
以下是:貴州省銅仁市襯塑鋼管廠家服務至上的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 名稱 襯塑復合管 材質 Q235B 執行標準 GB/T28897-2012 長度 6米 范圍 襯塑鋼管供應范圍覆蓋貴州省、貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市 碧江區、萬山區、江口縣、石阡縣、思南縣、德江縣等區域。 【利達】為您提供碧江鍍鋅鋼管精益求精、德江鍍鋅鋼管歡迎來電詢價、畢節鍍鋅鋼管支持大小批量采購、貴陽鍍鋅鋼管廠家精選、黔西南鍍鋅鋼管同行低價、安順鍍鋅鋼管定制速度快工期短、黔南鍍鋅鋼管現貨直發等多元產品與服務。襯塑鋼管廠家服務至上,利達管道科技(銅仁市分公司)tjchgg415-6為您提供襯塑鋼管廠家服務至上產品案例,聯系人:賈經理,電話:【0527-88266888】、【17768165506】,供應服務范圍覆蓋:貴州省、貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市 碧江區、萬山區、江口縣、石阡縣、思南縣、德江縣。 貴州省,銅仁市 銅仁市歷史沿革源遠流長,秦代為黔中郡腹部地區,漢時改隸武陵郡,蜀漢時始有縣治。唐代分屬思州、錦州、黔州。宋末元初設思州、思南兩宣慰司,元代設置“銅人大小江蠻夷軍民長官司”。明永樂十一年撤思州、思南宣慰司,于今境設銅仁、思南、石阡、烏羅4府,并劃歸新建的貴州省管轄。銅仁是書法之鄉,明清之際涌現了周冕、周以湘、王道行、潘登云、嚴寅亮、鄢師竹六位書法家。有自然保護區2個,風景名勝區3個,省級風景名勝區9個,礦山公園1個,喀斯特地質公園1個。滬昆鐵路、滬昆高速公路、杭瑞高速公路、銅大高速公路、思劍高速公路穿境而過。
無需長篇大論,觀看襯塑鋼管廠家服務至上視頻,讓你瞬間愛上我們的產品。以下是:貴州銅仁襯塑鋼管廠家服務至上的圖文介紹貴州銅仁利達管道科技有限公司常年銷售 鍍鋅鋼管等各種產品,我公司銷售的 鍍鋅鋼管資源豐富,價格合理產品,材質規格齊全。公司優勢:貨源充足,價格合理!寧可一諾不許,許則一諾千金!公司依托天津西青區中北鎮萬卉路南段西側華亭麗園三區31-2-802-1優越的地理位置,建立起的物流配送網絡,覆蓋全國,貨多貨少都可送達客戶手中。我公司鄭重承諾,在同等的質量下,保證以低的價格,完善的服務,高的信譽來答謝各界朋友的支持與厚愛。歡迎垂詢光臨!公司精神:創新超越平凡,實力成就未來!公司宗旨:以質量求生存,以信譽求發展!公司經營理念:以誠為本,客戶至上!
