

以下是:哈爾濱市延壽縣優(yōu)選:電解拋光加工企業(yè)的產(chǎn)品參數(shù)
材質(zhì) 不銹鋼、不銹鐵 生產(chǎn)場地 深圳市寶安區(qū) 規(guī)格 奧氏體。馬氏體 類型 來料加工 顏色 鏡面 品牌 燈鼎 型號 DD-606 可定制 是 生產(chǎn)日期 2019-2022 價格 0.01元 生產(chǎn)時長 3小時 是否生產(chǎn)型 是 范圍 優(yōu)選:電解拋光加工企業(yè)供應范圍覆蓋黑龍江省、哈爾濱市、延壽縣、道里區(qū)、南崗區(qū)、道外區(qū)、平房區(qū)、松北區(qū)、香坊區(qū)、呼蘭區(qū)、阿城區(qū)、依蘭縣、方正縣、賓縣、巴彥縣、木蘭縣、通河縣、雙城區(qū)、尚志市、五常市等區(qū)域。 【】業(yè)務覆蓋多領域場景,主營道里不銹鋼電解拋光現(xiàn)貨直發(fā)、通河不銹鋼電解拋光有實力有經(jīng)驗、依蘭不銹鋼電解拋光現(xiàn)貨齊全售后無憂、道外不銹鋼電解拋光用品質(zhì)贏得客戶信賴、方正不銹鋼電解拋光廠家質(zhì)量過硬、南崗不銹鋼電解拋光實體誠信經(jīng)營、平房不銹鋼電解拋光品質(zhì)服務誠信為本等產(chǎn)品服務。在哈爾濱市延壽縣采買優(yōu)選:電解拋光加工企業(yè)到不銹鋼電解拋光廠(哈爾濱市延壽縣分公司),無論您是個人用戶還是企業(yè)采購,我們都將竭誠為您服務。品質(zhì)保證,價格優(yōu)惠,廠家直銷,歡迎有需要的客戶來電。聯(lián)系人:姚先生-【17768165506】。 黑龍江省,哈爾濱市,延壽縣 延壽歷史悠久,境內(nèi)有遼金時代和抗聯(lián)、剿匪遺址,在抗日戰(zhàn)爭和解放戰(zhàn)爭期間,曾是松江省委、省政府駐地,北滿根據(jù)地的政治中心,馮仲云、李兆麟、趙尚志等英雄人物都曾在這里留下戰(zhàn)斗的足跡。
優(yōu)選:電解拋光加工企業(yè)產(chǎn)品的真實面貌,遠比文字描述來得豐富和生動。點擊觀看我們的視頻,讓產(chǎn)品自己為您講述它的故事。
以下是:哈爾濱延壽優(yōu)選:電解拋光加工企業(yè)的圖文介紹哈爾濱延壽不銹鋼電解拋光廠企業(yè)文化:以誠待人、以質(zhì)服人。 不銹鋼電解拋光企業(yè)哈爾濱延壽不銹鋼電解拋光廠
為獲得良好的拋光效果,電流密度和電壓是緊密相關的。通常,電壓升高電流密度隨之增大,但這一現(xiàn)象只會繼續(xù)到一個臨界點。一旦達到這一點,電流密度將急速下降,電壓仍相應增高,超過這一點,電壓和電流密度又穩(wěn)步增長。電拋光只有在電流密度比臨界點高時才會發(fā)生,低于這一點則出現(xiàn)腐蝕。通常電拋光使用直流電,在5.5一55.SA/dm2產(chǎn)生。
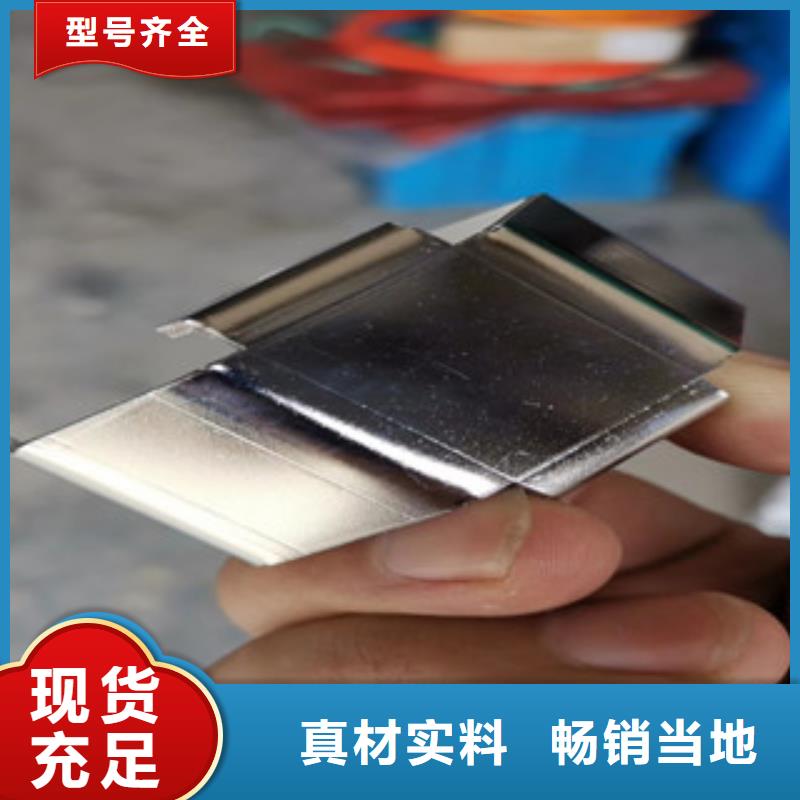
