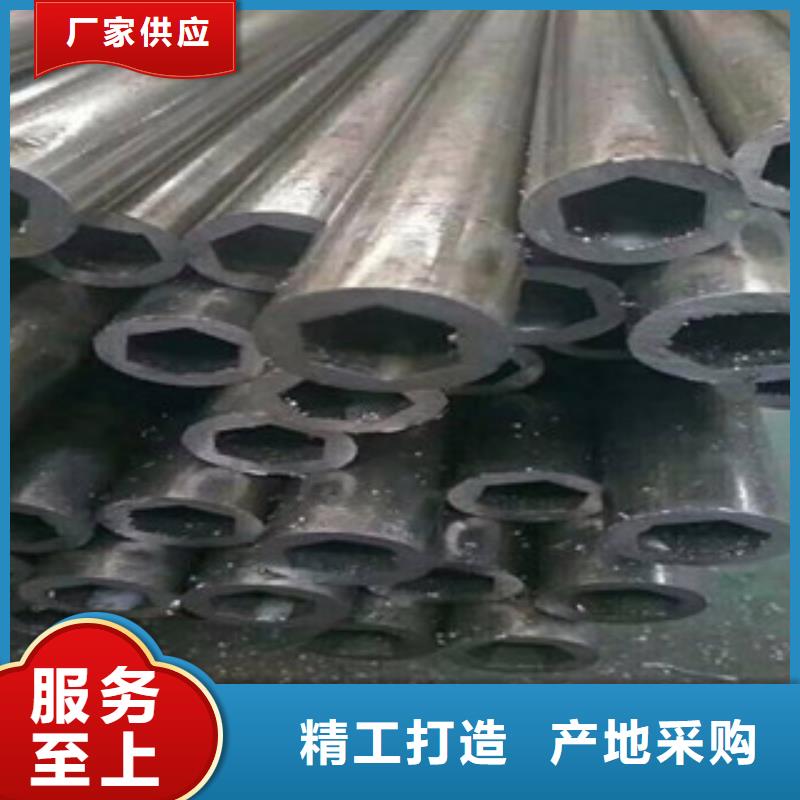
異型管生產(chǎn)過程中非常常見的四種材料;生產(chǎn)異型管所用的坯料,叫做管坯。合格的管坯是異型管生產(chǎn)的先決條件。對管坯質(zhì)量提出了嚴格的技術(shù)要求。管坯技術(shù)按相關(guān)標準執(zhí)行,包括化學成分、斷面形狀、幾何尺寸、內(nèi)部組織、械性等因素。據(jù)穿孔方、軋管方法及制管材質(zhì),異型管一般采用以下四種坯料:(一)軋坯一般為圓坯,生產(chǎn)中也經(jīng)常使用。(二)鍛坯用于穿孔性能較差的合金鋼與高合金異型管的生產(chǎn)。三)連鑄圓坯連鑄圓坯具有成本低、能耗少、組織性能穩(wěn)定等特點,是管坯發(fā)展的主流,也是管材實現(xiàn)連軋的首要條件。(四)鑄坯主要有方錠坯,用于P.P.M軋制方式或壓力穿孔等異型管加工方式。
南平建甌千鶴鋼管有限公司一直專注 精密管領(lǐng)域,是集研發(fā)、生產(chǎn)、銷售為一體的 精密管制造企業(yè)。歷經(jīng)十年的創(chuàng)新發(fā)展與沉淀,南平建甌千鶴鋼管有限公司贏得了業(yè)界和使用者一致認可和尊重,更鑄就了公司在 精密管行業(yè)中的品牌地位。
我們的主要產(chǎn)品有: 精密管。
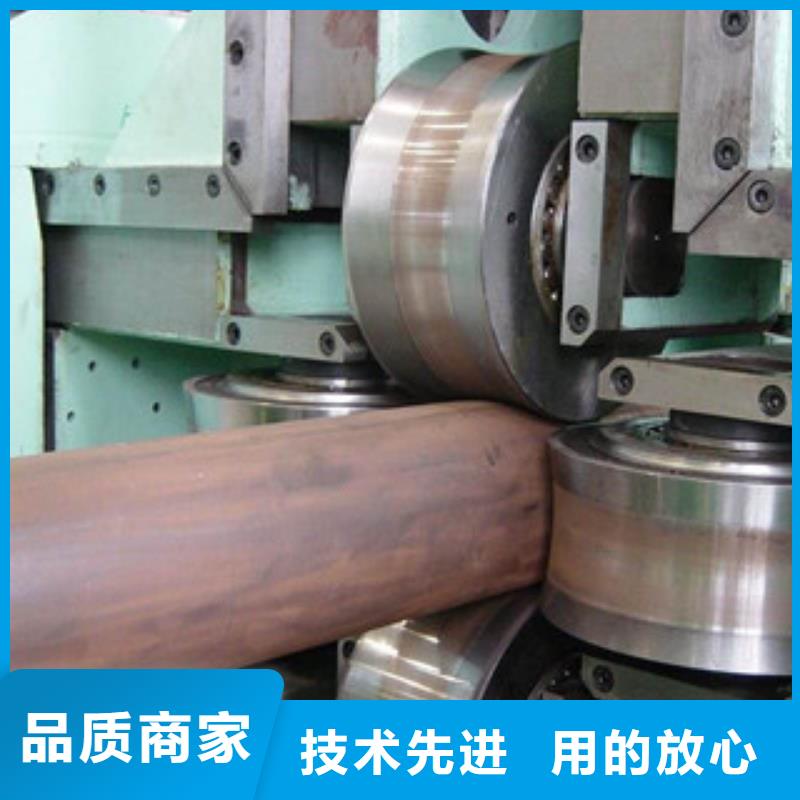
螺旋管生產(chǎn)工藝:1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴格的理化檢驗。2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。3)成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。5)采用外控或內(nèi)控輥式成型。6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。7)內(nèi)焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接規(guī)范。8)焊完的焊縫均經(jīng)過在線連續(xù)超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產(chǎn)工人依此隨時調(diào)整工藝參數(shù),及時缺陷。9)采用空氣等離子切割機將鋼管切成單根。10)切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質(zhì)量以及經(jīng)過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產(chǎn)。11)焊縫上有連續(xù)聲波探傷標記的部位,經(jīng)過手動超聲波和X射線復(fù)查,如確有缺陷,經(jīng)過修補后,再次經(jīng)過無損檢驗,直到確認缺陷已經(jīng)。