
以下是:杭州市濱江區焊管本地供應商的產品參數【天鑫達】業務覆蓋多領域場景,主營下城H型鋼廠家誠信可靠、桐廬H型鋼廠家現貨批發、江干H型鋼廠家優質工藝、西湖H型鋼廠家現貨直發等產品服務。焊管本地供應商,天鑫達特鋼有限責任公司(杭州市濱江區分公司)為您提供焊管本地供應商產品案例,聯系人:楊經理,電話:【18853178958】、【18853178958】。 浙江省,杭州市,濱江區 濱江區,因地瀕錢塘江,故名“濱江”。1996年,蕭山市西興、長河、浦沿3個鎮劃歸西湖區。1996年,西興、長河、浦沿三鎮設立濱江區。濱江區與杭州高新技術產業開發區實行“兩塊牌子、一套班子”。是中國(浙江)自由貿易試驗區杭州片區組成部分。
想一睹焊管本地供應商產品的真實風采嗎?我們的現場實拍視頻將帶您親臨現場,感受產品的卓越品質和創新設計,不容錯過!
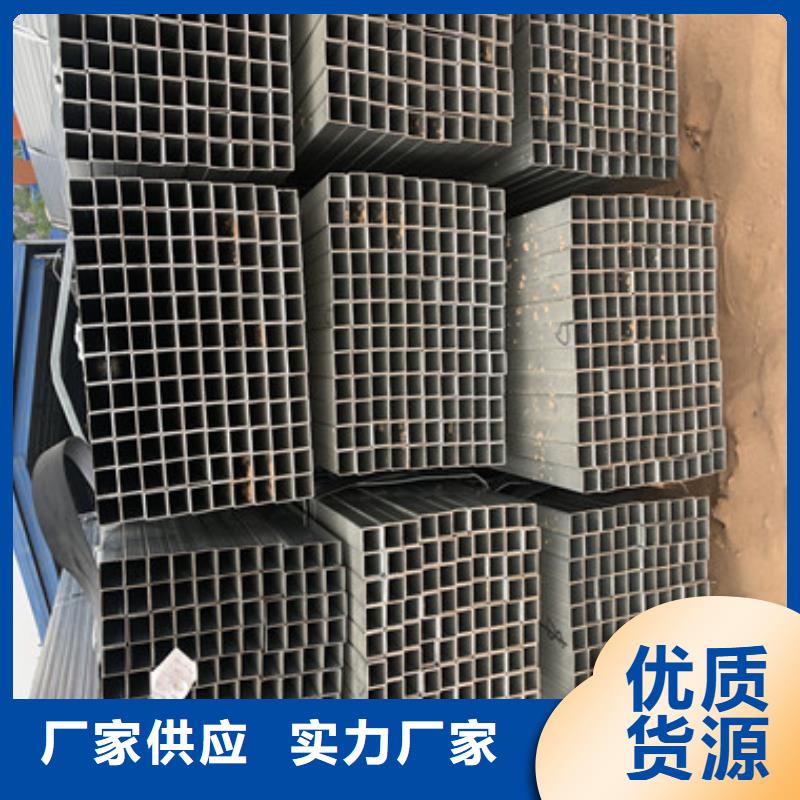
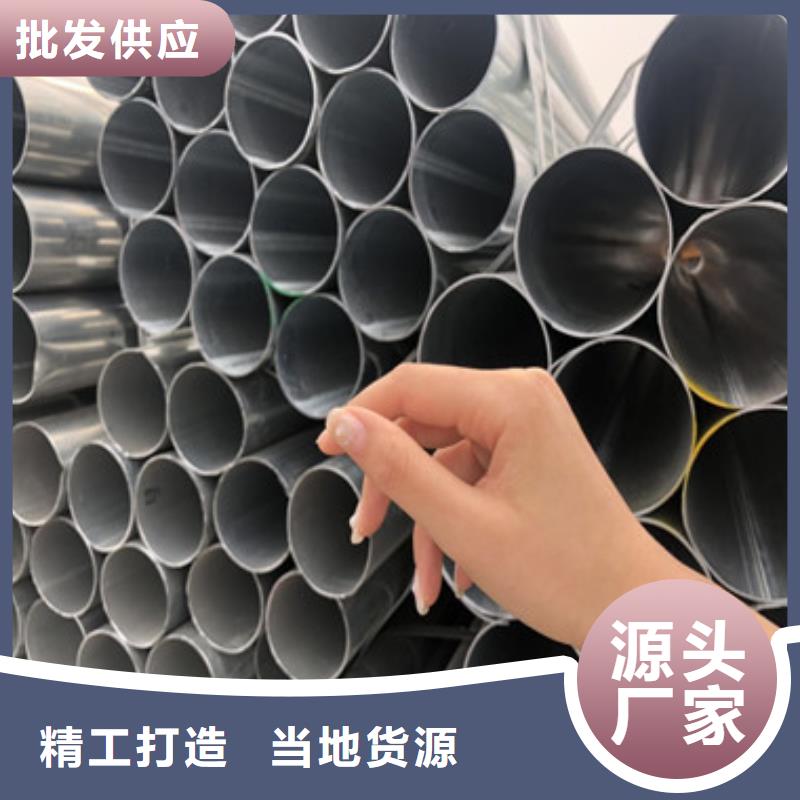
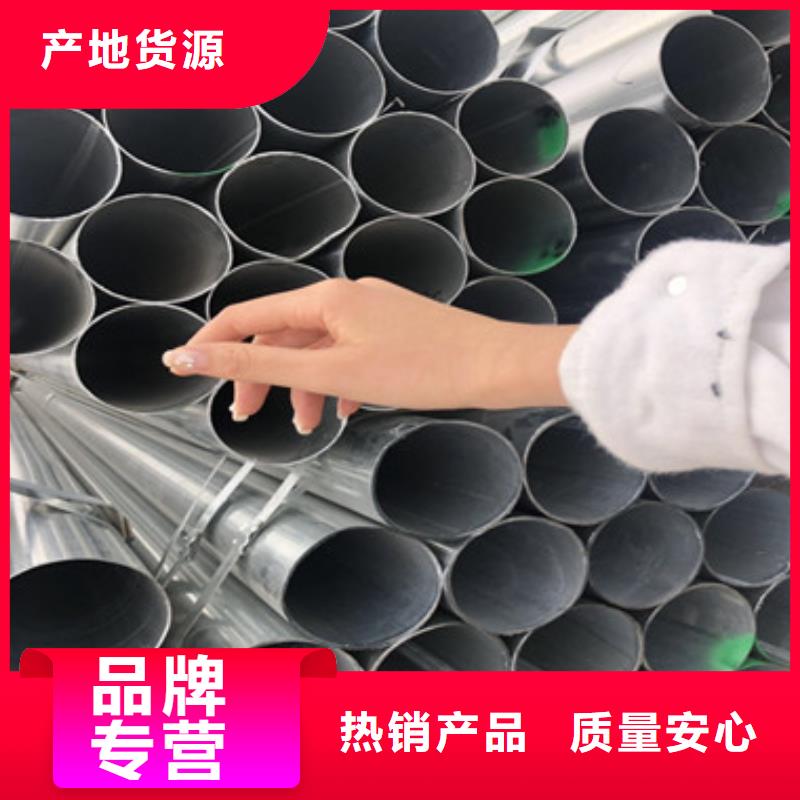
以下是:杭州濱江焊管本地供應商的圖文介紹
大口徑直縫焊管主要生產流程說明:
1. 板探:用來制造大口徑埋弧焊直縫鋼管的鋼板進入生產線后,首先進行全板超聲波檢驗;
2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀;
3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率;
4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成"J"形,再將鋼板的另一半同樣彎曲,壓成"C"形,后形成開口的"O"形
5. 預焊:使成型后的直縫焊鋼管合縫并采用氣體保護焊(MAG)進行連續焊接;
6. 內焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管內側進行焊接;
7. 外焊:采用縱列多絲埋弧焊在直縫埋弧焊鋼管外側進行焊接;
8. 超聲波檢驗Ⅰ:對直縫焊鋼管內外焊縫及焊縫兩側母材進行的檢查;
9. X射線檢查Ⅰ:對內外焊縫進行的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度;
