

以下是:臨汾市古縣有現貨的雙金屬耐磨管道實體廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 有的雙金屬耐磨管道供應范圍覆蓋山西省、臨汾市、古縣、堯都區、曲沃縣、翼城縣、襄汾縣、洪洞縣、鄉寧縣、大寧縣、隰縣、永和縣、蒲縣、汾西縣、侯馬市、霍州市等區域。 【江河】持續拓展產品矩陣,現有堯都陶瓷貼片耐磨管海量庫存、翼城陶瓷貼片耐磨管信譽有保證、隰縣陶瓷貼片耐磨管誠信經營、永和陶瓷貼片耐磨管超產品在細節、汾西陶瓷貼片耐磨管好產品有口碑、洪洞陶瓷貼片耐磨管產品細節、襄汾陶瓷貼片耐磨管質量看得見等,滿足不同場景需求。有現貨的雙金屬耐磨管道實體廠家,江河機械制造(臨汾市古縣分公司)為您提供有現貨的雙金屬耐磨管道實體廠家的資訊,聯系人:符杰,電話:【0523-84310208】、【15301427770】。 山西省,臨汾市,古縣 古縣,隸屬山西省臨汾市。位于臨汾市東北部,太岳山南麓,汾河、澗河中上游,東與安澤毗鄰,西與洪洞接壤,南與堯都、浮山相參,北與霍州、沁源交界。古縣全縣轄4鎮3鄉,6個社區73個行政村,總面積1206平方千米。根據第七次人口普查數據,截至2020年11月1日零時,古縣常住人口為79816人。
有現貨的雙金屬耐磨管道實體廠家的詳細視頻已經上傳,我們的視頻將帶您領略產品的獨特設計、卓越品質以及出色性能,讓您對它有更深刻的認識和了解。以下是:臨汾古縣有現貨的雙金屬耐磨管道實體廠家的圖文介紹
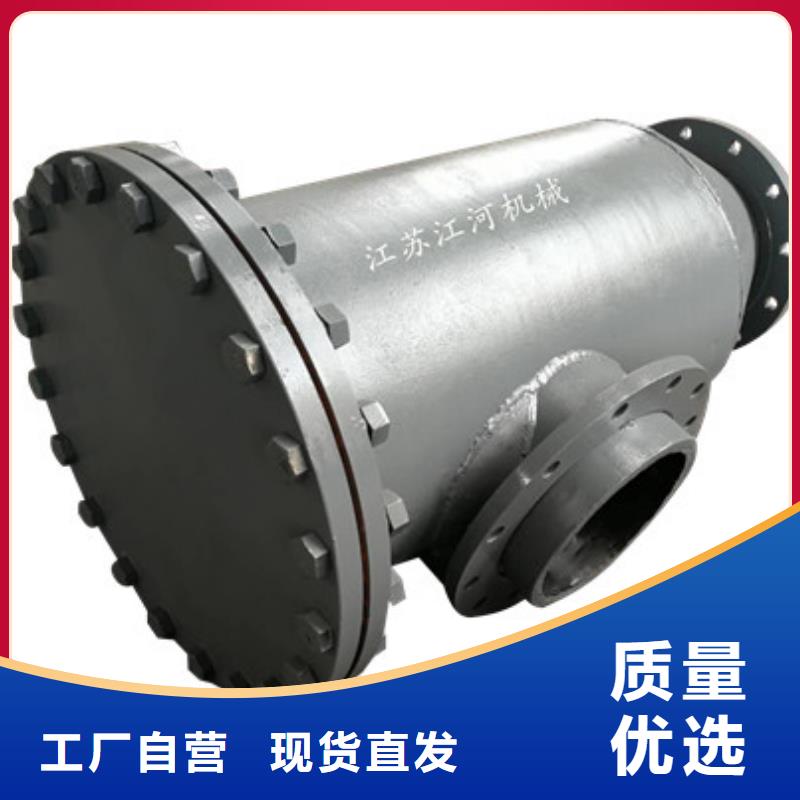
雙金屬耐磨復合管外壁采用普通無縫鋼管,通過離心成型工藝形成高鉻鑄鋼內襯復合而成。彎管外壁采用蝦米彎頭,內層選用高鉻鑄鋼,既具有高合金鑄鋼的耐磨性能,又能耐壓,又有較高的機械性能。
雙金屬耐磨復合管內襯合金材料中,硬度和耐磨性能是高鉻抗磨白口鑄鐵和優質合金耐磨鑄鋼(統稱為超硬耐磨合金)。高鉻鑄鐵的硬質相為M7C3型碳化物,其硬度達到HV1500~1800,因而具有很好的耐磨性能,而由于這種Ka型碳化物的結構為棒狀,從而使其具有較高的韌性。并在傳統配料的基礎上加入了稀有金屬和碳化硼硬合劑,大大增加了傳統產品的硬度和耐疲勞性,使其耐磨性能優于其他產品。
本工藝適合雙金屬復合管鑄件的焊接要求:
1、雙金屬復合管在安裝時,管道與管道中心線要對正,確保管道兩端面對接準確。由于內襯高鉻合金硬度高,只能對外壁的普通鋼管進行焊接,必須焊透。在現場切割時,必須根據復合管的厚度,選用等離子切割機進行現場切割。
2、焊條選擇J507普通焊條,直徑為φ4.0mm。
3、一般采用直流式電焊機焊接,也可采用交流電焊機焊接。
4、兩端坡口焊接完成后,在用加強箍箍在焊縫的中間,繼續與復合管的外壁焊接,確保焊縫的牢固性。
5、應避免在0℃以下或低溫潮濕的風口下焊接。
6、焊接部位宜采用點焊、對稱焊,然后整體焊的方式,避免應力集中鑄件開裂。
7、雙金屬復合管為確保焊接質量,施焊面應干凈,避免油污,夾渣等缺陷。
