

以下是:珠海市斗門區電解拋光設備企業-經營豐富的產品參數
材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 36KG/桶 類型 不銹鋼拋光去毛刺去除焊點增強抗腐蝕能力 顏色 淡綠色 品牌 張家港燈鼎科技 型號 DD-204 可定制 是 使用壽命 3-5年 范圍 電解拋光設備企業-經營豐富供應范圍覆蓋廣東省、珠海市、斗門區、香洲區、金灣區等區域。 【前海燈鼎】為您提供香洲電解拋光設備規格齊全、金灣電解拋光設備應用廣泛等多元產品與服務。電解拋光設備企業-經營豐富,前海燈鼎實業(珠海市斗門區分公司)qhdd708-6為您提供電解拋光設備企業-經營豐富的資訊,聯系人:楚先生,電話:【0527-88266222】、【17768165506】,供應服務范圍覆蓋廣東省、珠海市、斗門區、香洲區、金灣區。 廣東省,珠海市,斗門區 宋代以前,斗門一帶稱黃字圍,全境屬新會縣潮居里。南宋紹興二十二年(1152年),香山置縣,黃楊山附近島的劃歸香山縣。2001年4月,斗門撤縣建區;同年12月,斗門區正式掛牌成立,稱為珠海市斗門區。截至2021年10月,斗門區轄1個街道、5個鎮。區人民政府駐井岸鎮朝福路139號。斗門區是典型的嶺南水鄉,深具廣府風情。斗門區有水上婚嫁、咸水歌、蓮洲舞龍、乾務飄色、五山鑼鼓柜、龍舟競渡等。
想要探索電解拋光設備企業-經營豐富的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。
以下是:珠海斗門電解拋光設備企業-經營豐富的圖文介紹珠海斗門前海燈鼎實業有限公司所生產的 電解拋光設備產品種類齊全、規格多樣,價格適中 ,品質優良。其制作流程嚴格遵守行業生產標準和檢驗控制,保證了每一件產品質量。
1,電解拋光時,應該如何選擇掛具的質? 回答:電解拋光掛具一般采用鈦合金材料,鈦合金材料抗腐蝕耐酸堿,能有效的抵抗拋光液的腐蝕,不銹鋼和銅一般不采用,這2種材質在電流的作用下溶解與電解拋光液里面。2,電解拋光掛具應該如何設計? 回答:大家都知道銅的導電效果要比鈦合金的導電效果要好得多,但是沒有鈦合金耐腐蝕。我們可以設計在電解液液面以下的用鈦合金,液面以上陽極銅棒以下的這部分用銅,所以一個掛具好用鈦合金和銅的結合體。 3,為什么選擇銅掛具電解產品,時間長了產品發黃?