天津利達管道科技有限公司擁有石油套管生產線3條,年產能20萬噸:高頻焊管生產線11條(ф21.3mm-ф340mm),年產能80萬噸;熱浸鍍鋅鋼管生產線10條(ф21.30-ф219.10),年產能60萬噸;鋼塑復合管生產線6條(ф21.30-ф219.10),年產能6萬噸;公司已于2000年通過ISO9000質量體系認證,并取得行業內首批API 5L和API 5CT會標使用許可,“利達”商標被工商總局認定為“”。2010年度實現銷售收入48億元,上繳稅金2800余萬元;2011年實現銷售收入50億元,上繳稅金3300余萬元。
產品主要應用于石油和天然氣的輸送管線、油井抽油管、油井套管、及工業和民用供水、供氣、供熱、供油及建筑五金等領域。本公司堅持外抓市場,內抓管理,走質量效益型發展道路,取得了良好的經濟和社會效益,憑借雄厚的資金實力、先進的管理經驗、優良的銷售服務、嚴格的質量管理體系和科學的整體營銷手段,形成以京津地區為中心,立足華北,面向全國,輻射全球的穩定的營銷網絡,以優良的質量、可靠的信譽、熱忱的服務深受海內外客戶的信賴。
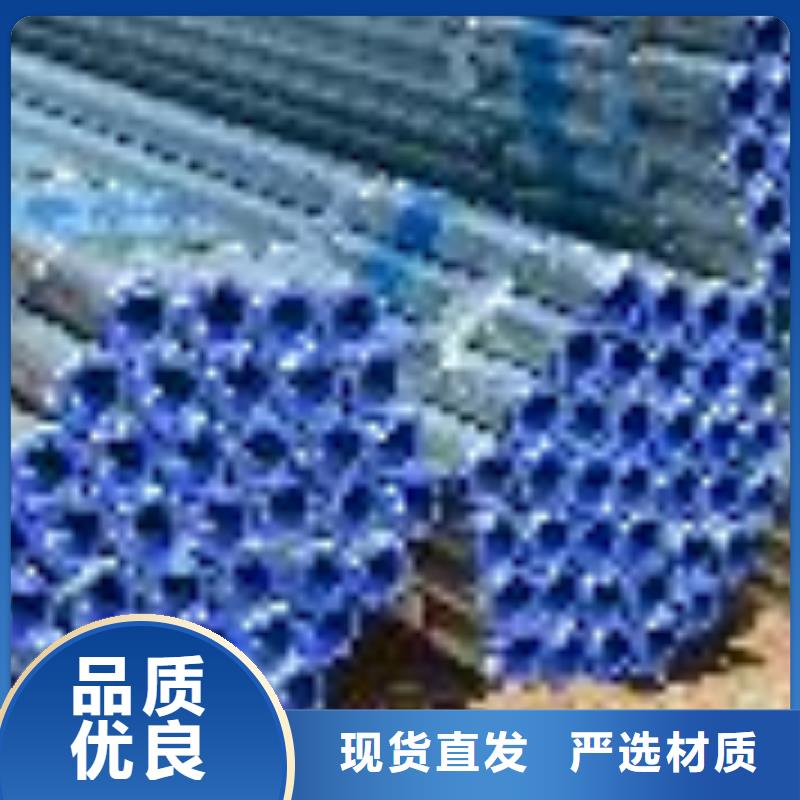
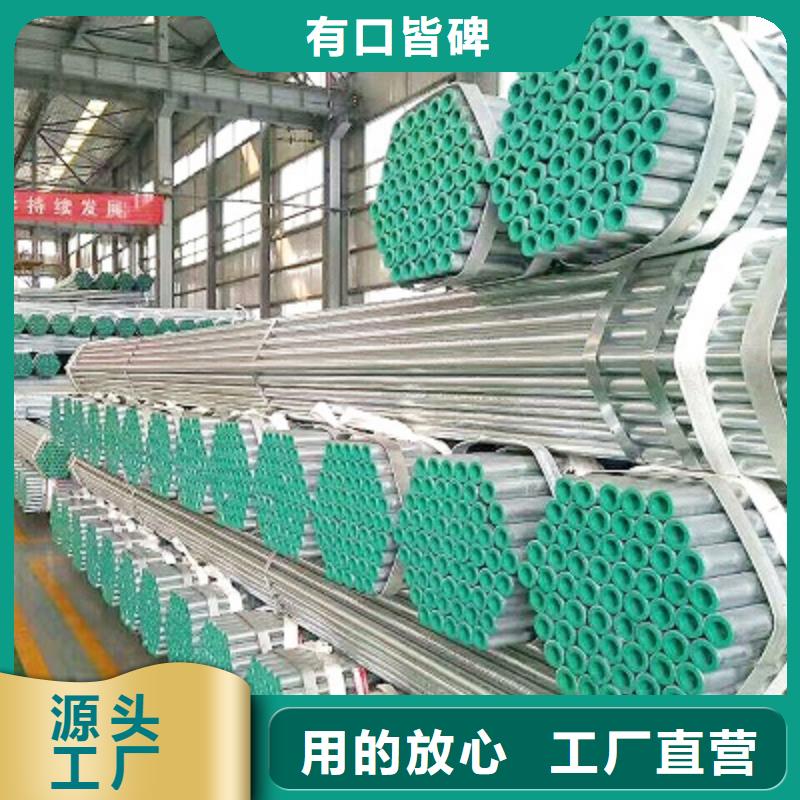
襯塑鋼管,又名鋼塑復合管,以鍍鋅無縫鋼管、焊接鋼管為基管,內壁去除焊筋后,襯入與鍍鋅管內等徑的食品級聚乙烯(PE)管材,聚乙烯襯層厚度要求符合CJ/T136-2007標準,后加壓加熱后一定時間后成型,是傳統鍍鋅管的升級型產品。 目前,在建筑給水行業中,高層建筑的給水管和消防管材長期使用壓力約為1.6MPa左右,因此內筋嵌入式襯塑鋼管的設計壓力確定在2.0MPa基本上能滿足建筑給水的壓力使用要求,同時這一參數也是壁厚設計的重要參數。 使用溫度也是管材設計的一個重要參數,它決定著材料的許用應力。在行業中按輸送水的溫度分為冷水和熱水,冷水溫度一般為0℃~25℃,但明裝管路內介質溫度受大氣溫度影響,我國南方夏季氣溫可高達40℃左右,而北方氣溫在冬季可低于-40℃,但是水于0℃以下就會凝固成冰,從而達不到用水的目的。因此在行業中有保溫的一些規范,使管路中水的溫度一直保持在0℃以上,以保持流體的可流動性。熱水一般用于采暖、淋浴,水溫通常為75℃以下,瞬間溫度可達為95℃左右。 