江蘇江河機械制造有限公司40年專業制作雙金屬耐磨管道系列產品,該產品外層采用可焊接材料鋼板、內襯采用耐磨鑄鋼材料。此產品不僅生產工藝復雜且材質要求頗高。產品內層具有很高的耐磨、耐腐蝕性能且具有較高的機械性能和較強的抗沖擊性能,雙層復合后增加該產品的可靠性。
雙金屬耐磨管道安裝、使用方便。可采用法蘭、快速接頭、直接焊接等方式安裝。由于復合管抗沖擊性能高,在管道系統發生局部堵管時,可根據現場情況隨意切割、卸換、焊接,安裝、檢修非常方便。
江蘇江河機械制造有限公司生產的雙金屬耐磨管道廣泛用于火電、礦山行業的煤粉輸送系統、顆粒較大的漿體輸送等管道。該電廠還使用江蘇江河機械制造有限公司的稀土耐磨彎、直管,襯板,天方地圓等。
江河機械工廠創建于1974年,經過歷年的努力,如今已發展成為一家擁有四百多名職工,占地面積70000多平方米,建筑面積48000多平方米,生產潛力較大的中型機械設備制造企業,產品遠銷越南、印度、印度尼西亞等國。
臨汾古縣江河機械制造有限公司資質齊全、設備先進、技術力量雄厚,檢測手段齊全、具有健全穩定的質保體系。長期從事 陶瓷貼片耐磨管生產制造。是以設計、制造、安裝為一體的現代新型企業,擁有先進的工藝設備和現代生產、辦公條件,以及一支專業、誠信、創新、協作、進取的團隊。我們的使命是成為z u i具創新的 陶瓷貼片耐磨管企業,并在所服務的市場中成為備受推崇的供應商。重諾公司會自始至終保持 陶瓷貼片耐磨管產品的高品質,并且不短推陳出新,為新老客戶創造更高的價值。 以客戶為中心,盡z u i大努力提供、專業化、個性化的服務,實現合作雙贏。作為企業,必須聆聽及了解客戶的需求,繼而超越客戶的期望。
雙金屬質量控制程序和檢測方法
1.根據高鉻鑄鐵(Cr28)的材質要求:首先要控制原材料的采購質量,基料必須要做到無油、無銹以及有害物質S﹑P的控制范圍,各種金屬元素的含量是否達標;
2.編制造型、配料、冶煉主要工序間的生產工藝規范及相關技術要求;
3.在熔煉前根據Cr28化學成分的范圍按中間值,進行各種金屬元素計量配比并按規定熔煉段來進行投料,待所有配比的原材料全部熔化后,首先取樣進行臺式直讀光譜理化分析,根據其成分檢測結果是否需要增添不足部分的燒損元素,再補加進去熔煉,待完全冶煉結束后,按冶煉工藝要求進行造渣脫氧環節,直至準備出鋼澆注;
4.鋼液澆注前,必須嚴格澆注溫度,用高溫紅外線測溫儀來檢測工藝要求的澆注溫度以及規定的澆注速度;
5、待澆注的管件經過一定的保溫時間后,進行出箱清理打磨。再次用手提光譜儀復核檢測材質的準確性;
6.管件全部整理結束后用卡尺或卷尺檢測幾何尺寸的正確性,以及按要求管件的壁厚檢查用測厚儀檢測誤差范圍直是否在標準值內。
有現貨的雙金屬耐磨管道實體廠家,江河機械制造(臨汾市古縣分公司)為您提供有現貨的雙金屬耐磨管道實體廠家產品案例,聯系人:符杰,電話:【0523-84310208】、【15301427770】。