電地光對金屬的溶解極少,從奧拋光后的表面猜飾情況及拋光后的表面精飾處理來看,拋光厚度通常在2.5~65μm之間。深劃痕、沖壓記號及金屬中的非金屬夾雜物往往比電拋光失去的厚度深,雜亂的顆粒線和深深的劃痕(由粗研磨所致),在其后的精加工中不能被去除。而電拋光可將它們?nèi)コ@些線和刻痕初是肉眼看不見的。電拋光是一項較快的操作,通常在2~12分鐘內(nèi)完成。但如果從粗糙表面開始或必須去除較大量的金屬(如控制尺寸或去毛刺),則將會需要更長的時間。
對于直流電源來說,除了直流發(fā)電機組或各種電池的電源在正常有效時段是平穩(wěn)的直流外,由交流電源經(jīng)整流而得到的直流電源,都多少帶有脈沖因素,尤其是半波整流,明顯有負半周是沒有正向電流的,即使是單相全波,也存在一定脈沖率,加上所采用的濾波方法的不同、供電電網(wǎng)的穩(wěn)定性等,都會使電鍍電源存在著明顯的不同。但是,在沒有注意到這種不同時,其對電鍍過程的影響往往會被視。
通常認為,平穩(wěn)的直流或接近平穩(wěn)的直流是理想的電鍍電源。但是,實際情況并非如此,在有些場合,有一定脈沖的電流可能對電鍍過程更為有利。
事實上,早在20世紀l0年代,就有人用換向電流進行過金的提純。在20世紀50年代,則有人用這種方法試驗從溴化鉀一三溴化鋁中鍍鋁,與此同時,可控硅整流裝置的出現(xiàn),使一些電鍍技術開發(fā)人員注意到不同電源波形對電鍍過程的影響,這種影響有時是有利的,有時是不利的。到了20世紀70年代,電源對電鍍過程存在影響已經(jīng)成為電鍍工作者的共識。現(xiàn)在,電源波形已經(jīng)作為工藝參數(shù)之一在有些工藝中成為必要條件。
電鍍屬于電解加工過程,電源的因素必將對電鍍工藝過程產(chǎn)生直接影響,電鍍電源在電鍍工藝中具有重要地位。電鍍電源和低紋波系數(shù)整流電源在電鍍行業(yè)中的應用,讓電鍍界同仁在選擇整流電源、解決電鍍故障、提高電鍍質(zhì)量有所幫助。
一些以硫酸為基除灰的商品化除灰添加劑,大多添加一種或多種添加劑,如氧化劑等。
1.溶液的溫度與電壓的關系
在額定的范圍內(nèi)溶液的溫度越低,所需的電壓應越高,因為溶液溫度較低時氧化膜生成速度較緩慢,膜層較為致密,為獲得一定厚度的氧化膜,陽極氧化過程需升高電壓。當溶液的溫度較高時,氧化膜的溶解速度加塊,且生成的氧化膜是疏松的,此時降低電壓能適當改善氧化膜的質(zhì)量。
2.陽極氧化溶液溫度與時間的關系
溶液的溫度越低,所需的陽極氧化時間應越長。因為溶液溫度較低時氧化膜的生成速度緩慢。溶液的溫度升高時則氧化膜的生成速度加快。此時要縮短陽極氧化時間,否則由于氧化膜的外層電阻加大而導致膜層溶解,出現(xiàn)工件尺寸的改變、表面粗糙掉膜的現(xiàn)象。
以上措施只是在既無降溫設備,又無加溫裝置的條件下采取的應急措施。
二、染黑色溶液的配方與配制過程
1.配方及工藝條件酸性毛元
ATT 20~30g/L
酸性湖藍
2~3g/L
溫度
50~70℃
時間
10~15min
PH值
3~3.5(或4.5~5.5)
2.配制方法