回答:因為銅不耐酸堿,在電解液里通過電流電離的作用下,銅開始腐蝕,銅離子溶解在電解液里面,時間久了,產品就容易發黃【注明:這是影響電解液壽命的關鍵因素】4 ,為什么我電解產品上有燒陰?回答:首先可以肯定掛點并不是因為電解液的原因所造成的。而是因為所需電解的工件所需消耗的電流較大,而掛具絲所能通過的電流有限,已超過掛具絲所能承受的大電流,所以導致掛具絲因通過的電流過大,而掛具絲在溫度越高電阻越大的情況下發生過熱或燒紅的現象,從而產生掛點。5,電解產品后為什么產品發白或者是發黑?回答:這個原因是因為產品不導電或者是沒有完全導電,應當把產品卡死在掛具上,觀察時間控制器上有沒有電流。
電解拋光看似簡單,一個槽一臺整流器裝上藥水就可以電解了。但真正要想做好電解拋光,其中還是有許多需要注意的細節,燈鼎公司根據多年的經驗總結以下幾點,希望對各位想從事由化學拋光的朋友提供幫助:
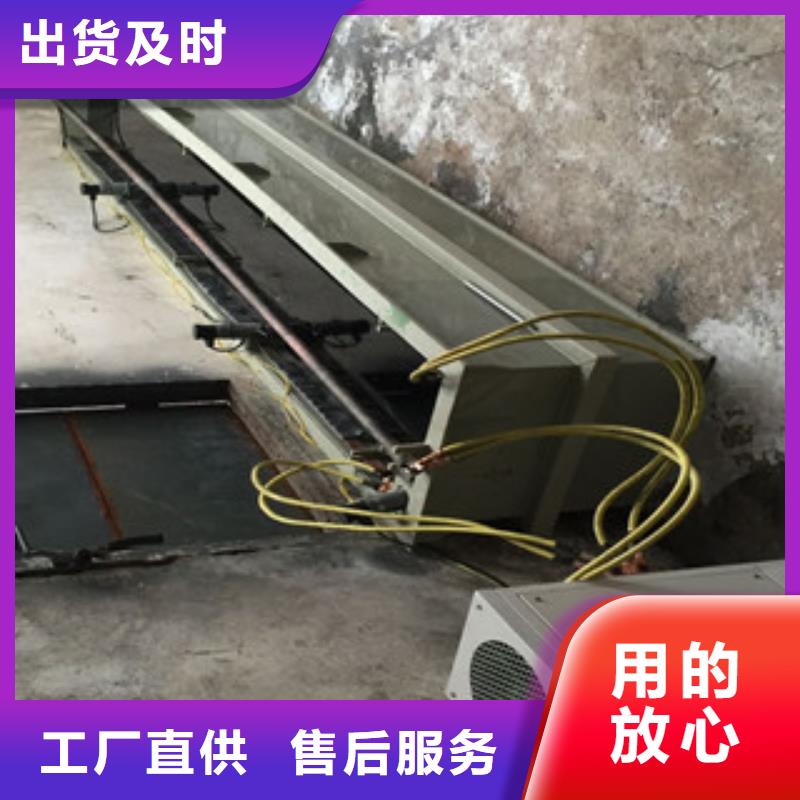
一、 電解槽的設計:電解槽常見的是長的兩邊做為負極,陰極材料一般采用不溶性的金屬如:鉛板、鉛條、不銹鋼板、鈦板都可以。做為陰極的鉛板一般寬約20~30公分,每隔10~15公分掛一塊,陰極接整流器的負極電源。陽極為工作極,用來連通掛具做產品的電解。陽極即為一根銅桿固定在電解槽中間即可,一頭接整流器的正極電源。電解槽的大小一般要根據所需的產能來設計,但要注意的是底部離掛且至少要留15公分以上的距離,液面一般要完全浸泡被電解工件并至少高出10公分。上掛后的工件兩邊各距陰極25公分左右為宜。如:上掛后的掛具總尺寸為高60公分,寬30公分,槽的尺寸高應為1米,寬90公分為宜。電解槽宜采用優質耐高溫的PP塑膠類材料焊接而成,超出1立方以上還應該進行外圍槽鋼加固。
不銹鋼除銹劑◆產品特性本品為無色透明液體,由多種進口食品級材料復配而成,屬于除銹、防銹二合一的中性環保處理劑,廣泛用于各類五金加工行業,能快速除去在焊接、切割、錘擊、碰損等高溫加工處理后產生的棕褐色氧化物(銹跡)、加工殘留的油污、鐵銹等,使工件銀亮有光,從而解決了工件加工的發黑現象,處理完畢后對工件有一定的防銹作用.本品已通過SGS的環保檢測,符合歐盟的ROHS標準。將工件浸泡在配制好的工作液中,至銹斑去除干凈為止,然后用去離子水漂洗,以除工作表面殘留污染。