介于以上調研,內筋嵌入式襯塑鋼管分為冷水型和熱水型兩大類,確定冷水型長期使用溫度為0℃~55℃,熱水型管材的長期使用溫度為0℃~75℃,瞬間溫度可達95℃。規格按管道通徑標準化確定為DN15、DN20、DN25、DN32、DN40、DN50、DN65、DN80、DN100、DN125、DN150、DN200、DN250、DN300等品種。
以先進的工藝在內、外壁熔融、噴涂或吸附環氧樹脂粉末涂料并且經過高溫固化的新型復合管材,作為普通自來水管的更新換代產品,它既有鋼管、管件的強度與剛度,又具有塑料水管內壁非常光滑、自潤滑性好、不生銹、不結垢、流體阻力小、耐沖磨、防腐蝕、抗菌衛生性能好及柔韌性等優點。
內外環氧涂塑復合鋼管 另外,熱鍍鋅工藝中的鋅蒸氣容易使操作工人鋅中毒,高溫熱鍍鋅時鋅灰和鋅液飛濺也容易操作人員,并且熱鍍鋅對環境污染很嚴重 通過對鋼管或鍍鋅管的涂塑防腐,解決了普通鋼鋼管埋地和輸水過程現的銹蝕和結垢問題。杜絕了管道堵塞及噴淋堵塞的現象,提高了管道的使用壽命,涂塑鋼管的使用壽命在50年以上。涂塑鋼管的粉末涂塑添加了阻燃劑并改性了環氧樹脂粉末,涂層的抗溫性能優越,在長期使用中不燃燒,不軟化。給水涂塑鋼管兼具了普通鋼管的高強度及塑脂產品的抗防腐性能。講述涂塑鋼管的相關知識,涂塑鋼管的內層是食品級環氧樹脂、外層為改性環氧粉末涂料,以先進的工藝在內、外壁熔融、噴涂或吸附環氧樹脂粉末涂料并且經過高溫固化的新型復合管材,作為普通自來水管的更新換代產品,它既有鋼管、管件的強度與剛度,又具有塑料水管內壁非常光滑、自潤滑性好、不生銹、不結垢、流體阻力小、耐沖磨、防腐蝕、抗菌衛生性能好及柔韌性等優點。
可以極大程度的降低損失。同時,大口徑涂塑管的線性膨脹系數非常小,這就使其作為主干輸水管非常有利,大大克服了其他塑料和普通管材線性膨脹系數大的缺陷。大口徑涂塑鋼管是傳統鋼塑管、鍍鋅管升級型的高性價比產品。其具有綜合特點,即有鋼管的高強度、高延伸性、低溫脆性好、膨脹系數小。
襯塑鋼管廠家服務至上_利達管道科技(銅仁市分公司),固定電話:【17768165506】,移動電話:【0527-88266888】,聯系人:賈經理,天津西青區中北鎮萬卉路南段西側華亭麗園三區31-2-802-1。