10. 擴徑:對埋弧焊直縫鋼管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態;
11. 水壓試驗:在水壓試驗機上對擴徑后的鋼管進行逐根檢驗以保證鋼管達到標準要求的試驗壓力,該機具有自動記錄和儲存功能;
12. 倒棱:將檢驗合格后的鋼管進行管端加工,達到要求的管端坡口尺寸;
13. 超聲波檢驗Ⅱ:再次逐根進行超聲波檢驗以檢查直縫焊鋼管在擴徑、水壓后可能產生的缺陷;
14. X射線檢查Ⅱ:對擴徑和水壓試驗后的鋼管進行X射線工業電視檢查和管端焊縫拍片;
15. 管端磁粉檢驗:進行此項檢查以發現管端缺陷;
16. 防腐和涂層:合格后的鋼管根據用戶要求進行防腐和涂層。 [1]
感應器及阻抗器的放置位置
5.1感應器的放置位置
?感應器的放置位置(距擠壓輥中心線的距離)對焊接質量影響很大。距擠壓輥中心線較遠時,有效加熱時間長,熱影響區寬,使焊縫強度降低;反之邊緣加熱不足,也使焊縫強度降低。感應器應與管同心放置,其前端與擠壓輥中心線距離大約等于或小于管徑(小管是1.5倍的管徑)為狀態。
5.2 阻抗器的放置位置
阻抗器(磁棒)的放置位置不但對焊接速度有很大影響,而且對焊接質量也有影響。如圖2所示[2]。
6 管坯的幾何尺寸及形狀要求6.1焊管坯的幾何尺寸
管坯的寬度和厚度偏差大,會改變邊緣的加熱溫度和擠壓量,合格的產品必須要求管坯的寬度和厚度在公差范圍之內。
6.2管坯形狀及相接形式
如果管坯邊緣存在撓曲、鐮刀彎及波皺等現象,通過成型機時就會偏離孔型中心,造成帶鋼兩邊彎曲。軋輥調整不良也會造成帶鋼跑偏或管坯扭曲等缺陷,造成影響焊接質量或根本無法焊接的后果。
管坯兩端焊接時要求兩端全部厚度相接,管坯兩邊緣不但要平直而且要平行。縱剪帶鋼時圓盤剪刃間隙過大或刀刃磨損嚴重造成帶鋼邊緣毛刺過大,也易產生焊接后裂紋。
本公司坐落于鋼材市場,公司是集研發、制造、銷售、服務于一體的大型綜合性公司,擁有雄厚的技術力量和先進的生產設備以及科學的管理體制,公司主營產品 H型鋼廠家,產品以良好的性能,精良的品質得到了廣大客戶的認可。 公司具有先進的質量保證體系和科學的檢測手段,生產設備先進精良,產品性能達到標準。公司建立完善的質量保證體系,對產品實行嚴格的質量控制,確保產品達到質量標準,充分滿足廣大顧客需求。
在杭州市濱江區采買焊管本地供應商到天鑫達特鋼有限責任公司(杭州市濱江區分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:楊經理-【18853178958】。