12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經(jīng)過X射線電視或拍片檢查。13)每根鋼管經(jīng)過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數(shù)自動打印記錄。14)管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控制。
要異型管焊縫氣孔的產(chǎn)生,我們建議采取以下措施:(一)焊劑厚度,焊劑的聚集厚度通常為25-45mm,焊劑顆粒度大、密度小時聚集厚度取大值,反之取小值。大電流、低焊速聚集厚度取大值,反之取小值。另外高溫天氣或周圍濕度大時,使用的焊劑應(yīng)烘干后再利用;(二)鋼板板邊處置,鋼板板邊應(yīng)設(shè)置鐵銹和毛刺掃除裝置,以避免產(chǎn)生氣孔的可能。掃除裝置的位置好安置在銑邊機和圓盤剪后,裝置的布局是一邊2個上下位置可調(diào)解間隙的自動鋼絲輪,上下壓緊板邊;(三)減小次級磁場,為了避免磁偏吹的影響,應(yīng)使工件上焊接電纜的毗連位置盡可能遠離焊接終端,防止焊接電纜在異型管上發(fā)生次級磁場;(四)元素參與,焊接含有適量的CaF2和SiO2時,會反向吸取大量的H2,產(chǎn)生穩(wěn)固性很高且不溶于液態(tài)金屬的HF,從而可以防備氫氣孔的形成;(五)成型工藝,當?shù)吐浜附铀俾驶蛟龃箅娏鳎瑥亩沟煤缚p熔池金屬的結(jié)晶速率,以便于氣體逸出,同時要是異型管帶鋼遞送位置不穩(wěn)固,應(yīng)實時進行調(diào)解,杜絕通過微調(diào)前橋或后橋維持成型,造成氣體逸出困難;(六)鋼板外貌處置,為防止開卷矯平脫落的氧化鐵皮等雜物進入成型工序,應(yīng)設(shè)置板面排除裝置;(七)焊縫形貌,異型管焊縫的成型系數(shù)過小,焊縫的形狀窄而深,氣體和混合物不容易浮出,易形成氣孔和夾渣。通常焊縫成型系數(shù)控制在1.3-1.5,聲測管取大值,薄壁取小值。
點擊查看千鶴鋼管有限公司(建甌分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
異型管-異型管質(zhì)量優(yōu)_千鶴鋼管有限公司(建甌分公司),固定電話:18864897226,移動電話:18864897226,聯(lián)系人:賀經(jīng)理,QQ:270591967,經(jīng)濟開發(fā)區(qū) 發(fā)貨到 南平市建甌市。
量優(yōu)")
量優(yōu)")
量優(yōu)")
量優(yōu)")
量優(yōu)")
量優(yōu)")
量優(yōu)")
量優(yōu)")
量優(yōu)")
量優(yōu)")
量優(yōu)")
量優(yōu)")