或直接沾取本品,在工件需要的地方擦拭處理。不銹鋼悍斑電焊的基本工作原理是通過常用的220V電壓或者380V的工業用電,通過電焊機里的減壓器降低了電壓,增強了電流,并使電能產生巨大的電弧熱量融化焊條和鋼鐵,而焊條熔融使鋼鐵之間的融合性更高。電焊條的外層的藥皮、CO2焊接噴出CO2氣體起防止金屬融化后氧化的作用。電焊的不銹鋼氧化皮發黑,嚴重的影響不銹鋼的美觀。不銹鋼酸洗劑本品為無色透明液體,屬于除油、除銹、除氧化物三合一的酸性清洗劑,廣泛用于各類五金加工行業,能快速除去在焊接、切割、錘擊、碰損等高溫加工處理后產生的棕褐色氧化物(銹跡)、加工殘留的油污、鐵銹等,使工件銀亮有光,從而解決了工件加工的發黑現象.本品已通過SGS的環保檢測,符合歐盟的ROHS標準。
將工件浸泡在配制好的工作液中,至油污或氧化物,電焊悍斑除去凈為止,然后用流動水沖洗1~2分鐘,以除工作表面殘留污染。 或直接沾取本品,在工件需要的地方擦拭處理。
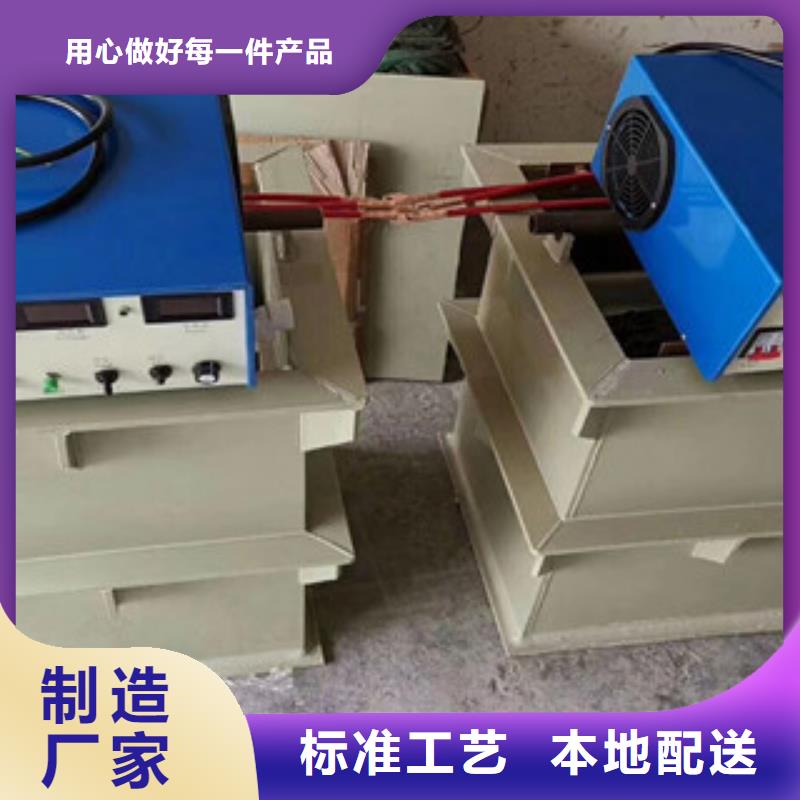
不銹鋼電解拋光的工藝流程:機械拋光--化學拋光--清洗--腐蝕--清洗--化學拋光--清洗--電解拋光--熱水回收--清洗--鈍化--清洗--開水燙干--老化--檢驗--包裝。對于拋光要求高的,按此流程較好。對于拋光要求低者,可以省去化學拋光或機械拋光。1電解液加熱:加熱溫度到60°加熱管斷電,攪拌均勻后開始電解拋光。斷電后加熱管不要馬上拿出來,否則會燒掉加熱管。也不要連續長時間加熱,容易燒掉加熱管。2、工件除油:如工件表面有油污,需先進行除油處理,確保工件表面上無殘留油污。3、水洗:清洗工件表面上的除油劑。4、工件除焊斑:如工件表面上有焊斑,需先進行除焊斑處理。5、水洗:清洗工件上的酸洗膏。6、晾干:可自然風干,確保工件上無殘留的水;7、電解拋光:需要電解拋光機和一個電解槽以及導電銅材進行連接,加熱電解液至60度左右,把鉛板固定在陰極,需電解拋光的工件掛在陽極,然后調整電壓在8-12伏,拋2-8分鐘取出工件。完成電解拋光。8、水洗:清洗工件上的電解液9、堿水洗:內盛5%堿性溶液,中和工件上的電解液。堿性溶液可以使用純堿。10、再次水洗:需要水洗槽,內盛普通清水。11、高壓水槍沖洗:徹底清洗工件上的電解液,確保工件上無殘留的電解液。12、晾干:可自然風干,也可采用吹風設備吹干,整個電解工藝完成。
選購電解拋光設備企業-經營豐富來珠海市斗門區找前海燈鼎實業(珠海市斗門區分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:楚先生-【17768165506】,地址:[寶安區沙井鎮]。