首先煮沸溶液,促使染料溶解完全,保證無疙瘩。待溶液冷卻后用濾紙過濾,濾去不溶物微粒及液面上漂浮的油狀物質(zhì)。后測量pH值,用冷醋酸或氨水調(diào)整至工藝要求。
A.調(diào)整工作班次:將白天班改為夜間班,一般情況下夜間氣溫比白天低5~10℃。
B.多槽輪流工作:經(jīng)一次或多次陽極化后,因焦耳效應,溶液溫度上升,當超過工藝允許的溫度時應停止工作,讓其自然冷卻,下一槽的工件在另一只陽極化槽中進行,這樣輪流操作既不影響生產(chǎn),又可避開高溫溶液時對陽極化膜的影響。
C.更換大容積槽子:增大陽極槽的容積,對于加工同樣表面積的工件,溶液的升溫度會相應減緩。
D.減少一次裝載量:槽內(nèi)裝載量減少后,陽極時產(chǎn)生的焦耳熱亦相應減少,可降低溶液的升溫速度。
E.繼息式工作:當溶液溫度超過允許值時停止工作,待溫度降至工藝范圍時再繼續(xù)工作。
F.水冷法:宜用井水,因井水具有冬暖夏涼的特點,能起到一定的控溫作用;而水塔上的儲備水是冬涼夏暖,不適宜作冷卻水用。
2.5 染出顏色黑中顯紅
這種情況主要是由于未能控制好染色液的pH值,據(jù)了解,酸性元青是由酸性藍黑IOB和酸性橙Ⅱ組成,在一定的pH范圍內(nèi)這兩種組分進入膜孔的比例符合陽極化膜染色純黑的要求,而當pH值超過或低于這個佳范圍時,進入膜孔中的兩組分比例失調(diào),染上的顏色黑中顯青或黑中顯紅。試驗發(fā)現(xiàn),染色液的pH值與鋁陽極化膜上染出色調(diào)的關系見下。
解決方法:定量測定pH值,工作中要防止酸、堿性物質(zhì)的混入,進入染色槽的工件要徹底沖洗干凈。
2.6 工件下端近邊緣處染不上色其原因為工件未染上色的部位沒有生成氧化膜。經(jīng)了解,工件在陽極化之前一天進行堿洗,且堿洗后的中和和水洗均不充分,并讓其自然晾干,這使得鋁件表面帶堿性的游離水緩慢地往下流,流至盡頭時集成水珠且久久不消失,水珠中的酸或堿性物質(zhì)且接與鋁件發(fā)生反應<特別是水珠的周圍易吸納氧的部位,陽極氧化時未能被擊穿,阻止了陽極化過程中人工氧化膜的生成。點擊查看不銹鋼電解拋光廠(哈爾濱市延壽縣分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
在哈爾濱市延壽縣采購優(yōu)選:電解拋光加工企業(yè)請認準不銹鋼電解拋光廠(哈爾濱市延壽縣分公司),品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購買到更加實惠、更加可靠的產(chǎn)品。(聯(lián)系人:姚先生-【17768165506】)。
選:電解拋光加工企業(yè)")
選:電解拋光加工企業(yè)")
選:電解拋光加工企業(yè)")
選:電解拋光加工企業(yè)")
選:電解拋光加工企業(yè)")
選:電解拋光加工企業(yè)")
選:電解拋光加工企業(yè)")
選:電解拋光加工企業(yè)")
選:電解拋光加工企業(yè)")
選:電解拋光加工企業(yè)")
